Изобретение относится к области прокатного производства, в частности для отбора проб полосы от горячекатаных рулонов перед порезкой их на агрегатах резки или отгрузки потребителю.
В настоящее время горячекатаный листовой прокат отгружают потребителю как в виде листов, так и в рулонах. Для определения фактических механических свойств полосы перед порезкой их на агрегатах резки или перед отгрузкой рулонной продукции потребителю проводится отбор проб. Согласно общим правилам отбора проб от рулона горячекатаной полосы (ГЩСТ 7564-97) проба должна вырезаться на определенном расстоянии от переднего конца рулона. По требованию потребителей это расстояние может варьироваться от 2 м до 50 м от переднего конца рулона.
В основном отбор проб производят в отделениях листотделки методом газовой резки проб непосредственно на рулонах.
Недостатком данного способа является повреждение газовой резкой нескольких витков рулона, так как если, например, проба должна браться от седьмого витка рулона, то прорезаются ступенчато шесть предыдущих витков рулона с повреждения восьмого витка. В результате полоса с вырезанными отверстиями является некондиционной, что уменьшает выход годного. Кроме этого, сам процесс газовой резки в цехе является экологически небезвредным и загрязняет территорию образующимся шламом.
Отбор проб возможен также на агрегатах поперечной резки (В.М.Фанштейн "Отделка металла в листопрокатных цехах", М., 1969, стр.168-169, стр.186-198).
Недостатком отбора проб на универсальных агрегатах поперечной резки является нерациональное использование агрегата, простои агрегата при вырезке проб, большие отходы в обрезь при необходимости отбора пробы на нужном расстоянии, невозможность обратной закрутки полосы в рулон после отбора пробы.
Техническая задача, решаемая изобретением - механизация процесса вырезки пробы полосы без использования газовой резки и увеличение выхода годного за счет исключения повреждений полосы, уменьшения обрези и получения товарной продукции в виде листов от обрезанных концов полосы..
Техническая задача достигается тем, что отбор (вырезка) проб полосы от горячекатаных рулонов производится на отдельно стоящем агрегате резки, который содержит кантующее устройство, роликовое разматывающее устройство с прижимным роликом, в котором согласно предложению кантующее устройство взаимосвязано с разматывающим устройством и расположены на одной раме, при этом разматывающее устройство содержит приводные опорные ролики, на одном из которых шарнирно установлен скребок с приводом качания, стационарно установленный правильно-гибочного ролик, направляющий правильный ролик, установленный с возможностью вертикального перемещения, и два нижних правильно-гибочных ролика, установленных под стационарным роликом на одноплечевом рычаге, шарнирно закрепленном на раме, один из которых также имеет возможность вертикального перемещения, а прижимной ролик разматывающего устройства установлен на рычаге, шарнирно закрепленном на траверсе листовых ножниц.
Техническая задача решается также тем, что стационарный правильный ролик агрегата содержит датчик измерения длины отрезаемых листов.
Преимуществом данного способа является возможность механизировать процесс вырезки проб полос от горячекатаных рулонов, исключить загрязнение и повреждение металла, увеличить выход годной продукции за счет получения товарной продукции в виде листов от концов полос.
Анализ научно-технической литературы показал, что агрегаты с указанной выше совокупностью признаков отсутствуют, следовательно, предложение отвечает требованиям новизны.
На фиг.1 показан агрегат отбора проб полос от горячекатаных рулонов, общий вид (продольный разрез).
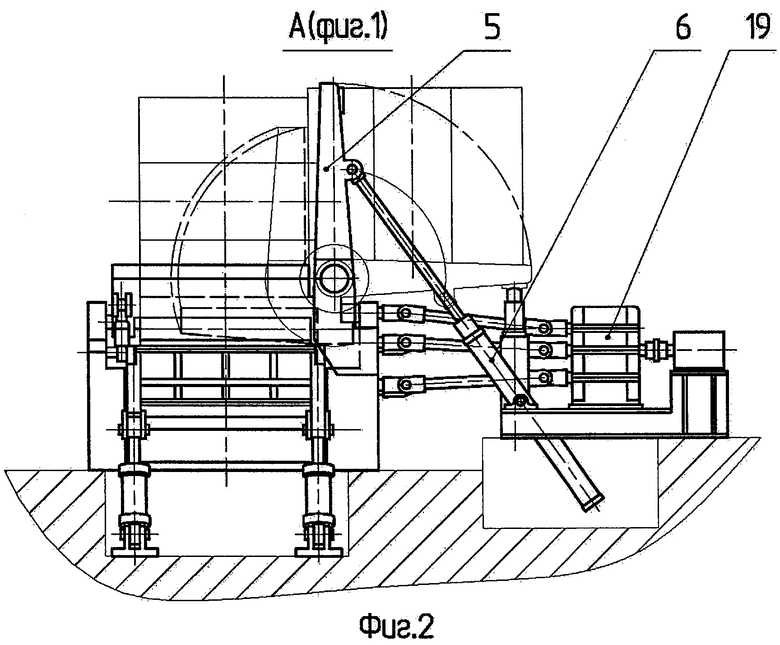
На фиг.2 - вид А на фиг.1.
