(54) НАКОПИТЕЛЬ ПОЛОСЫ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для аккумулирования полосового проката | 1975 |
|
SU532423A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Машина для стыковой сварки полос | 1981 |
|
SU990456A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090276C1 |
| Способ выработки трикотажа на основовязальной машине | 1975 |
|
SU751856A1 |
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| Петлеобразующее устройство | 1979 |
|
SU825227A1 |
| Непрерывный трубосварочный стан | 1975 |
|
SU639626A1 |
| Комплексная установка для непрерывного изготовления сварных профильных балок | 1973 |
|
SU534177A3 |
| СПОСОБ ЗАЧИСТКИ ЭЛЕКТРОДОВ СВАРОЧНОЙ МАШИНЫ ГРАТОСНИМАТЕЛЕМ | 2011 |
|
RU2471598C1 |
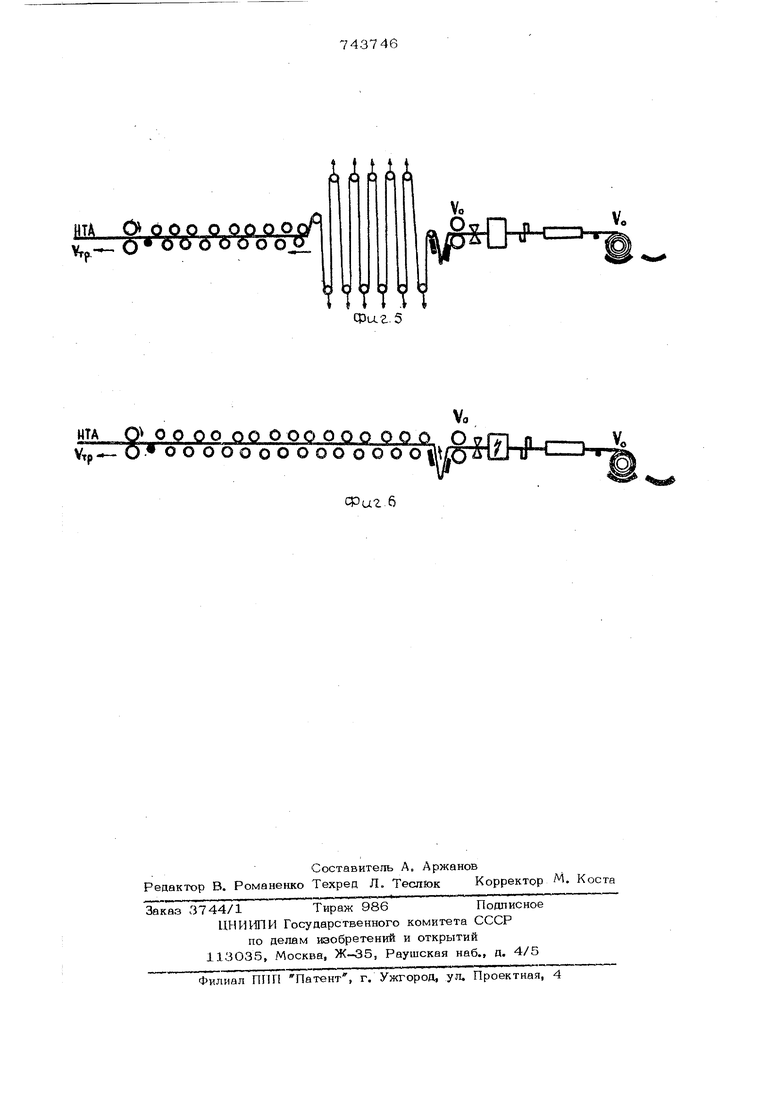
Изобретение относится к обработке ме таллов давлением и, в частности, может быть применено при обработке полосы в лентопрокатных цехах. Известен накопитель, содержащий задающие, вытягивающие и петпеобразующие ролики, канатный барабан, тележку с петлеобразуюшим роликом, горизонтальный тоннель с направляющими для тележки и привода барабана i. Недостатком известного накопителя по лосы является ухудшение механических ,, свойств металла полосы при ее транспортировке по направляющим и петлеобразующим роликам со значительным натяжением. При петлеобразовании полоса подвергается знакопеременным перегибам при натяжении. Для вытягивания полосы в пет лю в горизонтальном тоннеле необходимо прилагать значительные растягивающие усилия, что и приводит к ухудщению меха нических свойств металла полосы. Известен также накопитель полосы, со держащий задающие, вытягивающие и пет- 2 леобрааующие ролики, установленные в горизонтальной плоскости в виде двухпарусного рольганга со смещением одного яруса относительно другого 2, Недостаток данного накопителя заключается в том, что по мере прохождения полосы через петлевое устройство с натяжением она подвергается интенсивному наклону за счет многократных деформаций знакопеременного изгиба на роликах. Это приводит к тому, что после прохождения накопителя механическое свойство полос значительно ухудщается. Цель изобретения - повышение качества полосы путем снижения ее наклепа. Указанная цель достигается тем, что накопитель Снабжен механизмами для индивидуального перемещения петлеобразующих роликов в вертикальной плоскости, связанными с соответствующими poликa 4tI. На фиг. 1 схематически показан накопитель полосы в момент начала накопления полосы при,ускоренной размотке рулона, продольный разрез; на фиг, 2 - рабо3 74374 та накопителя при образовании первых пе- тель полосы; на фиг. 3 - продолжение образования петель полосы и выход ее из первых петель в вытягивающие ролики; иа фиР. 4 - момент окончания размотки рулона; на фиг. 5 - накопитель при работе сточно-сварочной машины; на фиг, 6 то же. при работе гратоснимателя. Накопитель содержит разматыватели рулона 1, окалиноломатель 2. гильотинныеЮ ножницы 3, стыкосварочную машину 4, гратосниматель 5, задающие ролики 6 и направляющий ролик 7, проводковый стол is, петлеобразующие 9 и нижние 10 ролики с индивидуальными механизмами подъема и15 опускания 11 и 12, направляющий ролик 13 и вытягивающие ролики 14. через которые проходит полоса 15. Накопитель работает следующим В момент начала накопления полосы (фиг. 1) задающие ролики 6 выдают полосу 15 после гратоснимателя 5 на петлеобразующие ролики 9 и Ю со скоростью У„, равной скорости размотки Vp рулона. Ско- 25 рость размотки Vp рулона превышает скорость травления полосы в ваннах Vjp куда полосу направляют после накопителя, Поэтому начальный появившийся и збыток полосы за счет разности скоростей V и 30 V-fp начинает выбирать первый петлеобразуюший ролик 9, в гидроципиндр.