Предлагаемые способ и устройство относятся к металлургическому производству, а именно к очистке и отделке поверхности металлических прокатных полос.
Известны способы обработки поверхности металлических прокатных полос (авт. свид. СССР N 618.153, B 21 B 45/00, 1976; N 982.838, B 21 B 45/00, 1980; N 1.013.011, B 21 B 45/02, 1982; N 1.304.953, B 21 B 45/06, 1985; N 1.316.723, B 21 B 45/02, 1985; N 1.398.943, B 21 B 45/02, 1986; патенты РФ N 1.801.037, B 21 B 45/02, 1991; N 2.030.939, B 21 B 45/00, 1991; патенты США N 3.626.735, B 21 B 45/00, 1971; N 5.327.756, B 21 B 15/00, 1994; патенты Великобритании N 2.237.762, B 21 B 45/02, 1991; N 2.239.200, B 21 B 47/00, 1991; патенты ФРГ N 1.910.952, C 21 C 7/08, 1969; N 2.844.434, B 21 B 45/02, 1982; патенты Франции N 2.675.719, B 21 B 45/06, 1992; N 2.664.510, B 21 B 37/08, 1992; патент Бельгии N 753.342, B 21 B 45/00, 1974; патенты Японии N 55-61.318, B 21 B 45/02, 1980; N 58-238.848, B 21 B 45/06, 1983; Мелешко В. И. и др. Прогрессивные методы прокатки и отделки листовой стали. - M., 1980, с. 192 и другие).
Из известных способов наиболее близким к предлагаемому является "Способ обработки поверхности металлической полосы" (авт. свид. СССР N 1.304.953, B 21 B 45/06, 1982), который и выбран в качестве прототипа.
Указанный способ обеспечивает очистку поверхности металлической полосы от окалины, ржавчины и т.п. путем трения входящей и выходящей ветвей полосы друг о друга при их встречном движении. Для этого осуществляют продольный изгиб полосы с образованием S-образной петли, поджимают ветви друг к другу до их контакта, подтягивают полосу, входящую и выходящую ветви полосы накладывают на выпуклые криволинейные участки S-образной петли с возможностью регулирования длины зоны контакта посредством поворота криволинейных участков относительно направления входа и выхода.
Однако данный способ обработки металлической полосы, как и все другие механические способы очистки (пропускание металлической полосы через барьеры из зачищающих тросов, абразивная обработка, обточка или фрезерование), при малой эффективности и производительности связаны со значительными отходами материалов и характеризуются сравнительно низким качеством очистки.
Совершенно новые возможности для очистки металлических прокатных полос от практически любых загрязнений открывает предлагаемый способ удаления с поверхности металлической полосы остатков технологических смазок, ржавчины, окалины, оксидных пленок и т. п. с применением электродуговых разрядов в вакууме.
Целью изобретения является повышение качества и производительности очистки металлической полосы с двух сторон.
Поставленная цель достигается тем, что согласно способу обработки поверхности металлической полосы, включающему продольный изгиб полосы с образованием S-образной петли, поджим ветвей друг к другу до их контакта, подтягивание полосы, наложение входящей и выходящей ветвей полосы на выпуклые криволинейные участки S-образной петли с возможностью регулировки длины зоны контакта посредством поворота криволинейных участков относительно направления входа и выхода, регулирование усилия прижатия ветвей полосы в зоне контакта посредством изменения величины переднего и заднего натяжений полосы, очистку поверхности металлической полосы дополнительно проводят в вакууме электродуговыми разрядами в режиме возрастающего участка вольтамперной характеристики с использованием графита в качестве анода и охлаждаемых роликов.
Предлагаемый способ обработки поверхности металлической полосы может быть реализован устройством, содержащим разматыватель, моталку, два ролика, расположенных симметрично плоскости перемещения металлической полосы с разматывателем на моталку и размещенных на обойме с возможностью поворота их вместе с обоймой на 270o и снабженных вакуумной камерой с двумя электронно-плазменными модулями и системой охлаждения, причем поворотная обойма с двумя роликами оборудована системой охлаждения и помещена в вакуумную камеру, электронно-плазменные модули размещены в зонах контакта входящей и выходящей ветвей полосы.
Сущность предлагаемого способа заключается в следующем.