Агрегат для отбора проб полосы от горячекатаных рулонов содержит кантующее устройство, взаимосвязанное с разматывающим устройством рулонов и приемным роликом 1, ножницы листовые 2 традиционной конструкции с уборочным устройством, подающие ролики 3 традиционной конструкции и пакетирующее устройства для листов 4 традиционной конструкции.
Кантующее устройство, взаимосвязанное с разматывающим устройством приемным роликом 1, состоит из рамы 16, узла кантователя 5 с приводом от гидроцилиндров 6, узла приводных опорных роликов 7, на одном из которых шарнирно установлен скребок 8 с приводом качания от гидроцилиндра 9, узла приводных правильно-гибочных роликов, состоящих из стационарного правильного ролика 10 и направляющего правильного ролика 11 с возможностью вертикального перемещения от гидроцилиндра 12, двух нижних приводных правильно-гибочных роликах 13, один из которых 17 имеет возможность вертикального перемещения, установленных на одноплечем рычаге 14 с приводом перемещения от гидроцилиндров 15. Рычаг 14 закреплен на раме 16 посредством шарнира 18. Все ролики приводятся во вращение от электропривода 19 через карданы.
На правильном стационарном ролике установлен датчик измерения длины отрезаемых листов и проб. На верхней части траверсы листовых ножниц 2 шарнирно установлен одноплечий рычаг с прижимным роликом 20 с приводом от гидродвигателя. Перемещение прижимного ролика 20 осуществляется от гидроцилиндров 21, шарнирно закрепленных в верхней части подающих роликов 3.
Агрегат для отбора проб полосы от горячекатаных рулонов работает следующим образом.
Рулоны горячекатаной полосы подаются по одному в вертикальном положении на узел кантователя 5 универсального роликового разматывателя-сматывателя 1, при этом, прижимной ролик 20 отведен от узла кантователя 5 в крайнее верхнее положение. Рулоны из вертикального положения кантуются в горизонтальное и устанавливаются на опорные ролики 7 разматывателя, которые проворачиванием рулона устанавливают его в положение, удобное для отгибки конца рулона. На рулон опускается приводной прижимной ролик 20, конец рулона нагоняется на скребок 8, которым (при необходимости) отделяют конец полосы от рулона и далее полоса подается в раскрытые правильные ролики 10, 13, 17, после чего правильные ролики закрываются и одновременным вращением правильных 10, 13, и 17, опорных 7 и прижимного 20 роликов полоса подается к ножницам 2.
Отрезается передний некондиционный конец полосы, который сбрасывается в поддон с последующим удалением его из поддона.
После отрезки переднего конца полоса на ножницах 2 режется на мерные длины по команде датчика измерения длины листов.
После размотки и отрезки необходимой длины полосы производится отрезка пробы, которая сбрасывается в поддон.
После обрезки пробы одновременным реверсом правильно-гибочных 10, 13, и 17 опорных 7 и прижимного 20 роликов - конец полосы обратно сматывается в рулон, при этом уменьшение распушивания последнего витка рулона, крайний гибочный ролик 17 поднимается в верхнее положение для подгибки конца полосы по радиусу кривизны рулона.
После смотки полосы отводится прижимной ролик 20, рулон кантуется из горизонтального положения в вертикальное и электромостовым краном, оборудованным клещами, снимается с узла кантователя 5 и транспортируются на склад.
