Настоящее изобретение относится к способу фрезерования деталей согласно ограничительной части п.1 формулы изобретения.
Настоящее изобретение относится к области фрезерования, прежде всего к технологии высокоскоростного фрезерования, называемого также высокопроизводительным фрезерованием.
При фрезеровании заготовок в процессе изготовления из них различного рода деталей фреза не должна нарушать геометрию, соответственно трехмерную (пространственную) форму криволинейной поверхности фрезеруемой детали. При изготовлении, например, ротора с набором выполненных за одно целое с ним лопаток путем фрезерования соответствующей заготовки, у которой требуется выфрезеровать межлопаточные (проточные) каналы между соседними лопатками, должна быть исключена возможность повреждения фрезой при фрезеровании такого межлопаточного канала ограничивающих его лопаток, соответственно их поверхностей. В соответствии с этим должно быть полностью исключено столкновение фрезы с лопатками, соответственно с их поверхностями. Соблюдение этого условия имеет наиболее важное значение главным образом в том случае, когда для задания траекторий, соответственно векторов инструмента, используются углы подвода инструмента к обрабатываемой детали и углы наклона инструмента относительно нее.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача предложить новый способ фрезерования деталей.
Эта задача в отношении способа фрезерования указанного в начале описания типа решается с помощью отличительных признаков п.1 формулы изобретения.
Согласно изобретению дополнительно к траектории или к каждой траектории фрезы определяют по меньшей мере один контур столкновения и контролируют положение, соответственно ориентацию фрезы относительно контура столкновения или относительно каждого контура столкновения, изменяя положение, соответственно ориентацию фрезы и/или формируя сообщение об ошибке, если фреза нарушает по меньшей мере один из контуров столкновения. Тем самым в настоящем изобретении предлагается особо эффективный способ, позволяющий надежно исключить возможность столкновения фрезы с поверхностями изготовляемой детали.
В одном из предпочтительных вариантов осуществления изобретения для фрезерования ограничиваемых двумя боковыми стенками углублений определяют два контура столкновения, первый из которых соответствует контуру первой боковой стенки, а второй - контуру второй боковой стенки. При нарушении фрезой контура столкновения, соответствующего контуру первой фактически фрезеруемой боковой стенки, положение, соответственно ориентацию фрезы, изменяют, устраняя нарушение фрезой контура столкновения. При нарушении же фрезой контура столкновения, соответствующего контуру второй боковой стенки, расположенной напротив первой фактически фрезеруемой боковой стенки, формируют протокол об ошибке и/или сообщение об ошибке.
Предпочтительные варианты осуществления изобретения представлены в зависимых пунктах формулы изобретения и рассмотрены в последующем описании.
Ниже изобретение рассмотрено на примере одного из не ограничивающих его объем вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - упрощенный схематичный вид в поперечном разрезе ротора с набором выполненных за одно целое ним лопаток с изображением фрезы, показанной в двух различных положениях для наглядного пояснения предлагаемого в изобретении способа, и
на фиг.2 - упрощенный схематичный вид в поперечном разрезе ротора с набором выполненных за одно целое с ним лопаток с изображением фрезы, показанной в двух других различных положениях.
Ниже настоящее изобретение более подробно поясняется со ссылкой на чертежи. Однако перед детальным описанием собственно предлагаемого в изобретении способа сначала необходимо дать определение некоторым понятиям, используемым ниже в настоящем описании.
Инструмент, используемый для фрезерной обработки детали (заготовки), соответственно материала, называют фрезой. В процессе фрезерования фреза взаимодействует с обрабатываемой деталью. При фрезерной обработке инструмент, или фрезу, перемещают относительно обрабатываемой детали, соответственно обрабатываемого материала. Перемещение инструмента, соответственно фрезы, относительно обрабатываемой детали принято описывать в связанной с инструментом так называемой инструментальной системе координат, задающей положение точки отсчета координат инструмента. Линию перемещения этой точки отсчета координат инструмента в процессе фрезерной обработки детали называют траекторией инструмента, соответственно траекторией фрезерования.
От вершины инструмента, соответственно от точки отсчета координат инструмента, можно провести вектор вдоль оси инструмента, соответственно его хвостовика. Такой вектор, начинающийся в вершине инструмента и проходящий вдоль оси инструмента в направлении его хвостовика, называют вектором инструмента.
