Изобретение относится к области энергомашиностроения, а конкретно к способам изготовления пакетов лопаток паровых турбин.
Известен пакет рабочих лопаток регулирующей ступени турбины Т-255/305-240-5, в котором лопатки изготовлены заодно с участком бандажа и попарно свариваются по бандажу и хвостовику (Книга «Паровые турбины и турбоустановки Уральского турбинного завода», Екатеринбург, 2010 год, стр. 220-221). Недостатком применения сварной конструкции пакета лопаток является большой срок изготовления, необходимость проведения последующей термообработки, контроля сварных швов на наличие трещин и непроваров, а также явление коробления металла при сварке лопаток, изменение механических свойств материала.
Известны также пакеты лопаток регулирующей ступени в точнолитом исполнении (Книга «Паровые турбины и турбоустановки Уральского турбинного завода», Екатеринбург, 2010 год, стр. 223). Опыт применения пакетов лопаток в таком исполнении оказался отрицательным ввиду низких пластических характеристик материала литых пакетов, все ступени с литыми пакетами были либо разрушены, либо в срочном порядке заменены на ступени со сварными пакетами.
Технической проблемой, на решение которой направлено изобретение, является большой срок изготовления пакетов лопаток регулирующей ступени и низкая надежность лопаточного аппарата.
Указанная техническая проблема решается заявленным способом изготовления пакета, состоящего из, по меньшей мере, двух лопаток паровой турбины отличающимся тем, что он включает в себя операции, проходящие по следующим этапам:
- подготавливают заготовки: отрезают и обрабатывают их поверхности со всех сторон;
- обрабатывают технологические базы: фрезеруют торцы заготовки с двух сторон, сверлят центровые отверстия, фрезеруют технологическую базу на станке с числовым программным управлением (ЧПУ);
- обрабатывают пакет лопаток на пятиосевом станке с числовым программным управлением: фрезеруют внутренние и наружные профиля, хвостовик, бандаж, а также фрезеруют канал между лопатками в следующей последовательности: сверлят под заход концевой фрезы, осуществляют расфрезеровку канала концевыми фрезами максимально возможного диаметра, осуществляют расфрезеровку канала шаровыми фрезами, выравнивают припуски, осуществляют получистовую подработку канала сферической фрезой, осуществляют чистовую обработку канала сферической фрезой;
- отрезают технологические элементы и фрезеруют торец хвостовика на станке с числовым программным управлением.
Техническим результатом заявленного изобретения является снижение сроков изготовления пакетов лопаток регулирующей ступени за счет исключения операций, предусмотренных сварочными работами, повышение надежности лопаточного аппарата путем увеличения жесткости и сопротивляемости пакета лопаток и исключения дефектов, связанных со сварочными работами (непровары, трещины в сварных швах, коробление металла и изменение механических свойств). Кроме того, использование программы для станков с ЧПУ, описанной в заявленном способе дает возможность изготовления более вогнутых (сложных) профилей лопаток.
По результатам предварительного патентно-информационного поиска установлено, что совокупность признаков, представленных в независимом пункте формулы заявленного изобретения, не известна из сведений, ставших общедоступными в мире до даты приоритета изобретения. То есть по сути не найдено источников, в которых раскрыт подробный процесс изготовления цельнофрезерованных пакетов лопаток турбин. Согласно утвержденному руководству Роспатента общее раскрытие обычно не лишает новизны частное раскрытие. Таким образом, заявленное изобретение соответствует критерию «новизна».
Для решения указанной технической проблемы специалистами была разработана программа и технология по изготовлению цельнофрезерованных пакетов лопаток с использованием станков с числовым программным управлением, которые не являются очевидными, не известны третьим лицам и не являются общедоступными. Следовательно, заявленное изобретение соответствует критерию «изобретательский уровень».
Цельнофрезерованные пакеты лопаток были изготовлены заявленным способом, например, для турбин Tп-124-12,8-NG, Р-50-12,8/0,8, что подтверждает соответствие критерию «промышленная применимость».
