Изобретение относится к обработке металлов резанием и может быть использовано в алюминиевой промышленности при прорезании пазов в анодных блоках перед помещением их в гидролизную ванну.
Известно устройство для фрезерования пазов по RU 1704955 по кл. В23С 3/28 от 03.01.1990 г. Устройство включает корпус, с которым посредством механизма осцилляции связано основание, в направляющих которого установлено приспособление для детали с толкателем, а с ним через толкатель и крестовину взаимодействует шток гидроцилиндра. Механизм осцилляции выполнен в виде установленной на корпусе с возможностью перемещения по высоте стойки крестовины, посредством которой стойка шарнирно соединена с основанием, закрепленного на последнем диске установленной в корпусе шестерни с размещенной на ее венце подпружиненной осью с роликом для взаимодействия с диском и привода вращения указанной шестерни, при этом толкатель связан с приводом перемещения приспособления посредством введенной дополнительной крестовины.
Недостатком этого устройства является сложность конструкции и невозможность прорезания пазов в анодных блоках.
Известен способ обработки пазов и инструментальный узел для обработки пазов (RU 1704953 по кл. В23С 3/28 от 22.05.1989 г.). Согласно этого изобретения обработку пазов дисковой фрезой осуществляют вращением фрезы в плоскости, которую располагают под углом к оси вращения, получая пазы с наклонными параллельными и непараллельными стенками. А инструментальный узел для обработки таких пазов снабжен корпусом, в котором размещена оправка. В корпусе выполнены под углом к оправке пазы с оправкой посредством введенного шарового шарнира.
Недостатками известного способа и узла для фрезерования пазов является низкая точность формы паза и невозможность получения продольного профиля пазов формы неправильного прямоугольника.
Изобретение решает задачу прорезания пазов в алюминиевых анодных блоках.
Технический результат при использовании изобретения заключается в получении в анодных блоках продольного профиля пазов формы неправильного прямоугольника.
Указанный технический результат достигается тем, что устройство для прорезания пазов в анодных блоках, включающего получение продольного профиля пазов в форме неправильного прямоугольника, содержит общую раму, на которой смонтированы фрезы с приводом, каретка на роликах для надвигания анодного блока на фрезы, захватное устройство каретки в виде поддерживающих уголков по длине анодного блока, направляющие для роликов каретки, цепной привод каретки и рольганги. Поддерживающие уголки захватного устройства на каретке установлены на осях с возможностью поворота в центральной части, удерживания с помощью, например, винтовых держателей по концам и регулирования их угла наклона с анодным блоком при надвигании на фрезы. Направляющие для роликов каретки выполнены с дополнительными направляющими участками для задних по отношению движения на фрезы роликов, установленными на высоте от поверхности перекатывания передних роликов, равной разнице высот вертикальных сторон неправильного прямоугольника профиля пазов на длину, равную длине анодного блока, с наклонным участком для захода задних роликов на дополнительные направляющие участки, а поддерживающие уголки захватного устройства на каретке установлены стационарно. На осях одной любой пары роликов выполнены эксцентрики для регулирования угла наклона поддерживающих уголков с анодным блоком при надвигании на фрезу. Рольганги погрузочный и отгрузочный внутренние выполнены плавающими по высоте при помощи, например гидроцилиндров.
На фиг.1 изображен общий вид устройства для прорезания пазов в анодных блоках; на фиг.2 - узел крепления поддерживающих уголков захватного устройства на каретке; на фиг.3 изображен фрагмент выполнения дополнительных направляющих для задних роликов каретки; на фиг.4 - фрагмент выполнения осей роликов с эксцентриками.
Устройство состоит из общей рамы 1, на которой смонтированы каретка 2 для надвигания анодного блока 3 на фрезы 4, вращающиеся от привода 5, и которые прорезают на блоке 3 пазы 6. Каретка 2 передвигается по направляющим 7 при помощи цепной передачи 8 и ее привода 9. По обе стороны привода 5 и фрез 4 установлены рольганги: погрузочный внутренний 10 и разгрузочный внутренний 11. Устройство снабжено загрузочным рольгангом 12 и рольгангом отгрузочным 13. Каретка 2 передвигается по направляющим 7 на роликах 14. Поддерживающие уголки 15 каретки 2 способны изменять свой угол наклона в ту или иную сторону, вращаясь вокруг осей поворота 16 при помощи винтовых держателей 17. Во втором варианте угол наклона анодного блока 3 при надвигании на фрезы 4 достигается дополнительными направляющими участками 18 под задние ролики 14 с наклонными участками 19 для захода роликов 14 на направляющие 18. А в третьем варианте регулирование угла наклона анодного блока 3 при надвигании на фрезы 4 осуществляется с помощью эксцентриков 20 на осях 21 задних роликов 14.
Работа устройства для прорезания пазов в анодных блоках проводится следующим образом.