В результате использования данного изобретения появляется возможность механизировать процесс вырезки проб полос от горячекатаных рулонов, исключить загрязнение окружающей среды, уменьшить повреждения металла, увеличить коэффициент использования (выход годного) металла за счет получения товарной продукции в виде листов от концов полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ УПЛОТНЕНИЯ РАСПУШЕННЫХ НАРУЖНЫХ ВИТКОВ ГОРЯЧЕКАТАНЫХ РУЛОНОВ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2311249C2 |
| УСТАНОВКА ДЛЯ ОТГИБКИ И ЗАДАЧИ ПЕРЕДНЕГО КОНЦА РУЛОНОВ ТОЛСТОЙ ПОЛОСЫ С РАЗМАТЫВАТЕЛЯ В ТЕХНОЛОГИЧЕСКИЙ АГРЕГАТ | 2002 |
|
RU2223159C1 |
| Устройство для разматывания рулона | 1980 |
|
SU893295A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С ПОЛОСЫ НА АГРЕГАТАХ ОТДЕЛКИ | 2007 |
|
RU2354474C1 |
| Способ обработки горячекатанных полос | 1989 |
|
SU1668429A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Устройство для отгибки и задачи переднего конца полосы | 1977 |
|
SU759173A1 |
Изобретение относится к области прокатного производства, в частности для отбора проб полосы от горячекатаных рулонов перед порезкой их на агрегатах резки или отгрузки потребителю. Агрегат содержит кантующее устройство, роликовое разматывающее устройство с прижимным роликом, ножницы листовые с уборочным устройством, ролики подающие и пакетирующее устройство для листов. Кантующее устройство взаимосвязано с разматывающим устройством и расположено на одной раме. Разматывающее устройство содержит приводные опорные ролики, на одном из которых шарнирно установлен скребок с приводом качания, стационарно установленный правильно-гибочный ролик, направляющий правильный ролик, установленный с возможностью вертикального перемещения, и два нижних правильно-гибочных ролика, установленных под стационарным роликом на одноплечевом рычаге, шарнирно закрепленном на раме. Один из нижних правильно-гибочных роликов установлен с возможностью вертикального перемещения. Прижимной ролик разматывающего устройства установлен на рычаге, шарнирно закрепленном на траверсе листовых ножниц. Стационарный правильный ролик содержит датчик измерения длины отрезаемых листов. В результате обеспечивается механизация процесса вырезки пробы полосы без использования газовой резки, увеличение выхода годного и получение товарной продукции в виде листов из обрезанных концов полосы. 1 з.п. ф-лы, 2 ил.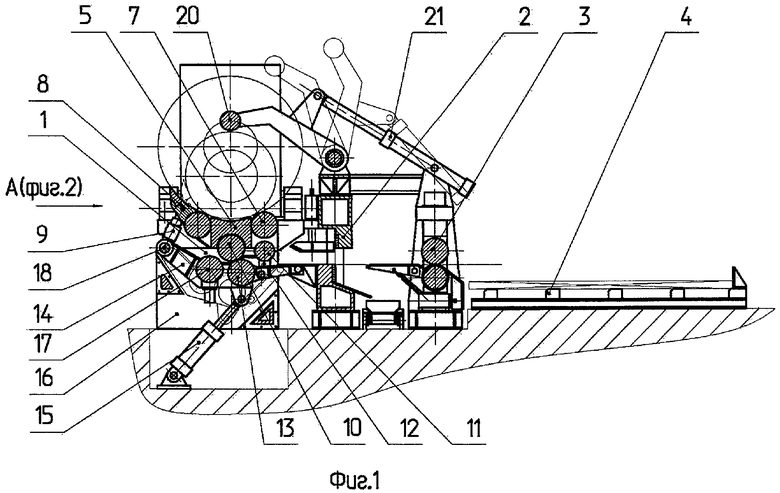
| ФАНШТЕЙН В.М | |||
| Отделка металла в листопрокатных цехах | |||
| - М.: Машиностроение, 1969, с.168-169, 186-198 | |||
| АГРЕГАТ ПОПЕРЕЧНОЙ РЕЗКИ ПОЛОСЫ | 2002 |
|
RU2240900C2 |
| СПОСОБ РАЗМОТКИ ХОЛОДНОКАТАНЫХ ОТОЖЖЕННЫХ ПОЛОС НА АГРЕГАТАХ РЕЗКИ | 2003 |
|
RU2237537C1 |
| Способ линеаризации амплитудной характеристики параметрического измерительного преобразователя и устройство для его осуществления | 1978 |
|
SU909596A1 |
| JP 5132203 А1, 28.05.1993. | |||