Наряду с механической обработкой поверхности металлической полосы путем трения входящей и выходящей ветвей полосы между собой ее подвергают обработке в вакууме электродуговыми разрядами в режиме возрастающего участка вольтамперной характеристики (ВАХ) с использованием в качестве анода графита. Использование нескольких электродов и системы охлаждения обеспечивает стабильную температуру металлической полосы при ее пропуске через вакуумную камеру, что исключает перегрев и прожигание тонкой металлической полосы, обеспечивая высокое качество ее очистки. Основная энергия электродуговых разрядов выделяется в области катодных пятен, перемещающихся по поверхности полосы. При высокой плотности энергии, выделяющейся в катодных пятнах (до 107 Вт/см2) происходит испарение материала под катодными пятнами. В силу того, что вакуумная дуга автоматически создает среду для своего горения за счет испарения материала, катодные пятна, перемещаясь, задерживаются преимущественно на окалине, ржавчине и т.п., так как на их поверхности работа выхода электронов существенно меньше, чем работа выхода электронов чистой поверхности металлической полосы, и производят их испарение.
Графит при большой величине положительного анодного падения потенциала, что соответствует возрастающему участку ВАХ, интенсивно испаряется. В этом случае плазма электродуговых разрядов состоит в основном из электронов, ионов и возбужденных атомов углерода. При бомбардировке возбужденными атомами и ионами углерода катода (полосы) и