Фрезерная обработка детали для получения на ней определенной трехмерной поверхности криволинейной формы заключается в так называемом пятикоординатном фрезеровании. При пятикоординатном фрезеровании инструмент может перемещаться относительно обрабатываемой детали по пяти осям. Три из этих осей служат для прямолинейного перемещения инструмента относительно обрабатываемой детали, что позволяет подвести инструмент к любой точке в рабочем пространстве. В дополнение к такому прямолинейному перемещению вдоль этих так называемых линейных осей положение инструмента для выполнения поднутрений можно также изменять вокруг оси поворота, а также оси наклона. Вращением инструмента вокруг оси поворота, а также оси наклона можно изменять угловое положение инструмента относительно обрабатываемой детали. Благодаря этому обеспечивается возможность подвода инструмента к любой точке в пространстве без столкновения с обрабатываемой деталью и элементами станка. Ось поворота и ось наклона часто называют также общим понятием "круговые оси".
Ниже изобретение более подробно поясняется со ссылкой на фиг.1 и 2. На фиг.1 и 2 очень упрощенно и схематично показан ротор 10 с набором выполненных за одно целое с ним лопаток, из всего количества которых на фиг, 1 и 2 показано только по две лопатки 11, 12. Каждые две лопатки 11, 12 ограничивают между собой межлопаточный (проточный) канал 13. В рассматриваемом примере предлагаемым в изобретении способом фрезерования изготавливают именно подобный ротор 10, выфрезеровывая фрезой межлопаточный канал 13 с приданием лопаткам 11, 12 требуемого контура (профиля). Следует еще раз отметить, что ротор, его лопатки и фреза показаны на фиг.1 и 2 в очень упрощенном виде. Форма и размеры показанных на чертежах лопаток 11, 12 и ограниченного ими межлопаточного канала 13 выбраны исключительно для упрощения чертежей и имеют второстепенное значение для пояснения лежащего в основе настоящего изобретения принципа.
На фиг.1 и 2 фреза 14 показана в двух различных положениях. Первое положение фрезы 14 обозначено на каждом из чертежей сплошной линией и соответствует тому положению фрезы 14, соответственно той ее ориентации, в котором, соответственно в которой, она не нарушает контура лопаток 11, 12. Тем самым в этом положении, соответственно в этой ориентации, фрезы отсутствует возможность ее столкновения с обрабатываемой деталью, которой в данном случае является ротор 10. Во втором положении, соответственно во второй ориентации фрезы 14, которое на фиг.1 и 2 обозначено прерывистой линией, фреза 14 пересекает контур лопаток 11, соответственно 12, и тем самым нарушает геометрию обрабатываемой детали из-за столкновения с ней. Подобное столкновение фрезы с обрабатываемой деталью должно быть исключено.
С этой целью в соответствии с предлагаемым в изобретении способом дополнительно к траектории или к каждой траектории фрезы, по которой она перемещается в процессе фрезерной обработки, определяют по меньшей мере один так называемый контур столкновения. Если фреза при своем перемещении нарушает по меньшей мере один из таких контуров столкновения, то ее положение, соответственно ориентацию, изменяют. Помимо этого при нарушении фрезой при ее перемещении по меньшей мере одного из контуров столкновения изобретением предусмотрено формирование или выдача сообщения об ошибке, соответственно протокола об ошибке. Подобное сообщение об ошибке, соответственно подобный протокол об ошибке, может выдаваться или формироваться вместо изменения положения фрезы.
Как показано на фиг.1 и 2, при фрезеровании межлопаточного канала 13 в принципе возможно два типа столкновения фрезы 14 с лопатками 11, 12. В показанном на фиг.1 примере фрезой 14 фрезеруется ограничивающая справа в плоскости чертежа межлопаточный канал 13 лопатка 12. При слишком большом угле наклона фрезы 14 она может столкнуться с другой расположенной напротив обрабатываемой ею лопатки 12 лопаткой 11. В отличие от этого на фиг.2 показана ситуация, при которой фреза 14 сталкивается с фактически обрабатываемой ею лопаткой 11. Предлагаемый в изобретении способ фрезерования позволяет избежать обоих этих типов столкновения фрезы с обрабатываемой деталью.
Задаваемые контуры столкновения, которые не должны нарушаться фрезой 14, соответствуют поверхностям, соответственно кромкам фрезеруемых лопаток 11 и 12. Их можно определить путем перемещения вершины режущей части фрезы вдоль кромок фрезеруемых лопаток ("ощупыванием" вершиной режущей части фрезы кромок фрезеруемых лопаток) и принятием траектории всех совершаемых вершиной режущей части фрезы вдоль этих кромок перемещений за контуры столкновений. Тем самым контуры столкновений всегда будут относиться к конкретной изготавливаемой детали и задавать границы или пределы зоны, в которую фреза 14 не должна попадать ни своим хвостовиком, ни своей скругленной рабочей головкой.