Сущность заявленного изобретения поясняется следующими фигурами:
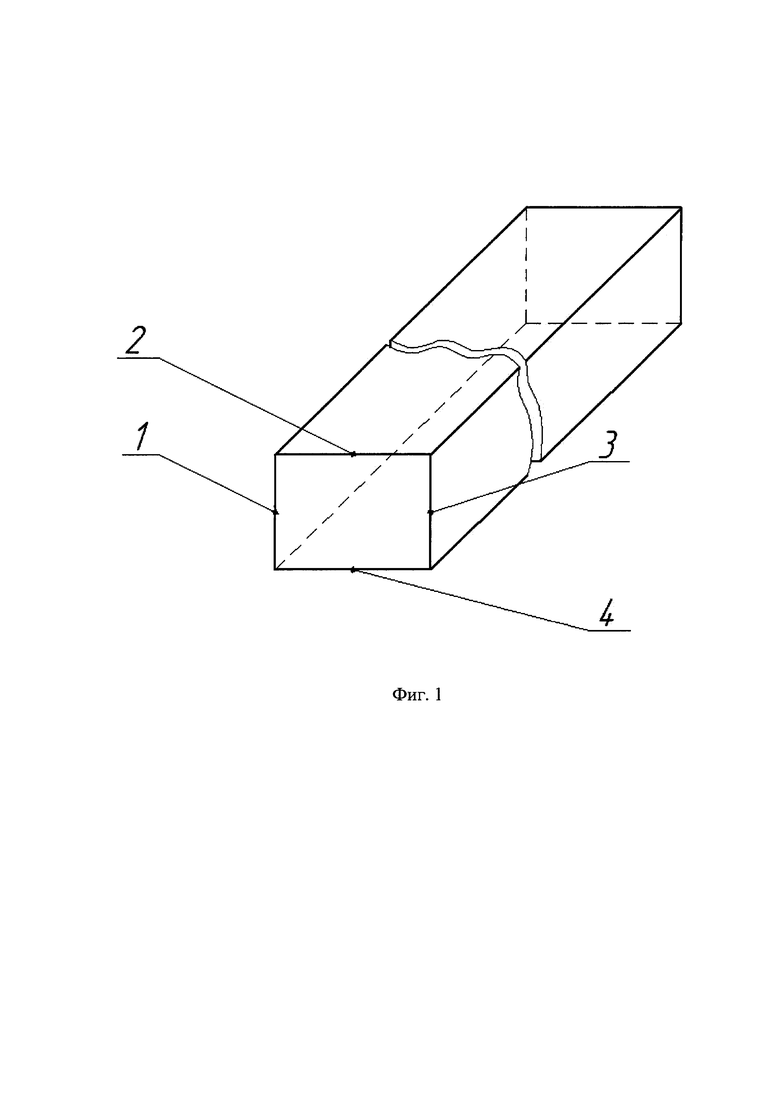
фиг. 1 - эскиз заготовки для изготовления пакета лопаток;
