1
Изобретение относится к механическому оборудованию обработки материалов давлением и может быть использовано в заго- тог ителы1ых цехах маншностроительиых
Ii),lpLIH rnii.
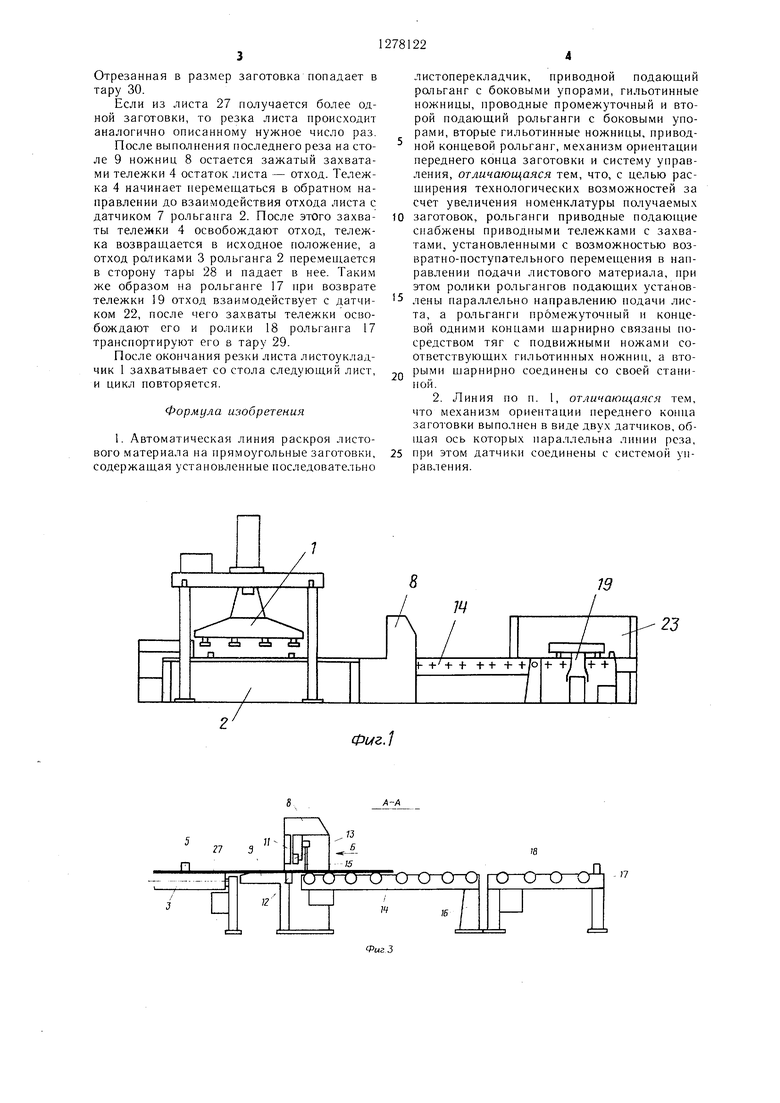
Si;Mb мзоиретония - pacHJHpeiiHe техно- jioni iccKi . X вс-змож II остей автоматической линии |)аск1)оя ,пистово1(; материала за счет V iic. iiiiKMiiisi номенклатуры н(), 1учаемых за1 -()а ф-:-;;. игюпражена автоматическая лк- н:1Я раскроя листового материала на иря- M()vri.)Hijic uii cvroBKn, обилий вид; на фиг.2 то же. ;иг1 и 1лаие; на фи1-.3 -- А А на .2 (положение рольгангов нс()е;; резкой); на фи1 .4 - то же, ноло- жепис ро. ил аигов после резки л.иетов; иа (|),i .r 1нд Ь на фиг.З; на. (|) -- схема ол1П Д1 , .ч.лины отрезаемой неред- ней у .листа с н(,М1еид и у.;1Я. с1Т)роиа 1И1, . 1;;с ; перед датчиками на столе гюжиин.; иа ({5И|-.7 - то же, .листа взаимодействует с ojiHiiM датчиком; на фиг.К - то же, ноложение 11е)е.чней кромки . перед отрезкой.
Автоматическая . шния раскроя листового матсрна.:1а на ирямоуго.льные заготовки содержит ..шстоперск.падчик 1, приводной но- /чающий ролы-ан 2 с роликами 3, иодаю- и.;.ей тележкой 4 с захватами, вертикальными базовыми ро.чиками 5 и датчиками 6 и 7, ги. ьотипиыс ).ы 8 со столом 9. иа ко- то|)ом смонтированы два датчика 10, общая ось 1 оторых иараллельна лииии рс за, нрижи- мол 11, ненодвижным 12 и подвижным 13 ножами, промежуточный рольганг 14, неред- 1И1М своим концом тягами 15 шарнирно нод- вен1енный к раме неподвижного ножа 13 гильотины 8, а задним концом с возможностью качания установлеиной иа осях на стойка.х 16, нриводной подающий рольганг 17 с роликами 18, подающей тележкой 19 с захватами, вертикальными базовыми роликами 20 и датчиками 21 и 22, гильотинные ножницы 23, аналогичные по устройству нож- пицам 8, концевой рольганг 24, аналогичный но устройству промежуточному рольгангу 14, и систему 25 программного управления. В коми.;1ект линии входят также стол 26 для .листов 27, тара 28 для отходов после первых ножнип., тара 29 для отходов после вторых ножниц и тара 30 для готовых заготовок.
Автоматическая линия раскроя листового материала на нрямоугольные заготовки работает следующим образом.
По команде системы управления листо- перекладчик 1 забирает своими захватами верхний лист из пачки, уложенной на столе 26, и переносит его на рольганг 2, который вращением роликов 3 прижимает лист к базовым роликам 5 и ориентирует его. По сигналу датчика 6 подающая тележка 4 своими захватами схватывает лист и перемещает его к столу гильотины. Если передняя кромка листа перпендикулярна его боковой сто
0
5
0
5
0
5
0
5
роне, то она воздействует па датчики 10 одновременно, после чего система управления начинает отсчет длины перемещения листа (|о неремени:ни1о подающей тележки), которая должна быть равна сумме расстояния от .датчиков до задней кромки ножа и отрезаемой .длины листа (фиг.6). Если неред- няя кромка л.иста ненериендикулирна его боковой стороне, то вначс1. 1е с лис 1 о.м взаим(.)- действует один ;1.атчик, нос.ле чего система управления отсчитывае-т расстояние а .до взаимодействия листа с Д1)у|-им датчиком (фиг.7) и производит расчет расстояния ( до совмещения отстающе1 о угла листа с общей линией датчико ;
М- А
Ве.мичипы А (расстояние между .татчика- ми) н /VI {расстояние от боко1.5ой поверхности до.датчика) извес 1 ны и заранее за. Ю- в вычи1:л.ител) мгипину снсте.1Ь ,-- )ав.тения. Ве.чичина не лемещения листа /ь.чя обрезки Kocoii ч)о.1ки S --: е -ь f 6 (6 - небо.чьпюй нринуск 2 3 мм д.дя качествеп- н(Л1 отрезки) также расчлтьишется вычислительной машиной ( ИСТОМЫ vнpaв..
Е:слп нередияя кромка .1иста взаи.модей- ствует первоначально с другим датчи ком И), то расчет расстояния от отстаю це о угла .. IHC- та до обн1ей лиьп-.и ..ип чиков 10 ведется аналогично )асчету вс.чичипы f с заменой величины М на извсст у о вели.ину К, так как П1ирина .лисга В известна, то К. - В-- - (А -f М).
После прохождени подающей те.лежкой 4 расстояния S (фиг.8) она останавливается и ножницы отрезают переднюю ирямочто.ль- ную кромку листа, кот()1 ;ая надает в проем между ножо.м 12 и нсре.дли.м краем промежуточного рольганга 14. После этого подающая тележка 4 перемещает лист 27 вперед на длину отрезаемой за1 отовки, которая ;io- житея на промежуточн1 Й pojibraHr 4, и дается команда на включение ножниц и рольгангов 14 и 17. Прилчим 11 перемещается вниз и прижимает лист 27 к столу 9 ножниц, ра.ма ножа 13 перемеилается вниз, при этом тяга 15 освобождает передний конец иро- межуточиого рольганга 14, и он под собственным весом перемещается вниз. Производится рез, отрезанный лист падает на рольганг 14, который перемещает лист вперед, рама ножа 13 перемещается вверх и посредством тяг 15 восстанавливает горизоп- тальпое положение рольганга 14. Отрезанная заготовка перемещается на рольганг 17, его роликами 18 прижимается к базовым родикам 20, при этом датчик 2 дает команду подающей тележке 19 захватить и перемещать заготовку. Дальнейщая работа рольганга 17, гильотинных ножниц 23 и концевого рольганга 20 аналогична работе соответственно рольганга 2, гильотинных ножниц 8 и промежуточного рольганга 14.
Отрезанная в размер заготовка попадает в тару 30.
Если из листа 27 получается более одной заготовки, то резка листа происходит аналогично описанному нужное число раз.
После выполнения последнего реза на столе 9 ножниц 8 остается зажатый захватами тележки 4 остаток листа - отход. Тележка 4 начинает перемещаться в обратном направлении до взаимодействия отхода листа с датчиком 7 рольганга 2. После этого захваты тележки 4 освобождают отход, тележка возвращается в исходное положение, а отход ратиками 3 рольганга 2 перемепхается в сторону тары 28 и падает в нее. Таким же образом на рольганге 17 при возврате тележки 19 отход взаимодействует с датчиком 22, после чего захваты тележки освобождают его и ролики 18 рольганга 17 транспортируют его в тару 29.
После окончания резки листа листоукладчик 1 захватывает со стола следующий лист, и цикл повторяется.
Формула изобретения
. Автоматическая линия раскроя листового материала на прямоугольные заготовки, содержащая установленные последовательно
листоперекладчик, приводной подающий рольганг с боковыми упорами, гильотинные ножницы, проводные промежуточный и второй подающий рольганги с боковыми упорами, вторые гильотинные ножницы, привод- ной концевой рольганг, механизм ориентации переднего конца заготовки и систему управления, отличающаяся тем, что, с целью рас- щирения технологических возможностей за счет увеличения номенклатуры получаемых
0 заготовок, рольганги приводные подающие снабжены приводными тележками с захватами, установленными с возможностью возвратно-поступательного перемещения в направлении подачи листового материала, при этом ролики рольгангов подающих установлены параллельно направлению подачи листа, а рольганги промежуточный и концевой одними концами шарнирно связаны посредством тяг с подвижными ножами соответствующих гильотинных ножниц, а вто0 рыми шарнирно соединены со своей станиной.
2. Линия но п. 1, отличающаяся тем, что механизм ориентации переднего конца заготовки выполнен в виде двух датчиков, об- пл.ая ось которых параллельна линии реза,
5 нри этом датчики соединены с системой управления.
5
Фиг.1
ly DitTOiap
,- - .. .-П. X) о о Qi
- 77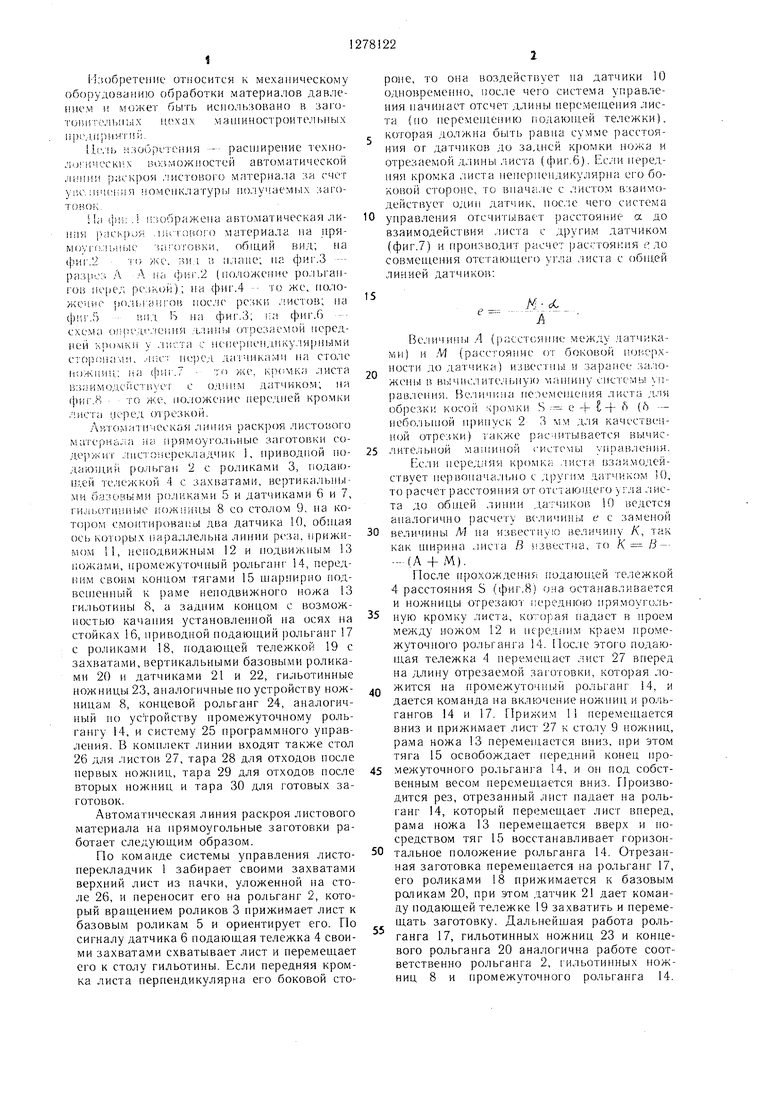
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия раскроя листового материала | 1986 |
|
SU1400800A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ПЛАНКИ | 1993 |
|
RU2074058C1 |
| Механизированная линия раскроя листового металлопроката | 1988 |
|
SU1637967A1 |
| Установка для резки листового материала | 1985 |
|
SU1271682A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Линия продольной резки листового материала | 1978 |
|
SU867536A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |

Изобретение относится к механическому оборудованию обработки .металлов давлением и может быть использовано в заготови- тельны.х цехах машиностроительных предприятий. Цель изобретения - рас1 ирение технологических воз.можностей линия раскроя листового материала за счет увеличения но.менклатуры получаемых заготовок. 5 казанная цель достигается за счет снабжения подающих рольгангов 2 и 17 лин1т раскроя листового материала приводными те- лежка.ми 4 и 19 с захватами, расположения роликов подающих рольгангов параллельно направлению нодачи листа, а также за счет выполнения механизма ориентации переднего конца заготовки в виде двух датчиков, общая ось которых параллельна линии реза. После ориентации листа тележка 4 подает лист в ножницы, которые отрезают переднюю непрямоугольную кромку листа. Затем тележка 4 перемещает лист вперед па величину отрезаемой заготовки. Производится рез,-отрезанный лист падает на рольганг 14, который перемещает лист вперед, рама ножа перемещается вверх и посредством тяг восстанавливает горизонтальное положение рольганга 14. 1 з.п.ф-лы, 8 ил. (О (Л ю j 00 кэ го
8м5 Б
п
75
13 15..
.5
27
13
0
.72 -5
I
Фиг.6
Фиг,7
21
Ш
.(
хлч авитсль Н. (JfHpH.iCHKO
i схрс.; 11 ВересКорректор М. Самборская
TiDa; -: 10(1;Подписное
ВНИИГ1И Государственного комитета СССР
по делам изобретений и открытий
ИЗОЗй, Москва, Ж-35, Раушская наб., д. 4/5
Фи.чиа/ ИПП «Патент, г. Ужгород, ул. Проектная, 4
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
