Изобретение относится к черной металлургии и обработке металлов, конкретнее, к обработке готового рулонного проката на агрегатах поперечной резки или продольного роспуска рулонов.
Одним из наиболее распространенных дефектов листового металла, образующихся на холоднокатаном переделе и приводящих к невозможности дальнейшего его использования для производства лицевых деталей автомобилей и сложной бытовой техники, является дефект "излом". Возникновение этого дефекта применительно к условиям размотки полос на агрегатах резки связано с изгибом полосы в линии агрегатов, когда возникающие в металле напряжения превышают предел текучести. Чаще всего на агрегатах резки излом образуется в результате местного перегиба полосы на участке между разматывателем и входными тянущими роликами. При условии местного искажения профиля и формы отожженных холоднокатаных полос создаются дополнительные предпосылки для возникновения этого дефекта. Причиной возникновения "излома" в этом случае является неравномерность распределения внутренних напряжений по ширине разматываемой полосы, возникающая в местах ее изгиба. Возникновение дефекта существенно зависит от материала полосы, ее толщины и от радиуса перегиба полосы под тянущим роликом. С увеличением толщины полосы, повышением ее пластичности и увеличением радиуса разматываемого рулона вероятность появления дефекта повышается.
Известен способ размотки полосы, реализуемый в устройстве для размотки рулонов полосы, содержащем установленные на станине барабан и гибочно-правильный ролик, перемещающийся по направляющим в радиальном направлении к оси барабана для создания постоянного усилия поджатая полосы [А.с. СССР №343502, В 21 С 47/18, 1979]. С целью предотвращения образования изломов на поверхности разматываемой полосы ось ролика смещена относительно оси барабана по направлению размотки на величину 1=Sin ϕ(R+r),
где R - наибольший радиус рулона, мм;
r - радиус ролика, мм;
ϕ - допустимая величина контакта полосы и ролика, рад.
Способ размотки полосы с использованием вышеописанного устройства включает подачу рулона на барабан разматывателя, его закрепление, заправку полосы в тянущие ролики, прижатие гибочно-правильного ролика к полосе. После начала размотки полосы по мере уменьшения диаметра разматываемого рулона ролик опускается, прижимая полосу с постоянным усилием.
Недостатком известного способа является невозможность предотвращения образования излома на входе в первые тянущие ролики: он позволяет лишь избежать появления линий излома при отделении (отрыве) верхнего витка от разматываемого рулона.
Данный способ размотки предназначен для разматывания полос без появления линий излома определенной толщины и определенной пластичности, т.к. перемещение ролика осуществляется только в радиальном направлении к оси барабана, что обеспечивает постоянство допустимой величины контакта полосы и ролика. Данный способ размотки не допускает перенастройку угла радиального перемещения ролика, необходимую для обеспечения условий предотвращения излома на металле, отличающемся по толщине и пластичности от тех значений, на которые настроен данный узел размотки, что неприемлемо для условий массового производства.
Наиболее близким по технической сущности и достигаемым результатам к предлагаемому изобретению является способ размотки полосы, используемый в устройствах входных узлов агрегатов поперечной резки, агрегатов перемотки и инспекции полос конструкции фирмы "Этна стэндард дивижн" (США). Эти агрегаты установлены на металлургических заводах фирмы "Jones and Laughlin Steel" в США и предназначены для обработки полос толщиной 0,25-3,4 мм. Похожие конструкции входных узлов имеют агрегаты поперечной резки германских фирм "Schloemann" и "Demag", эксплуатирующиеся на заводах Франции и Нидерландов. Схемы перечисленных выше агрегатов с описанием состава оборудования приведены в обзоре “Оборудование для резки полосовой стали”, Информсталь, выпуск 3(96), 1981 г., стр.10, 11, 32, 48.
Способ размотки полос на этих агрегатах включает подачу рулона с помощью подьемно-переднижной тележки к разматывателю, оборудованному прижимным роликом и отгибагелем, заправку полосы в подающие ролики, расположенные за разматывателем, изгиб полосы для предотвращения излома перемещением на нее изгибающего ролика, расположенного на участке между разматывателем и подающими роликами, и размотку полосы.
Недостатком данного способа размотки является отсутствие регламентаций по регулированию и оперативному управлению углами перегиба полосы как на изгибающем ролике, так и на входных тянущих роликах при размотке полос разных марок сталей, отличающихся по пластичности, толщине, состоянию формы. В условиях массового производства, высокой производительности агрегатов, частой смены типоразмеров обрабатываемых полос и их пластических характеристик существующий способ размотки полос по предупреждению образования излома во входной части агрегатов малоэффективен.
Указанные выше недостатки устраняются в предлагаемом изобретении.
Техническая задача, решаемая изобретением, заключается в улучшении качества отожженного холоднокатаного металла и повышении выхода годного за счет снижения отсортировки готовых холоднокатаных полос и листов по дефекту поверхности "излом".
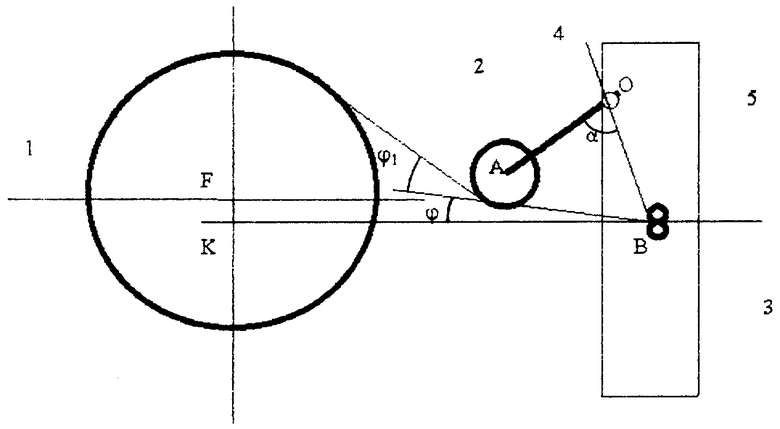
Поставленная техническая задача решается выбором углового положения отклоняющего ролика (2), установленного на участке между разматывателем (1) и входными тянущими роликами (3) (см. чертеж), что создает условия плавного входа полосы в линию агрегата, препятствуя ее резким изгибам на входе в первые тянущие ролики. Изменением углового положения отклоняющего ролика задается такой радиус изгиба полосы на верхнем тянущем ролике, при котором исключается появление дефекта “излом” вследствие возникновения при изгибе полюсы внутренних напряжений, превышающих предел текучести материала полосы. Угловое положение отклоняющего ролика выбирают дифференцированно в зависимости от диаметра разматываемого рулона, толщины полосы и ее пластичности из следующего соотношения:

где ϕ - угловая координата положения отклоняющего ролика, град;
h - толщина разматываемой полосы, мм;
σТм - минимальный предел текучести обрабатываемого металла, Н/мм2;
9,66 - эмпирический коэффициент, град·мм;
0,1 - эмпирический коэффициент, град·мм2/Н;
ϕкр - критическая угловая координата положения отклоняющего ролика (град), численно равная значению ϕ, определяемому конструктивно из условия предотвращения излома полосы на отклоняющем ролике.
Величина ϕкр зависит от конструктивных особенностей агрегата, радиуса рулона, толщины полосы, ее пластичности. Для конструкции входного узла, изображенного на фиг.1, ϕкр определяют решением следующего уравнения относительно ϕ:


где ϕ - угловая координата положения отклоняющего ролика, град;
ϕ0 - угол, образованный между линией, соединяющей ось разматывателя и точку захвата полосы тянущими роликами, и горизонтальной линией, проходящей через точку захвата полосы тянущими роликами, град;
ρ - угол поворота кронштейна, на котором установлен отклоняющий ролик, от нулевой отметки (положения, при котором ϕ=0); ρ=f(ϕ), град;
γ - угол, образованный между линией, соединяющей поворотные оси отклоняющего ролика с кронштейном, и линией, соединяющей поворотную ось кронштейна и точку захвата полосы тянущими роликами (при нулевой угловой координате положения отклоняющего ролика), град;
Rp - радиус отклоняющего ролика, мм;
Rрул - радиус рулона, мм;
FB - расстояние между осью разматывателя и точкой захвата полосы тянущими роликами;
OB - расстояние между осью поворота кронштейна и точкой захвата полосы тянущими роликами, мм;
АО - расстояние между осями поворота кронштейна и отклоняющего ролика на кронштейне, мм.
В этом уравнении величины ϕ0, γ, Rp, FB, OB и АО являются константами для спроектированной конструкции агрегата.
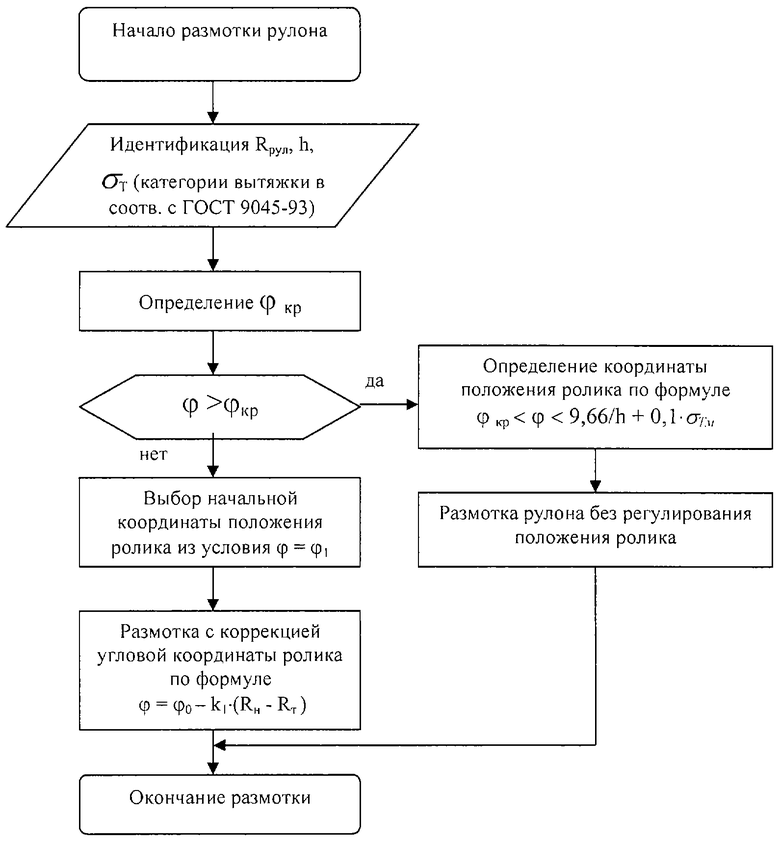
При невозможности размотки с ϕ<ϕкр (редко встречаемый на практике случай) начальное положение отклоняющего ролика выбирается из условия равенства углов ϕ и ϕ1, при котором величина отклонения от допустимого перегиба полосы минимальна. Это положение изменяют по мере размотки в соответствии с текущим радиусом рулона по формуле (3). Регулирование положения отклоняющего ролика прекращают, когда по мере размотки рулона начнет выполняться условие ϕ<9,66/h+0,1·σТм.
Положение отклоняющего ролика изменяют по мере размотки в соответствии с текущим радиусом рулона из соотношения:

где ϕ - текущая угловая координата положения отклоняющего ролика, град;
ϕ0 - угловая координагга начального положения отклоняющего ролика, град;
Rн - начальный радиус рулона, мм;
Rт - текущий радиус рулона, мм;
k1 - коэффициент пропорциональности, град/мм.
Коэффициент пропорциональности k1 определяют конструктивно из условия равенства углов перегиба полосы на тянущих роликах и отклоняющем ролике.
Известное и предложенное технические решения имеют следующие общие признаки.
Оба способа являются способами размотки рулонной стали, оба способа могут быть использованы на входных узлах агрегатов резки, содержащих разматыватель рулонов, отклоняющий ролик и входные тянущие ролики.
Отличия предложенного способа состоят в следующем.
1. По предлагаемому способу начальное положение отклоняющего ролика выбирают из условия предотвращения образования излома на полосе с учетом ее геометрических и пластических характеристик. В известном способе отсутствует регламентация выбора начального углового положения отклоняющего ролика с учетом особенностей материала размазываемой полосы.
2. В предлагаемом способе положение отклоняющего ролика изменяют по мере размотки в соответствии с текущим радиусом рулона из условия пропорционального уменьшения углов перегиба полосы на отклоняющем и тянущих роликах. В известном способе положение ролика в зависимости от текущего диаметра рулона не регламентировано.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и состоящие в улучшении качества отожженного холоднокатаного металла и повышении выхода годного за счет снижения отсортировки готовых холоднокатаных полос и листов по дефекту поверхности "излом".
Анализом патентной и научно-технической литературы показано, что в предлагаемом изобретении "способ размотки полос на агрегатах резки готовой продукции" предлагаемое техническое решение ранее не известно и, следовательно, соответствует критерию новизны и изобретательского уровня.
Сущность изобретения состоит в том, что угловым положением отклоняющего ролика задается такой радиус изгиба полосы на верхнем тянущем ролике, при котором исключается появление дефекта "излом" вследствие возникновения при изгибе полосы внутренних напряжений, превышающих предел текучести материала полосы.
При нижнем положении отклоняющего ролика (ϕ=0°) радиус изгиба полосы на входе в тянущие ролики r1=∞ и вероятность появления излома в зоне тянущих роликов минимальна. Однако в этом случае полоса получает максимальный перегиб на самом отклоняющем ролике. Это может привести к ее излому в зоне отклоняющего ролика при условии, когда радиус изгиба полосы на отклоняющем ролике менее критического значения, определяемого по уравнению (4).
Избежать образования излома на отклоняющем ролике можно путем подбора его радиуса. Из условия предупреждения возникновения пластической деформации полосы при изгибе на ролике величина радиуса отклоняющего ролика должна удовлетворять следующему условию:
где Rp - радиус отклоняющего ролика, мм;
h - толщина полосы, мм;
σТ - минимальный предел текучести обрабатываемого металла, H/мм2;
Е - модуль упругости материала полосы, равный (1,8-2,1)·105, МПа;
k=1,00-2,33 - безразмерный коэффициент, учитывающий неравномерность распределения напряжений по ширине полосы (σmax/σmin) при дефектах поперечного профиля и формы размазываемой полосы.
Косвенно коэффициент пропорциональности k учитывает неплоскостность полосы при размотке.
В случае выполнения условия (4) положение отклоняющего ролика при размотке полосы выбирается в зависимости от толщины полосы и ее предела текучести по формуле

Однако в большинстве случаев конструкции входных узлов действующих агрегатов резки и размотки полосы не позволяют установить отклоняющий ролик достаточно большого диаметра из расчета предотвращения излома при обработке самых толстых и пластичных полос. В этом случае задачу предупреждения излома решают за счет ограничения не только верхнего, но и нижнего положения отклоняющего ролика, при которых не происходит деформации полосы на отклоняющем ролике. Таким образом, в случае невыполнения условия (4) угловую координату положения отклоняющего ролика ϕ с целью предупреждения появления излома полосы на отклоняющем ролике выбирают по соотношению (1), в котором ϕкр - критическая угловая координата положения отклоняющего ролика, равная такому значению ϕ, при котором угол перегиба полосы на отклоняющем ролике ϕ1=9,66/h+0,1·σТм.
Величина критической угловой координаты ϕкр определяется исходя из конструктивных особенностей агрегата на основе функциональной зависимости между угловой координатой отклоняющего ролика ϕ и углом перегиба полосы на отклоняющем ролике ϕ1. Эта зависимость, полученная на основе теоретических расчетов для конструкции узла отклоняющего ролика, представленной на фиг.1, выглядит следующей:


Угол поворота кронштейна ρ связан с координатой отклоняющего ролика ϕ следующим выражением, полученным на основе теоретических расчетов для данной конструкции узла отклоняющего ролика:
где α - угол, образованный линией, соединяющей поворотную ось кронштейна с точкой захвата полосы тянущими роликами, и горизонтальной линией, проходящей через точку захвата полосы тянущими роликами (угол ОВК на фиг.1), град.
Преобразованием тригонометрического выражения (7) в алгебраический вид получаем уравнение связи угла поворота кронштейна (контролируемого по показаниям стрелочного индикатора) и угловой координаты отклоняющего ролика в виде

где к2 - коэффициент пропорциональности.
Значения критических углов ϕкр определяются путем нахождения решений функций ϕ1=f (ϕ) (уникальных для принятых конструкций входных узлов) при граничном условии ϕ1=9,66/h+0,1·σТм.
При несоблюдении условия (4) возможен редко встречаемый на практике случай, когда появления излома избежать невозможно, т.е. расчетное ϕ<ϕкр. С целью уменьшения вероятности появления дефекта "излом" в этом случае начальное положение отклоняющего ролика выбирают из условия равенства углов ϕ и ϕ1, при котором величина отклонения от допустимого перегиба полосы минимальна. Это положение изменяют по мере размотки в соответствии с текущим радиусом рулона по формуле (3). Регулирование положения отклоняющего ролика прекращают; когда по мере размотки рулона начнет выполняться условие (5).
Коэффициент пропорциональности k1 в формуле (3) зависит от конструктивных особенностей узла размотки полосы и определяется путем построения функциональной зависимости между угловой координатой отклоняющего ролика и радиусом рулона ϕ=f(Rт) при условии ϕ=ϕ1 графо-аналитическим методом.
Для использования предложенного способа размотки полосы требуется решение уравнения (6) при заданных значениях угла ϕ1. В случае, если требуется определение нижнего допустимого положения отклоняющего ролика, при котором не происходит образование излома на отклоняющем ролике (определение ϕкр), то решение уравнения (6) находится при условии ϕ1=9,66/h+0,1·σТм. В случае, если требуется определение положения отклоняющего ролика, при котором соблюдается условие равенства углов ϕ и ϕ1, то уравнение (6) решается при условии ϕ1=ϕ. Для решения этой задачи уравнение (6) необходимо преобразовать в алгебраический вид. При этом в место ρ в уравнение (6) надо подставить ее функциональную зависимость ρ=f(ϕ). Вид уравнения зависит от конструктивных особенностей входного узла и радиуса рулона. При данной конструкции входного узла зависимость ϕ1=f(ϕ) является полиномом 3-й степени.
Таким образом, сущность изобретения заключается в предотвращении возникновения дефекта "излом" за счет выбора оптимального положения отклоняющего ролика (с учетом ее толщины и пластичности), при котором радиус изгиба полосы на отклоняющем ролике и верхнем тянущем ролике не менее некоторого критического значения, приводящего к пластической деформации полосы Ниже приведен алгоритм выбора положения отклоняющего ролика, который используется при реализации предложенного способа размотки полос при фиксированном диаметре отклоняющего ролика.
Примеры реализации изобретения
Предлагаемый способ размотки полос был опробован на агрегате поперечной резки готовой продукции №6, установленном в листопрокатном производстве ОАО "НЛМК". На станине входного узла агрегата резки было смонтировано стационарное устройство регулируемого отклоняющего ролика. Отклоняющий ролик установлен над полосой на половине расстояния между рулоном и тянущими роликами. Он вращается на поворотном кронштейне (4) (см. чертеж), ось которого закреплена на станине тянущих роликов (5). В крайнем верхнем положении ролик не касается полосы В рабочем положении ролик может быть опущен до полного предотвращения перегиба полосы на тянущих роликах. Диаметр отклоняющего ролика был выбран на основании расчетов с учетом фактического сортамента обрабатываемого металла и имеющихся ограничений, обусловленных реальной конструкцией входного узла агрегата резки. Установку положения ролика производят с помощью 2-х гидроцилиндров. Контроль угла поворота кронштейна с роликом осуществляют с помощью угловой шкалы, установленной на оси поворота кронштейна и стрелки, закрепленной на самом кронштейне. Нулевая отметка шкалы соответствует положению отклоняющего ролика, при котором полоса входит в заправочные ролики без перегиба.
Подстановкой конструктивных размеров АР-6 в уравнение (7) и преобразованием данного тригонометрического выражения в алгебраический вид было получено уравнение связи между угловой координатой отклоняющего ролика ϕ и углом поворота кронштейна ρ (контролируемого по показаниям стрелочного индикатора)

Графо-аналитическим методом на основе построения зависимостей ϕ=f(Rт) при условии ϕ=ϕ1 для конструкции входного узла АР-6 было получено уравнение связи между угловой координатой положения ролика ϕ и радиусом разматываемого рулона Кт, имеющее следующие вид:

Путем подстановки в уравнение (6) фактических конструктивных размеров входного узла и его преобразования в алгебраический вид были получены функциональные зависимости ϕ1=f(ϕ), которые являются полиномами 3-й степени. Ниже представлена алгебраическая форма уравнения, полученная для агрегата резки АР-6 при радиусе разматываемого рулона 1100 мм:

Критические углы установки отклоняющего ролика определялись путем решения таких уравнений относительно ϕ при граничных допустимых значениях угла ϕ1 аналитическим методом.
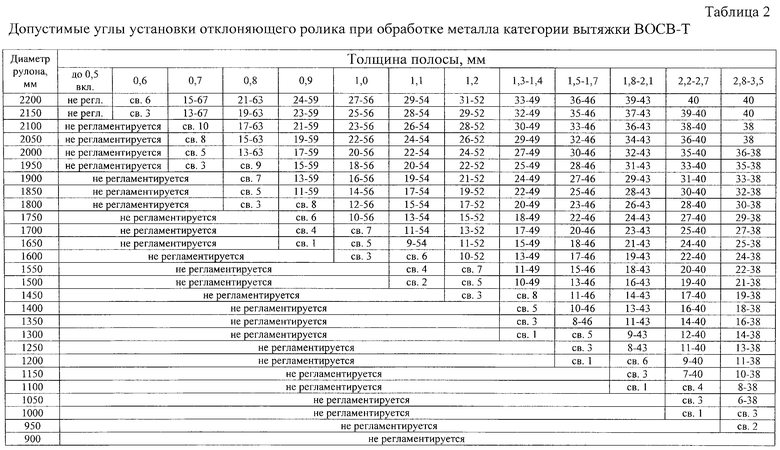
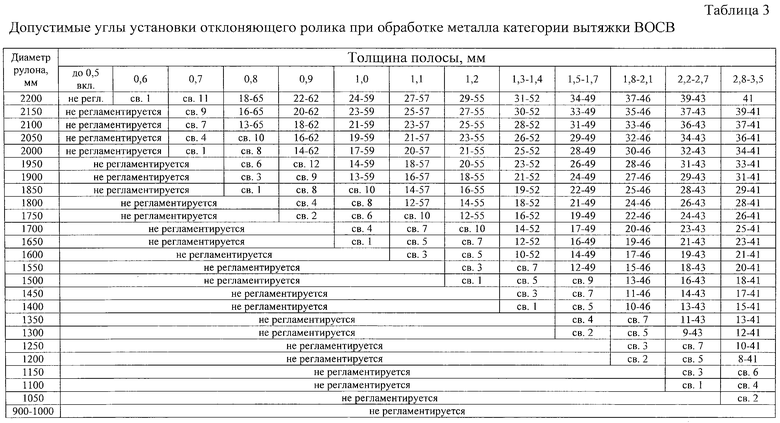
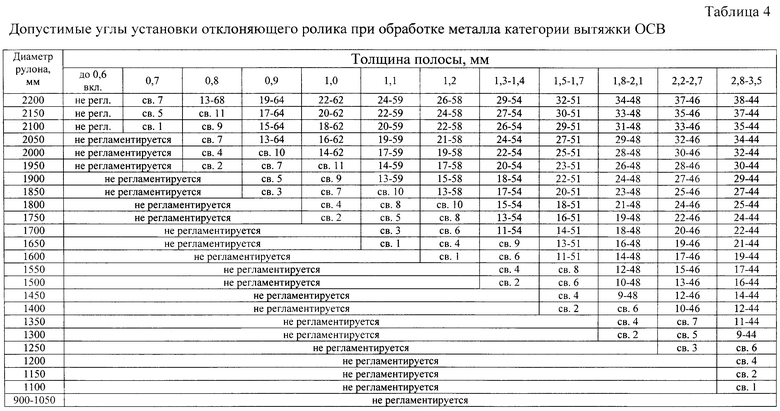
Размотку полосы проводили по двум вариантам на металле различного сортамента и категорий вытяжки в соответствии с ГОСТ 9045-93. По одному варианту начальное положение отклоняющего ролика и коррекцию его положения производили в зависимости от диаметра рулона, толщины полосы и ее пластичности по таблицам 2-6, рассчитанным для металла различных категорий вытяжки в соответствии с требованиями формулы изобретения. По второму варианту положение отклоняющего ролика выбирали произвольным.
Угол установки ролика ρ, по которому ведется регулирование, и угловая координата положения ролика (ϕ в формуле (1)) связаны друг с другом соотношением (9), обусловленным конструкцией входного узла.
В таблице 1 представлены примеры использования предложенного способа и результаты размотки полос по различным вариантам.
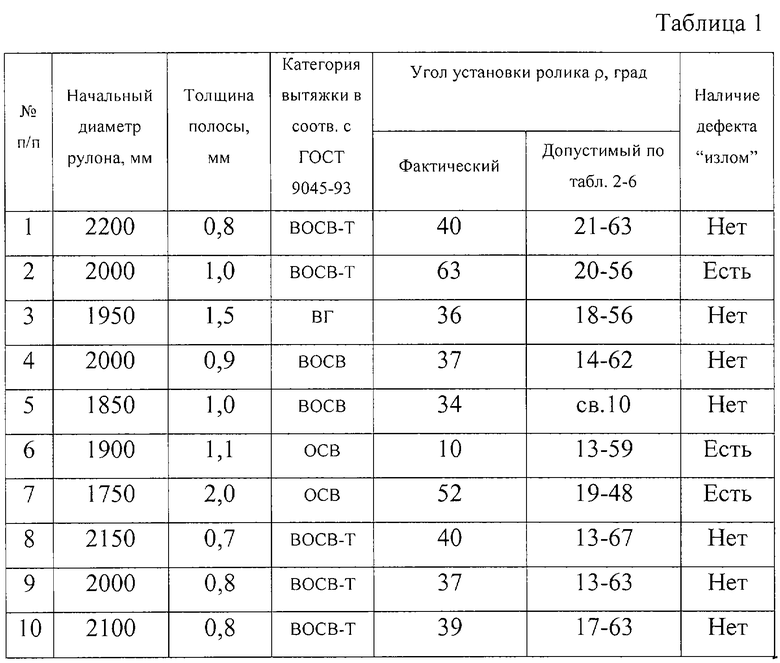
Как следует из табл.1, при реализации предложенного способа (варианты 1, 3-5, 8-10) дефект "излом" на полосе не образуется. В случаях запредельных значений углов установки отклоняющего ролика (варианты 2, 6, 7) наблюдается образование дефекта "излом". В вариантах 2 и 7 излом образовался из-за напряжений, возникших в разматываемой полосе и превысивших предел текучести при огибании ею верхнего тянущего ролика с углом перегиба выше максимально допустимого. В варианте 6 образование излома в разматываемой полосе произошло на отклоняющем ролике из-за превышения допустимого угла перегиба.
Технико-экономичекие преимущества предложенного изобретения состоят в повышении выхода годного металла за счет предотвращения образования дефекта "излом" по причине изгиба полосы на тянущих роликах и снижения расходного коэффициента при обработке металла на агрегате резки за счет уменьшения длины некондиционных обрезаемых концов с дефектом “излом”.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размотки полосы из рулона перед дрессировочным станом | 1991 |
|
SU1811934A1 |
| Устройство для размотки рулонов полосы | 1971 |
|
SU343502A1 |
| Способ размотки полосы из рулона перед дрессировочным станом | 1988 |
|
SU1643132A1 |
| РАЗМАТЫВАТЕЛЬ ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2183524C1 |
| РАЗМАТЫВАТЕЛЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2005 |
|
RU2304478C1 |
| Способ размотки полосы из рулона | 1985 |
|
SU1274795A1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОН | 2001 |
|
RU2212296C2 |
| УСТАНОВКА ДЛЯ ОТГИБКИ И ЗАДАЧИ ПЕРЕДНЕГО КОНЦА РУЛОНОВ ТОЛСТОЙ ПОЛОСЫ С РАЗМАТЫВАТЕЛЯ В ТЕХНОЛОГИЧЕСКИЙ АГРЕГАТ | 2002 |
|
RU2223159C1 |
| УСТРОЙСТВО ДЛЯ РАЗМОТКИ РУЛОНОВ | 2002 |
|
RU2227076C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
Изобретение относится к черной металлургии и обработке металлов, в частности к обработке готового рулонного проката на агрегатах резки и роспуска рулонов. Сущность: при размотке холоднокатаных отожженных полос на агрегате резки начальное положение отклоняющего ролика устанавливают по его угловой координате дифференцированно в зависимости от радиуса рулона, подготовленного к размотке, толщины, пластичности разматываемой полосы и конструктивных размеров входного узла агрегата размотки. Это положение изменяют по мере размотки в соответствии с текущим радиусом рулона. Изобретение обеспечивает улучшение качества готового металла и снижение объемов отсортировки готовых холоднокатаных полос по дефекту поверхности "излом". 2 з.п. ф-лы, 6 табл., 1 ил.
ϕ кр< ϕ < 9,66/h+0,1 · σ Тм,
где ϕ - угловая координата положения отклоняющего ролика, град;
h - толщина разматываемой полосы, мм;
σ Тм - минимальный предел текучести обрабатываемого металла, Н/мм2;
9,66 - размерный коэффициент, град· мм;
0,1 - размерный коэффициент, град· мм2/H;
ϕ кр - критическая координата угла положения отклоняющего ролика, при которой не происходит пластической деформации на отклоняющем ролике, зависящая от радиуса разматываемого рулона, толщины и пластичности полосы, конструктивных параметров агрегата резки, град.
ϕ =ϕ 0-k1·(Rн-Rт),
где ϕ - текущая угловая координата положения отклоняющего ролика, град;
ϕ 0 - угловая координата начального положения отклоняющего ролика, град;
rн - начальный радиус рулона, мм;
Rт - текущий радиус рулона, мм;
k1 - коэффициент пропорциональности, определяемый конструктивно из условия равенства углов перегиба полосы на тянущих роликах и отклоняющем ролике, град/мм.
| Оборудование для резки полосовой стали | |||
| Информсталь | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ разматывания рулона полосового материала и устройство для его осуществления | 1991 |
|
SU1801041A3 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ И/ИЛИ РАЗМАТЫВАНИЯ ГИБКОГО ДЛИННОМЕРНОГО МАТЕРИАЛА С РЕГУЛИРУЕМОЙ СКОРОСТЬЮ НАМОТКИ ИЛИ РАЗМАТЫВАНИЯ | 1992 |
|
RU2015764C1 |
| Способ линеаризации амплитудной характеристики параметрического измерительного преобразователя и устройство для его осуществления | 1978 |
|
SU909596A1 |
| JP 5132203 A, 28.05.1993. | |||