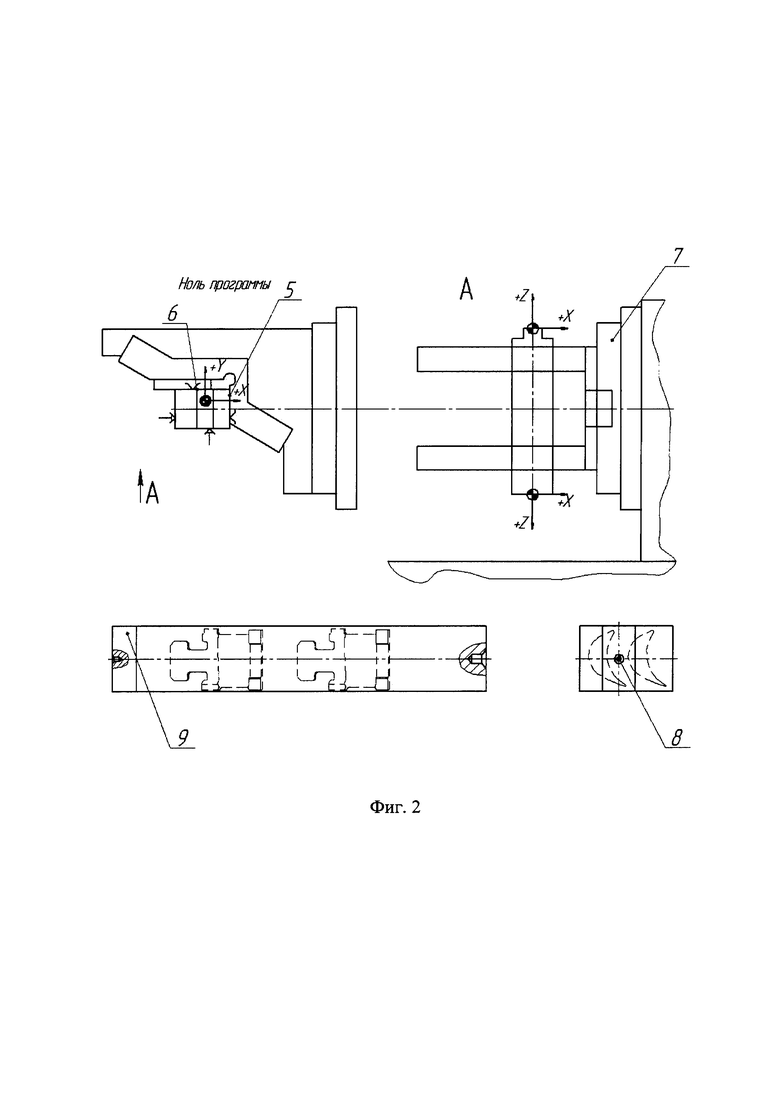
фиг. 2 - эскиз обработки технологических баз;
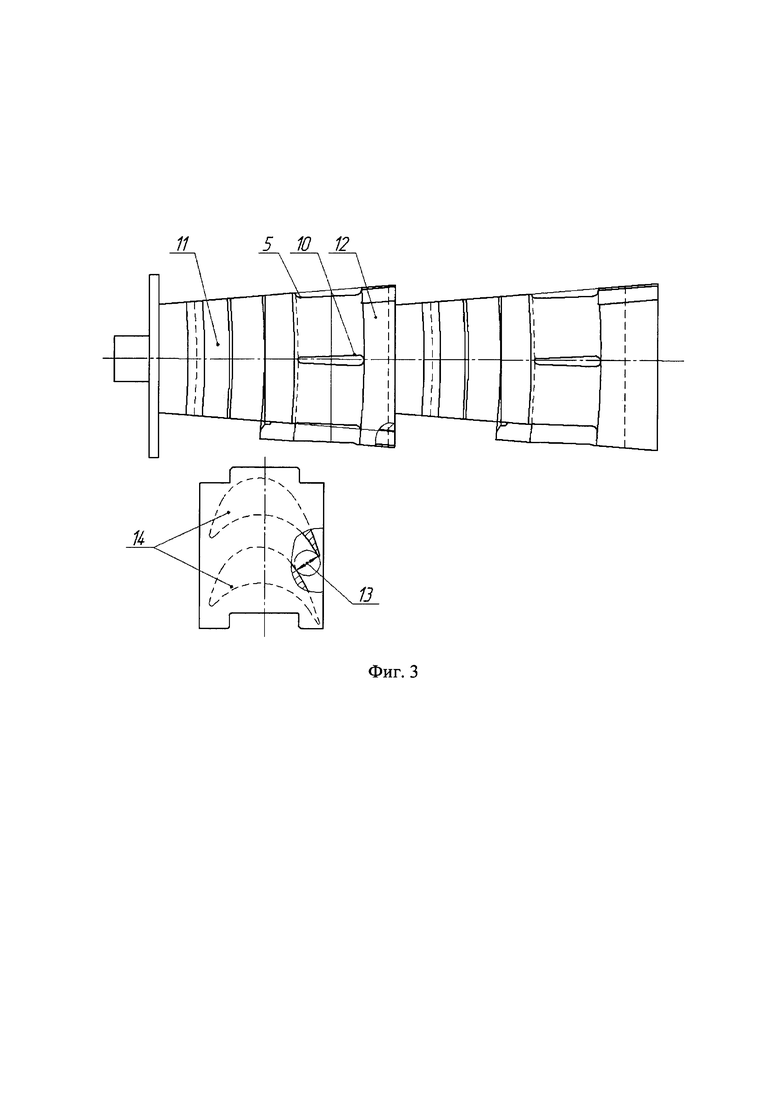
фиг. 3 - эскиз обработки пакета лопаток на пятиосевом станке с ЧПУ.