При нарушении фрезой 14 контура столкновения, соответствующего фактически фрезеруемой боковой стенке (см. фиг.2), положение, соответственно ориентацию фрезы 14, изменяют таким образом, чтобы устранить нарушение этого контура столкновения. Для этого угол наклона фрезы 14 относительно фрезеруемой поверхности увеличивают до тех пор, пока не станет возможным перемещение фрезы 14 без столкновения с обрабатываемой деталью.
При нарушении же фрезой 14 контура столкновения, соответствующего боковой стенке, расположенной напротив фактически фрезеруемой боковой стенки (см. фиг.1), согласно изобретению выдается или формируется сообщение об ошибке, соответственно протокол об ошибке. В этом случае угол наклона фрезы 14 относительно фрезеруемой поверхности не изменяют.
Если при осуществлении рассмотренного выше способа будет установлено, что фрезу 14 невозможно без столкновения с обрабатываемой деталью переместить через межлопаточный канал 13, ограничиваемый контурами столкновения, то согласно изобретению необходимо согласование радиуса, соответственно диаметра, фрезы с подобными условиями фрезерования. В этом случае диаметр фрезы необходимо уменьшать до тех пор, пока не станет возможным изготовление детали без столкновения с ней фрезы. В другом варианте можно также согласовывать угол подвода фрезы, изменяя его до тех пор, пока не станет возможным изготовление детали без столкновения с ней фрезы.
В настоящем изобретении предлагается, таким образом, способ фрезерования, при осуществлении которого путем задания угла подвода инструмента к обрабатываемой детали и угла наклона инструмента относительно нее определяют траектории, соответственно векторы инструмента, и который одновременно с этим позволяет надежно исключить возможность столкновения фрезы с поверхностями изготавливаемой детали. В результате удается повысить в целом эффективность фрезерной обработки деталей. Наиболее предпочтительно использовать предлагаемый в изобретении способ при пятикоординатном фрезеровании.
Предлагаемый в изобретении способ может использоваться прежде всего для изготовления роторов с набором выполненных за одно целое с ними лопаток для газовых турбин, т.е. так называемых облопаченных дисков (блисков) или лопаточных венцов.
Способ относится к фрезерованию деталей из трудно поддающихся обработке резанием материалов, прежде всего фрезерованию используемых в газовых турбинах роторов с набором выполненных за одно целое с ними лопаток путем перемещения фрезы по меньшей мере по одной заданной траектории. Для повышения надежности процесса обработки дополнительно к траектории или к каждой траектории фрезы определяют по меньшей мере один соответствующий поверхностям или кромкам по меньшей мере одной боковой стенки контур столкновения, который или каждый из которых относится при этом к изготавливаемой детали, и контролируют положение и/или ориентацию фрезы относительно контура столкновения или каждого контура столкновения, изменяя положение и/или ориентацию фрезы и/или формируя сообщение об ошибке, если фреза нарушает по меньшей мере один из контуров столкновения. 6 з.п. ф-лы, 2 ил.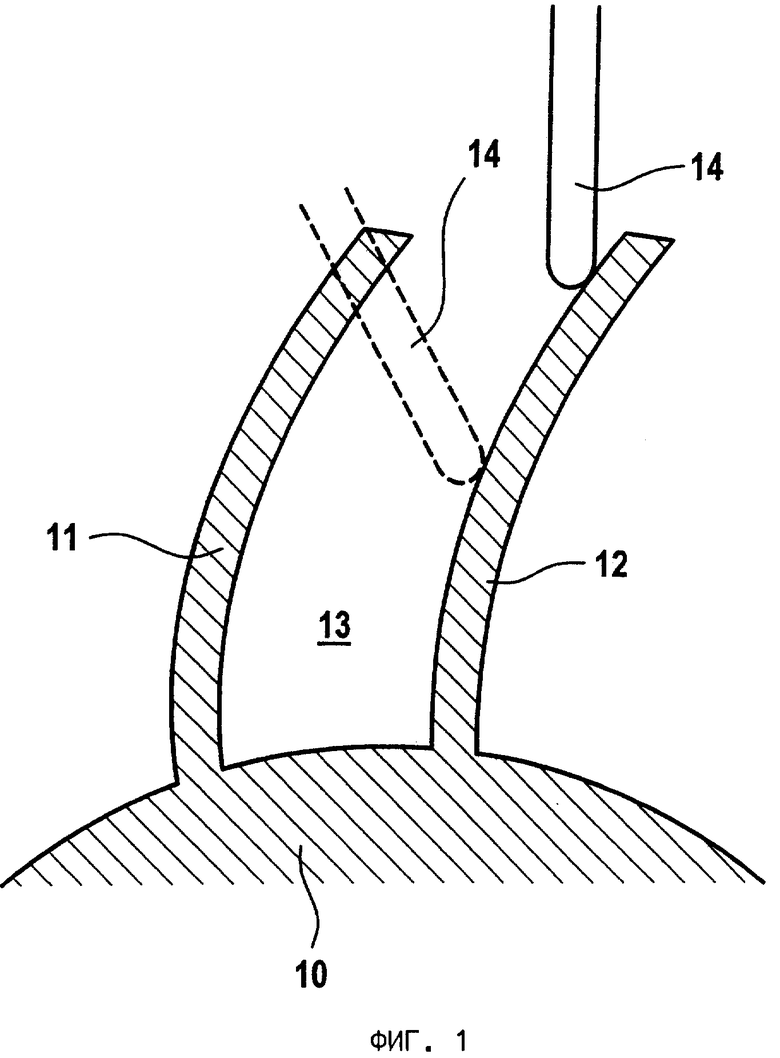
1. Способ фрезерования деталей из трудно поддающихся обработке резанием материалов с образованием в них углублений по меньшей мере с одной боковой стенкой, прежде всего фрезерования используемых в газовых турбинах роторов с набором выполненных за одно целое с ними лопаток и углублениями в виде прежде всего межлопаточных или проточных каналов и боковыми стенками в виде прежде всего поверхности лопаток, путем перемещения фрезы по меньшей мере по одной заданной траектории, соответственно траектории фрезерования, отличающийся тем, что дополнительно к траектории или к каждой траектории фрезы определяют по меньшей мере один соответствующий поверхностям или кромкам по меньшей мере одной боковой стенки контур столкновения, который или каждый из которых относится при этом к изготавливаемой детали, и контролируют положение и/или ориентацию фрезы относительно контура столкновения или каждого контура столкновения, изменяя положение и/или ориентацию фрезы и/или формируя сообщение об ошибке, если фреза нарушает по меньшей мере один из контуров столкновения.
2. Способ по п.1, отличающийся тем, что положение и/или ориентацию фрезы вдоль ее траектории или каждой ее траектории относительно фрезеруемой детали определяют с помощью векторов фрезы, задаваемых углами подвода фрезы к фрезеруемой детали и углами наклона фрезы относительно фрезеруемой детали.
3. Способ по п.2, отличающийся тем, что для фрезерования ограничиваемых двумя боковыми стенками углублений определяют два контура столкновения, первый из которых соответствует контуру первой боковой стенки, а второй - контуру второй боковой стенки.
4. Способ по п.3, отличающийся тем, что при нарушении фрезой контура столкновения, соответствующего контуру фактически фрезеруемой боковой стенки, положение и/или ориентацию фрезы изменяют, устраняя нарушение фрезой контура столкновения.
5. Способ по п.4, отличающийся тем, что для устранения нарушения фрезой контура столкновения увеличивают угол наклона ее вектора.
6. Способ по одному из пп.3-5, отличающийся тем, что при нарушении фрезой контура столкновения, соответствующего контуру боковой стенки, расположенной напротив фактически фрезеруемой боковой стенки, формируют протокол об ошибке и/или сообщение об ошибке.
7. Способ по п.5, отличающийся тем, что протокол об ошибке используют для определения размеров фрезы, прежде всего для определения ее диаметра.
| СПОСОБ ПРОГНОЗИРОВАНИЯ КАРДИОТОКСИЧНОСТИ ХИМИО- И ТАРГЕТНОЙ ТЕРАПИИ С ПОМОЩЬЮ ЭХОКАРДИОГРАФИЧЕСКОЙ ДИАГНОСТИКИ | 2023 |
|
RU2828824C1 |
| Устройство для числового программного управления | 1983 |
|
SU1124251A1 |
| Инструмент для обработки криволинейных поверхностей | 1984 |
|
SU1271680A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1990 |
|
RU2050228C1 |