механизма подъема и опускания которого прикладывают постоянное тянущее усилие Р . Благодаря этому петлеобразующий ролик 9 без особого усилия, (не создавая значительного натяжения в полосе) формирует новую петлю, В это время ролик 10 находится в исходном положении (под горизонтальной полосой). 0 Ролик 9 доходит до крайнего нижнего „ положения и останавливается, но в гндроцилиндре подъема и опускания, давление сохраняется. После остановки петлеобразуюшего ро лика 9 в гйдроцилиндр механизма 12 .-. дается тянущее усилие V-f и петлеобразуюший ролик 1О начинает формировать вторую петлю полосы. По аналогии остальные верхние и нижние петлеобразующие ролики выбирают в петли поступающую со скоростью V полосу (фиг. 2). При образовании петель последующими петлеобразующими роликами одновременно происходит и выбор петель с первых петлеобразуюших роликов, так как процесс травпения полосы в травильных ваннах 20 6Д происходит непрерывно и его останавливать нельзя. Выборка первой петли полосы происхоцит за счет снятия давления Ру в гидроцилиндре механизма либо полностью, либо до какого-то тормозящего усилия Р . При возвращении ролика 9 в исходное положение {над горизонтальной полосой) убира давление в гидроцилиндре 12 ролика Ю и он начинает вертикальное движение исходное положение (фиг. 3), вы вторую петлю. Дальнейшая выборка происходит по аналогии, ° размотки всего рулона задающие останавливают полосу и происходит обрезка концов полос предыдущего и слеДУЮЩего рулонов на гильотинных ножницах стыкосварочной ГГ (фиг. Ь;. Избыток полосы при перемеще в° Р® стыковки убирается опусканием проводкового стола 8 и обраЗования небольщой петли. За время стыков передние петлеобразующие ролики поочередно распускают петли и полосу непрерывно выбирают вытягивающие ролиЕ « моменту окончания съема грата ° остается полоса в петлях, этот запас выбирают передние петлеобразующие РОЛИКИ. удаления грата задающие ролики новь разгоняют полосу из второго до VH , и цикл повторяется. Установка накопителя полосы данной конструкдии позволяет улучшить механи свойства горячекатанной полосы, уменьшить отбраковку и повысить выход годного листов для глубокой вытяжки.Экономическая эффективность только для ма-, лоуглеродистых сталей за счет выхода У. t годного составит примерно о руб. на 1 т листового металла, Формула изобретения его Накопитель полосы, содержащей задаю шие, вытягивающие и петлеобразующие ролики, установленные в горизонтальной плоскости в виде двухярусного рольганга ., со смещением одного яруса относительно другого, отличающийся тем, что, с целью повышения качества полосы путем снижения ее наклепа, он снабжен механизмами для индивидуального перемещения петлеобразующих роликов в верти5 7437466
калькой плоскости ,связанными с соответ-металлургии, М., Металлургия, 1976,
ствуюшими роликами.с, 447-449.
Источники информации,2. Химич Г. А. Механическое оборудопринятые во внимание при экспертизеванне цехов холодной прокатки. М., Ма1. Королев А. А. Механическое обору-s шиностроение, 1972, с. 226-232,
дование прокатных цехов черной и цветнойрис. 99 (прототип). ооооооооо о о п . Cio ОООООООООО Фиг.1 8 54 н 7 Ь 5
mu2.2
сриг4
НТА О 6 О О О О Q о о
у - о о о о о о о о
О О о Q О О О О О Q ojvn о о 0 000000000 о о о о
Фиг. 5
сРиг.6