Осуществление заявленного технического решения показано на примере изготовления из одной заготовки двух пакетов, состоящих из двух лопаток паровой турбины.
Способ изготовления пакета, состоящего из двух лопаток паровой турбины, включает в себя операции, которые проходят по следующим этапам:
- подготовительный (фиг. 1): устанавливают и закрепляют заготовку на ленточно-пильном станке, отрезают заготовку с двух сторон, снимают и запиливают заусенцы. Устанавливают и закрепляют заготовку на горизонтально-фрезерном станке и фрезеруют поверхности 1, 2, 3, 4 за один проход, снимают заготовку и запиливают заусенцы;
- обработка технологических баз (фиг. 2): устанавливают на обрабатывающий вертикальный четырехосевой станок с ЧПУ деталь плоскостью наружного 5 профиля и выходной кромкой 6 как показано на фиг. 2 и закрепляют приспособлением 7. По программе, содержащей соответствующие операции, фрезеруют торцы заготовки с двух сторон, сверлят центровые отверстия 8, фрезеруют технологическую базу 9;
- обработка пакета лопаток на пятиосевом станке с ЧПУ (фиг. 3): по заложенной программе фрезеруют внутренние 10 и наружные 5 профиля, хвостовик 11, бандаж 12, размечают линии отрезки на бандаже, а так же фрезеруют канал 13 между лопатками 14 в указанной последовательности: сверлят под заход концевой фрезы, осуществляют расфрезеровку канала концевыми фрезами максимально возможного диаметра, осуществляют расфрезеровку канала шаровыми фрезами, выравнивают припуски, осуществляют получистовую подработку канала 13 сферической фрезой, осуществляют чистовую обработку канала сферической фрезой;
- завершающий: отрезают технологические элементы и фрезеруют торец хвостовика 11 на обрабатывающем вертикальном трехосевом станке с ЧПУ.
После этого шлифуют и полируют наружные поверхности профилей, галтели, полки хвостовика и бандажа. Все кромки хвостовика, не имеющие фасок, скругляют, шлифуют и полируют поверхности профилей, галтели, полки хвостовика и бандажа внутри канала.