На фиг.1 изображена каретка 2 с анодным блоком 3 уже после прорезания пазов 6. Эти пазы в анодных блоках необходимы для выхода газов в процессе электролиза в алюминиевой промышленности. Пазы должны быть наклонными для придания определенного направления для выхода газов, то есть разница высот паза в начале прорезания и в конце должна составлять, например, 50 мм. Вначале анодный блок 3 подается на загрузочный рольганг 12, а с него блок 3 перемещается на рольганг 10, который направляет блок 3 в каретку 2, придвинутую по направляющим 7 цепным приводом 8 с электродвигателем 9. Как только блок 3 сориентируется над уголками 15 в каретке 2, рольганг 10 утапливается, например, с помощью цилиндра и блок 3 ложится на уголки 15. Далее, по первому варианту, анодный блок 3 ориентируется в каретке 2 с уголками 15 при помощи винтовых держателей 17 через оси 16, придавая им наклон в ту или другую сторону (фиг.2). По второму варианту заданный наклон анодного блока 3 на уголках 15, которые в этом случае в каретке 2 установлены стационарно, достигается за счет дополнительных направляющих участков 18 для задних роликов 14. Для плавного захода задних роликов 14 на дополнительные участки 18 служат наклонные направляющие 19. По третьему варианту наклон каретки 2 с анодным блоком 3 достигается за счет эксцентриков 20 на осях 21 задних роликов 14. Затем каретка 2 с анодным блоком 3 цепным приводом 8, 9 надвигается на фрезы 4, вращающиеся от привода 5. После прорезания пазов 6 готовый блок 3 снимается с уголков 15 разгрузочным внутренним рольгангом 11, который также плавающий, например с помощью гидроцилиндра. В конце готовый анодный блок 3 передается на отгрузочный рольганг 13 и работа устройства заканчивается.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОХОДЧЕСКАЯ МАШИНА | 1949 |
|
SU89915A1 |
| Станок для окорки и раскалывания лесоматериалов,ножевая головка для раскалывания лесоматериалов,нажимная плита механизма надвигания,окорочная фреза,механизм поворота лесоматериалов и загрузочное приспособление окорочного станка | 1981 |
|
SU1009765A1 |
| Устройство для подачи заготовок | 1979 |
|
SU829305A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| ПАССАЖИРСКИЙ МИНИ-ЛИФТ | 1992 |
|
RU2081047C1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Устройство для поштучной выдачи длинномерных заготовок из пакета | 1980 |
|
SU880925A1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Почвообрабатывающий агрегат | 1980 |
|
SU938760A1 |
Устройство предназначено для получения продольного профиля пазов в форме неправильного прямоугольника и содержит общую раму, на которой смонтированы фрезы с приводом, каретка на роликах для надвигания анодного блока на фрезы, захватное устройство каретки в виде поддерживающих уголков по длине анодного блока, направляющие для роликов каретки, цепной привод каретки и рольганги. Технический результат: расширение технологических возможностей и повышение точности обработки. 4 з.п. ф-лы, 4 ил.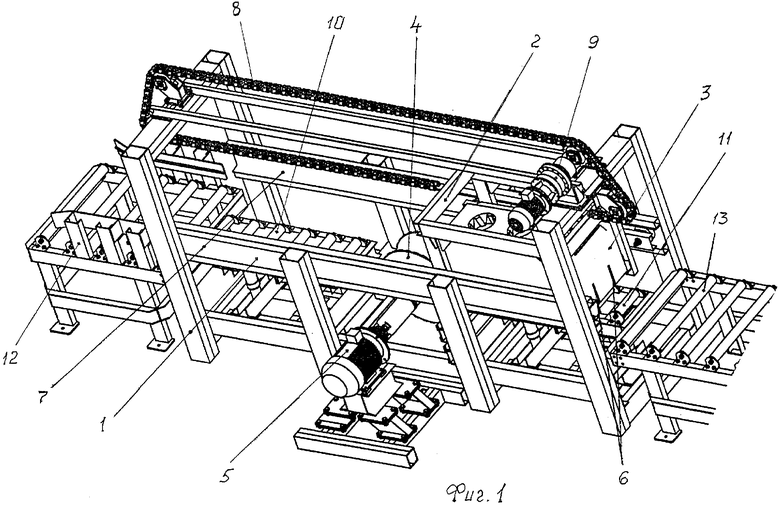
1. Устройство для прорезания пазов в анодных блоках, включающего получение продольного профиля пазов в форме неправильного прямоугольника, содержащее общую раму, на которой смонтированы фрезы с приводом, каретка на роликах для надвигания анодного блока на фрезы, захватное устройство каретки в виде поддерживающих уголков по длине анодного блока, направляющие для роликов каретки, цепной привод каретки и рольганги.
2. Устройство по п.1, в котором поддерживающие уголки захватного устройства на каретке установлены на осях с возможностью поворота в центральной части, удерживания с помощью, например, винтовых держателей по концам и регулирования их угла наклона с анодным блоком при надвигании на фрезы.
3. Устройство по п.1, в котором направляющие для роликов каретки выполнены с дополнительными направляющими участками для задних, по отношению движения на фрезы, роликов, установленными на высоте от поверхности перекатывания передних роликов, равной разнице высот вертикальных сторон неправильного прямоугольника профиля пазов на длину, равную длине анодного блока, с наклонным участком для захода задних роликов на дополнительные направляющие участки, а поддерживающие уголки захватного устройства на каретке установлены стационарно.
4. Устройство по п.1, в котором на осях одной любой пары роликов выполнены эксцентрики для регулирования угла наклона поддерживающих уголков с анодным блоком при надвигании на фрезу.
5. Устройство по любому из пп.1-4, в котором внутренние погрузочный и отгрузочный рольганги выполнены плавающими по высоте при помощи, например, гидроцилиндров.
| Станок для одновременного фрезерования торцов цилиндрических изделий, например, ниппелей к графитизированным электродам | 1950 |
|
SU99055A1 |
| Автоматический станок для обработки наружных поверхностей цилиндрических графитированных заготовок электродов | 1960 |
|
SU138128A1 |
| Электронные наручные часы | 1960 |
|
SU147146A1 |
| US 4677277 A, 07.07.1987. | |||