при взаимодействии горячего углеродного газа и углеродной плазмы с поверхностью металлической полосы дополнительно реализуются химические реакции восстановления металла из оксидов. Следовательно, расходуемый графитовый анод в режиме возрастающего участка ВАХ является источником восстановительной углеродной плазмы и горячего углеродного газа, что обеспечивает высокую производительность и качество очистки металлической полосы.
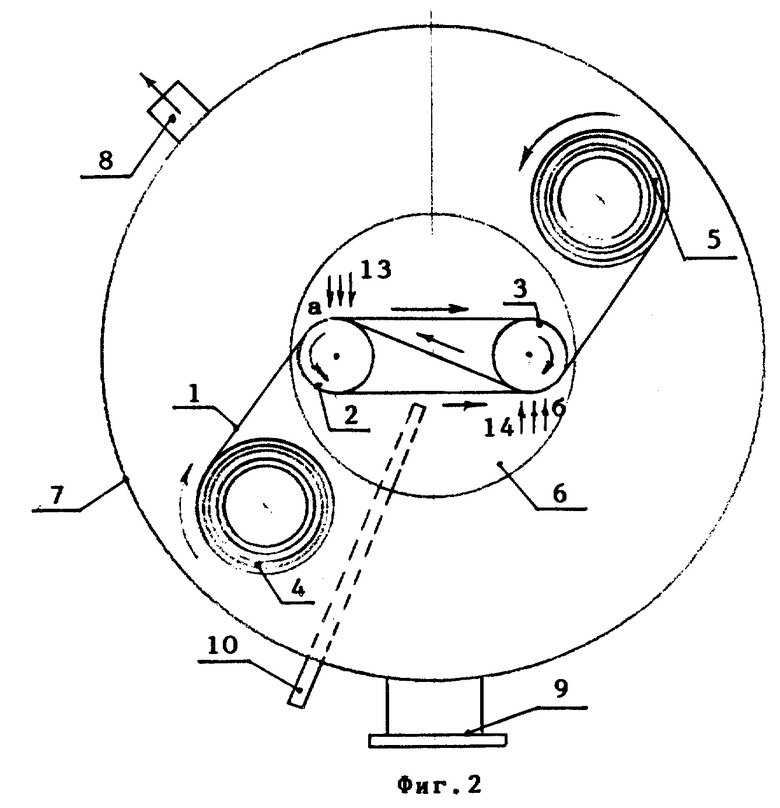
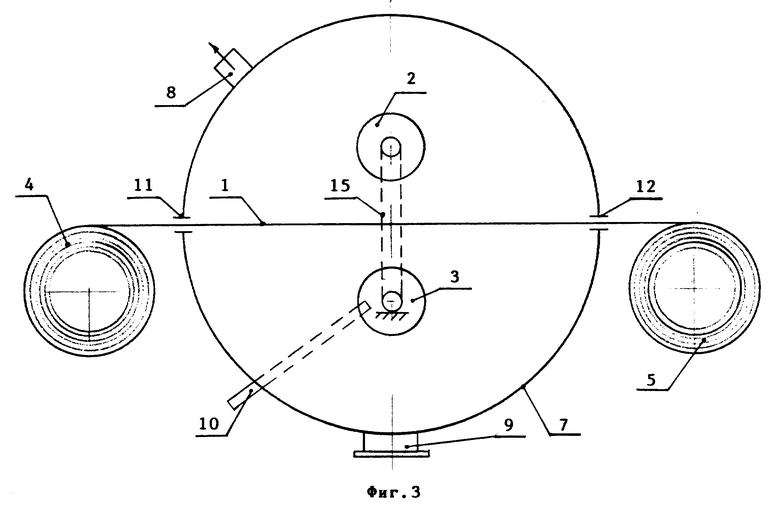
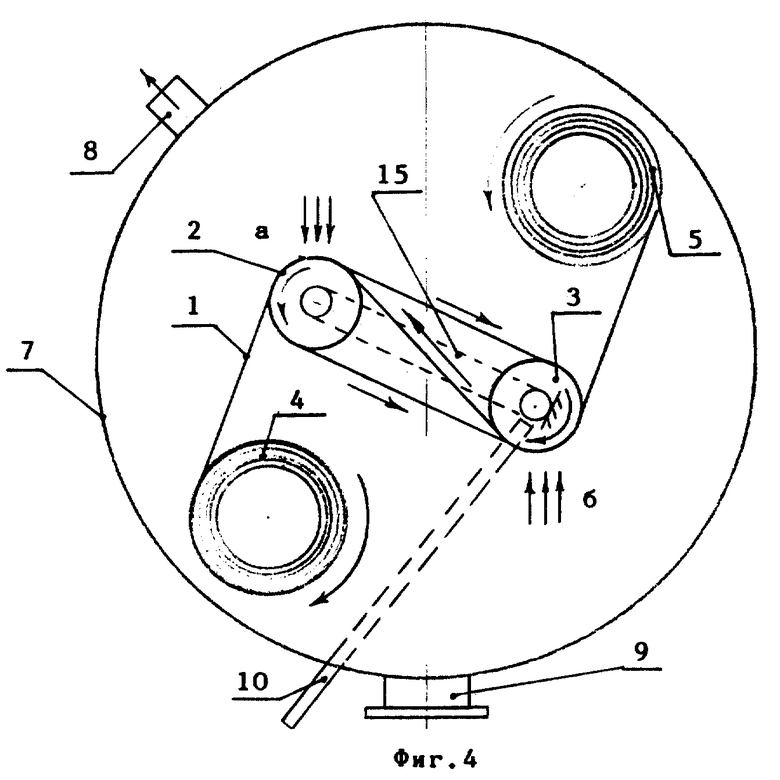
На фиг. 1 показана схема устройства для реализации предлагаемого способа, в котором два холостых ролика 2 и 3 установлены в поворотной обойме 6, которая размещена в вакуумной камере 7; на фиг. 2 - фаза образования замкнутой петли металлической полосы при помощи устройства для реализации предлагаемого способа; на фиг. 3 - схема устройства для реализации предлагаемого способа, где оси роликов 2 и 3 соединены водилом 15; на фиг. 4 - фаза образования замкнутой петли полосы при помощи устройства, изображенного на фиг. 3. На фиг. 1 - 4 введены следующие обозначения: 1 - металлическая полоса; 2,3 - ролики; 4 - разматыватель; 5 - моталка; 6 - поворотная обойма; 7 - вакуумная камера; 8 - система вакуумирования; 9 - сборник отходов; 10 - система охлаждения обоймы 6; 11 - гермоввод; 12 - гермовывод; 13, 14 - электронно-плазменные модули; 15 - водило.
Предлагаемый способ обработки поверхности металлической полосы реализуется следующим образом.
Металлическую полосу 1 из разматывателя 4 через гермоввод 11 вводят в вакуумную камеру 7, пропускают между двумя холостыми роликами 2 и 3, выводят через гермовывод 12 из вакуумной камеры 7 и закрепляют ее концы в барабане моталки 5 (фиг. 1). Затем с помощью поворотной обоймы 6 поворачивают ролики 2,3 на угол 270o, изгибая металлическую полосу 1 по S-образной траектории до конца входящей и выходящей ветвей полосы с криволинейными участками и образуя замкнутую петлю с двумя зонами контакта а и б различных ветвей полосы друг с другом (фиг. 2). Создав заднее T0 и переднее T1 натяжения полосы 1, обеспечивают необходимую силу прижатия ее ветвей в зонах контакта а и б. Меняя величину угла дополнительного изгиба, изменяют величину зон контакта полосы 1 с самой собой. Затем системой вакуумирования 8 создают необходимый для работы вакуум. После достижения в вакуумной камере 7 давления остаточных газов ниже 10 мм рт. ст. устанавливают электронно-плазменные модули 13 и 14 в зонах контакта а и б, приводят металлическую полосу 1 в движение и возбуждают электродуговые разряды в режиме возрастающего участка ВАХ. Приведение в движение металлической полосы 1 осуществляют посредством вращения барабана моталки 5. В процессе движения металлической ленты 1 производят механическую ее очистку путем трения входящей и выходящей ветвей в зонах контакта. Образующиеся при этом продукты механической обработки (окалина, ржавчина и т. п. ) периодически удаляют, например, пневматически с помощью сборника отходов 9 и соответствующего люка.
Металлическую ленту 1, ролики 2 и 3, размещенные на обойме 6, подключают к отрицательному полюсу источника питания, а электроды - к положительному. В возбужденных электродуговых разрядах различают катодную, анодную области и расположенный между ними положительный столб. Катодные области дуг находятся непосредственно у обрабатываемой поверхности металлической полосы 1 в зонах контакта а и б, имеют вид ярко светящихся, быстро движущихся пятен. Плотность тока в таких пятнах превышает 105 А/см2, поэтому происходит мгновенный локальный разогрев поверхности металлической ленты 1. В результате окалина, ржавчина и другие загрязнения испаряются и остается чистая поверхность.
При бомбардировке ионами углерода катода (полосы) дополнительно реализуются химические реакции восстановления металла из оксидов, что обеспечивает высокую производительность и качество очистки металлической полосы 1 с обеих сторон.
Использование нескольких электродов в электронно-плазменных модулях 13 и 14 и системы охлаждения 10 обеспечивает стабильную температуру обоймы 6 и металлической полосы 1 при ее пропуске через электронно-плазменные модули 13 и 14, что исключает перегрев и прожигание тонкой металлической полосы, обеспечивая высокое качество ее очистки.
Для сохранения высокой герметичности ввод металлической ленты 1 в вакуумную камеру 7 при ее движении и вывод из вакуумной камеры 7 осуществляют через специальные гермоввод 11 и гермовывод 12, качественное выполнение которых представляет собой сложную техническую задачу. Поэтому предусматривается в ряде случаев размещать разматыватель 4 и моталку 5 в самой вакуумной камере 7, что исключает необходимость в гермовводе 11 и гермовыводе 12.
Предлагаемый способ может быть реализован и при помощи устройства, в котором ролики 2 и 3 соединены водилом 15 (фиг.3). В этом случае ось ролика 3 неподвижна, а ролик 2 имеет возможность вращаться вокруг оси ролика 3. В исходном состоянии ролики 2 и 3 расположены симметрично плоскости перемещения металлической полосы 1 с разматывателем 4 на моталку 5. Полосу 1 с разматывателя 4 пропускают между роликами 2, 3 и закрепляют ее конец в барабане моталки 5. Затем при помощи водила 15 поворачивают ролик 2 относительно оси ролика 3 до образования замкнутой петли с S-образным участком, имеющей две зоны контактов а, б полосы с собой самой (фиг.4). После этого разматывателем 4 и моталкой 5 создают натяжение металлической полосы 1, обеспечивая необходимые усилия прижатия в зонах контакта. Затем приводят металлическую полосу 1 в движение посредством барабана моталки 5, возбуждают электродуговые разряды и обеспечивают механическую и электродуговую очистку поверхности металлической полосы 1 с двух сторон. При регулировке натяжения, усилия притяжения и длины зоны контакта ролику 2 сообщают дополнительное вращательное движение вокруг оси ролика 3 в нужную сторону. В этом случае охлаждаются ролики 2,3 и водило 15.
Следует отметить, что заправка металлической полосы 1 в петлеобразное устройство производится просто и быстро без использования каких бы то ни было направляющих с помощью одной лишь пары роликов, осуществляющих двухстороннюю механическую обработку металлической полосы, за счет изменения угла поворота и соответствующего изменения угла охвата роликов полосой осуществляется широкая регулировка длины (площади) контакта соприкасающихся участков полосы. С помощью указанных роликов и электронно-плазменных модулей обеспечивается и двухсторонняя электродуговая обработка металлической полосы. За счет использования роликов малого диаметра имеется возможность сочетать отделку (полировку) поверхности с правкой металлической полосы изгибом.
Таким образом, предлагаемый способ по сравнению с прототипом и другими аналогичными способами обеспечивает повышение качества и производительности обработки металлических прокатных полос с двух сторон. Это достигается сочетанием механической и электронно-плазменной обработки указанных полос. Обработанные прокатные полосы имеют хороший товарный вид, повышается их коррозионная стойкость, а также микротвердость поверхности.
Предлагаемый способ и устройство для обработки поверхности металлических прокатных полос относятся к категории наукоемких технологий, в которых воплощены последние достижения в области вакуумной и плазменной техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ В ВАКУУМЕ | 1998 |
|
RU2135316C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2158784C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147953C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138352C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2180365C2 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ТРУБ ОТ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1998 |
|
RU2139152C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2152454C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2171721C2 |
Предлагаемые способ и устройство относятся к металлургическому производству, а именно к очистке и отделке поверхности металлических прокатных полос. Изобретение повышает качество и производительность очистки полосы с обеих сторон. Устройство для реализации предлагаемого способа содержит металлическую полосу, ролики и разматыватель, моталку, поворотную обойму, вакуумную камеру, систему вакуумирования, сборник отходов, систему охлаждения, гермоввод, гермовывод, электронно-плазменные модули и водило. Очистку поверхности металлической полосы с двух сторон дополнительно проводят в вакууме электродуговыми разрядами в режиме возрастающего участка вольтамперной характеристики с использованием графита в качестве анода и прижимных роликов в качестве охладителя, 2 с. и 1 з.п. ф-лы, 4 ил.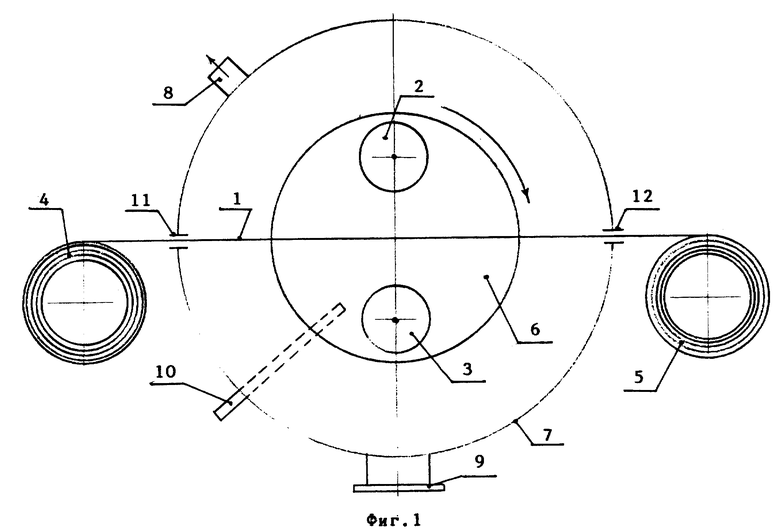
| Способ обработки поверхности металлической полосы | 1984 |
|
SU1304953A1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ ЛЕНТОЧНОГО ПРОКАТА ЭЛЕКТРОДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1987 |
|
SU1781899A1 |
| Способ очистки поверхности металлических изделий | 1984 |
|
SU1227280A1 |
| Способ очистки проволоки от окалины и устройство для его осуществления | 1986 |
|
SU1362526A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2028841C1 |
| Способ производства электросварных металлических труб с антикоррозионным покрытием | 1988 |
|
SU1637898A1 |
| СПОСОБ ОЦЕНКИ ДЕБИТА ГОРИЗОНТАЛЬНОЙ СКВАЖИНЫ | 2005 |
|
RU2300632C1 |