Таким образом, из одной заготовки созданы два цельнофрезерованных пакета, состоящих, каждый из двух лопаток. Но заявленным способом изготовления пакета лопаток паровой турбины можно создать из одной заготовки и один пакет, содержащий больше двух лопаток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования диафрагмы с направляющими лопатками паровой турбины | 2021 |
|
RU2771884C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| Способ обработки криволинейных поверхностей | 1982 |
|
SU1060349A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2012 |
|
RU2498883C1 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| СПОСОБ ОБРАБОТКИ РАДИАЛЬНОЙ ТОРЦЕВОЙ КАНАВКИ НА ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2017 |
|
RU2648174C1 |
| Способ обработки лопаток блиска газотурбинного двигателя | 2018 |
|
RU2689476C1 |
Изобретение относится к области энергомашиностроения и может быть использовано для изготовления пакетов лопаток паровых турбин. Способ изготовления пакета лопаток, состоящего из по меньшей мере двух лопаток паровой турбины, включает отрезку заготовки пакета лопаток и ее обработку со всех сторон. Осуществляют обработку технологических баз фрезерованием торцов заготовки пакета лопаток с двух сторон, сверлением центровых отверстий и фрезерованием технологических баз на станке с ЧПУ. Осуществляют обработку заготовки пакета лопаток на пятиосевом станке с ЧПУ путем фрезерования внутренних и наружных профилей, хвостовика, бандажа и канала между лопатками в приведенной последовательности. Затем отрезают технологические элементы и фрезеруют торец хвостовика на станке с ЧПУ. Снижается время изготовления пакетов лопаток, повышается их качество, обеспечивается возможность изготовления более сложных профилей лопаток без использования сварочных операций. 3 ил.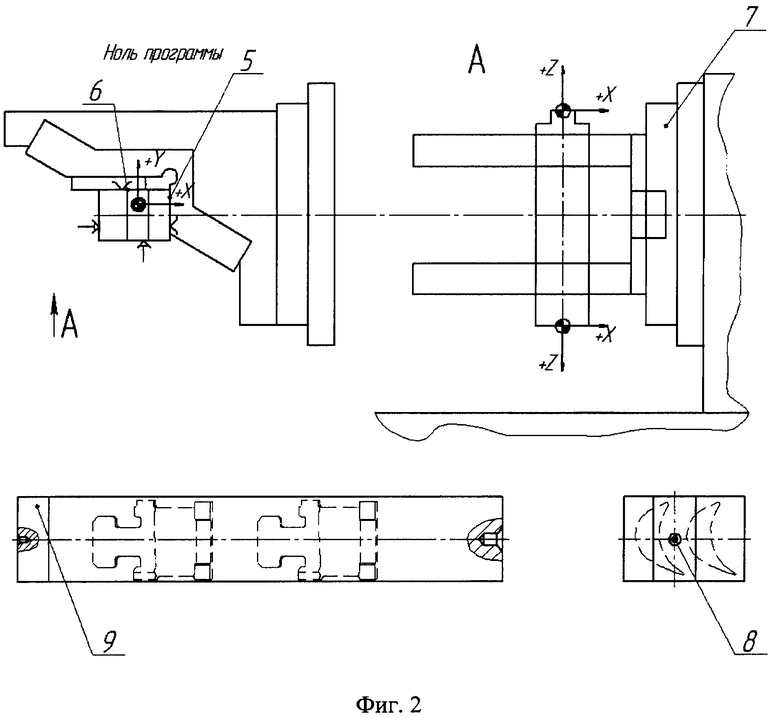
Способ изготовления пакета, состоящего из по меньшей мере двух лопаток паровой турбины, отличающийся тем, что он включает следующие этапы:
- подготовку заготовки пакета лопаток путем ее отрезки и обработки поверхности со всех сторон;
- обработку технологических баз путем фрезерования торцов заготовки пакета лопаток с двух сторон, сверления центровых отверстий и фрезерования технологических баз на станке с числовым программным управлением;
- обработку заготовки пакета лопаток на пятиосевом станке с числовым программным управлением путем фрезерования внутренних и наружных профилей, хвостовика, бандажа, фрезерования канала между лопатками в последовательности, включающей сверление под заход концевой фрезы, расфрезеровку канала концевыми фрезами максимально допустимого диаметра, расфрезеровку канала шаровыми фрезами, выравнивание припусков, получистовую подработку канала сферической фрезой и чистовую обработку канала сферической фрезой;
- отрезку технологических элементов и фрезерование торца хвостовика на станке с числовым программным управлением.
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛОПАТКИ ТУРБОМАШИНЫ | 2011 |
|
RU2464450C1 |
| DE 10331706 B4, 02.05.2019 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |

