Изобретение относится к области специальной электрометаллургии, а именно к вакуумному дуговому переплаву высокореакционных металлов и сплавов, и может быть использовано при выплавке слитков первого переплава с максимальным вовлечением стружки в процесс переплава.
Наиболее распространенным (около 45% от общей массы промышленных металлических отходов) и труднее всего перерабатываемым видом отходов является стружка, сложность подготовки которой к переработке заключается в том, что она занимает большой объем и, как правило, загрязнена.
Известен способ получения расходуемых электродов с использованием 10-15% стружки титановых сплавов, остальное - титановая губка (Кипарисов С.С. и др. Переработка титанового скрапа. - М. 1984, вып.1).
Недостатком способа является использование значительного количества дорогостоящей титановой губки, а также недостаточная механическая прочность электродов, что может привести к их разрушению в процессе переплава.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению является способ изготовления слитков из некомпактных стальных отходов (RU 2148665, МПК7 С22В 9/18, публ. 2000 г. Бюл. №13) - прототип. Способ включает загрузку в кристаллизатор вакуумной дуговой электропечи расходуемого прессованного из отходов электрода с запрессованными в блоки порциями флюса и постепенное совместное расплавление отходов и флюса, совмещающее процессы электрошлакового переплава и вакуумного дугового переплава.
Недостатком известного способа является невозможность получения цельного прессованного электрода длиной более двух метров и, вследствие этого, невозможность получить путем вакуумного дугового переплава слиток с максимальным вовлечением стружки, на что направлено заявляемое изобретение.
Известна вакуумная дуговая печь для выплавки слитков высокореакционных металлов и сплавов, содержащая вакуумную камеру, электрододержатель, кристаллизатор, поддон и токоподвод (Андреев А.Л., Аношкин Н.Ф. и др. Титановые сплавы. Плавка и литье титановых сплавов. - М.: Металлургия, 1994, с.151-152, рис.54) - прототип.
Недостатком известной печи является то, что данная печь предназначена для переплава только расходуемого электрода. Добавление дополнительных шихтовых материалов в процессе плавления электрода конструктивно невозможно.
Задачей, на решение которой направлено данное изобретение, является увеличение доли вовлекаемых вторичных отходов, в частности стружки, в процесс выплавки слитков с возможностью получения слитков требуемого химического состава.
Поставленная задача решается тем, что в способе изготовления слитков высокореакционных металлов и сплавов, включающем загрузку прессованного расходуемого электрода в кристаллизатор вакуумной дуговой печи и постепенное сплавление электрода, согласно изобретению по мере сплавления прессованного расходуемого электрода в кольцевой зазор между электродом и стенкой кристаллизатора печи порционно подают титановую стружку и расплавляют ее одновременно с расходуемым электродом. Кроме того, после загрузки расходуемого электрода в кристаллизатор на его поддон насыпают, по крайней мере, одну порцию титановой стружки.
Поставленная задача также решается тем, что вакуумная дуговая печь для изготовления слитков высокореакционных металлов и сплавов, содержащая вакуумную камеру, электрододержатель, кристаллизатор, поддон и токоподвод, согласно изобретению снабжена шихтовым бункером для порционной подачи в кристаллизатор титановой стружки, соединенным с кристаллизатором печи посредством переходного фланца с окном и выполненным с решеткой в нижней части приемной воронки и лотком на выходе из шихтового бункера, поверхность которого выполнена в виде двух ручьев, разделяющих поступающую в кристаллизатор стружку на два потока. Кроме того, печь дополнительно содержит два привода и два реле времени, которые приводят в движение, как поочередно, так и вместе, решетку и лоток.
Сущность заявляемого изобретения поясняется графическими материалами. На фиг.1 показана схема предлагаемой вакуумной дуговой печи с шихтовым бункером.
На фиг.2 представлена схема лотка с перегородками, разделяющими его на два ручья для подачи стружки в кристаллизатор печи.
Печь содержит вакуумную камеру 3, кристаллизатор 5, поддон 6, а также электрододержатель 1, к которому крепится электрод 2. Печь с помощью переходного фланца 4 и лотка 11 соединена с шихтовым бункером 7, который в своей нижней части имеет приемную воронку 8 с размещенной в ней решеткой 9. Решетка 9 и лоток 11 приводятся в движение вибраторами 10. Стружка в кристаллизатор 5 печи подается через окно 12, расположенное в переходном фланце 4.
Вакуумная дуговая печь работает следующим образом.
Вакуумную камеру 3, переходной фланец 4, кристаллизатор 5 закрепляют между собой стационарно. В нижней части кристаллизатора расположен поддон 6, на который насыпают порцию стружки. Расходуемый прессованный электрод 2 приваривают к электрододержателю 1. Печь вакуумируют. Перед включением источника питания дуги и наведением ванны жидкого металла была произведена смена полярности горения дуги с прямой на обратную. После расплавления первой порции стружки и части прессованного электрода производят порционную подачу стружки из шихтового бункера. Стружка из шихтового бункера 7 поступает через решетку 9, расположенную в приемной воронке 8 на лоток 11 и через окно 12, расположенное в переходном фланце 4 ссыпается двумя потоками в зазор между расходуемым электродом 2 и стенкой кристаллизатора 5. Поверхность лотка 11 выполнена в виде двух ручьев. Вибраторы 10 решетки 9 и лотка 11 используются в технологическом процессе как поочередно, так и одновременно. При помощи двух реле времени, установленных на рабочем пульте плавильщика, регулируется масса ссыпаемой стружки. Порционная подача стружки происходит в процессе всей плавки до полного сплавления электрода. После охлаждения слитка производится его выгрузка.
Пример осуществления способа.
Плавление слитка осуществляли в вакуумной дуговой электрической печи ВД 650 с использованием прессованного расходуемого электрода титанового сплава Вт6 массой 520 кг, диаметром 390 мм, длиной 1120 мм. Общее количество отходов в прессованном электроде составило 38%, в том числе титановой стружки 18%, что соответствует 94 кг массы электрода. В процессе плавления производили порционное ссыпание стружки сплава Вт6 в количестве 226 кг. Таким образом, суммарное количество стружки в выплавленном слитке составило 44%.
Полученный слиток подвергли двум дополнительным переплавам в вакуумной дуговой печи.
Химический состав полученного слитка приведен в таблице.
Химический состав слитка соответствовал ГОСТ 19807-91 «Титан и сплавы титановые деформируемые. Марки.»
Предлагаемый способ изготовления слитков и вакуумная дуговая печь для его осуществления, по сравнению с известными, позволяют обеспечить дополнительное (до 26% и более) вовлечение шихтовых материалов в виде стружки в процесс изготовления слитков и получить слитки с требуемым химическим составом для дальнейшего использования в металлообрабатывающей промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2263721C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА | 2006 |
|
RU2313590C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2005 |
|
RU2317343C2 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОЛИТНЫХ СЛИТКОВ-ЭЛЕКТРОДОВ | 2008 |
|
RU2386707C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2082789C1 |
| ПЕЧЬ ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ РЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2426804C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2007 |
|
RU2356188C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2244029C2 |
| СПОСОБ ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ "КАРУСЕЛЬНАЯ ПЛАВКА И ДОННЫЙ СЛИВ - КПДС" | 2002 |
|
RU2291209C2 |
Изобретение относится к области специальной электрометаллургии, а именно к вакуумному дуговому переплаву высокореакционных металлов и сплавов, и может быть использовано при выплавке слитков первого переплава с максимальным вовлечением стружки в процесс переплава. В способе изготовления слитков по мере сплавления электрода в вакуумной дуговой печи в кольцевой зазор между электродом и стенкой кристаллизатора порционно подают титановую стружку, которая расплавляется одновременно с расходуемым электродом. Вакуумная дуговая печь снабжена шихтовым бункером для порционной подачи в кристаллизатор титановой стружки, соединенным с кристаллизатором печи посредством переходного фланца с окном и выполненным с решеткой в нижней части приемной воронки и лотком на выходе из шихтового бункера, поверхность которого выполнена в виде двух ручьев, разделяющих поступающую в кристаллизатор стружку на два потока. Изобретение обеспечивает дополнительное вовлечение (до 26% и выше) стружки в процесс выплавки слитков титановых сплавов. 2 н. и 2 з.п. ф-лы, 1 табл., 2 ил.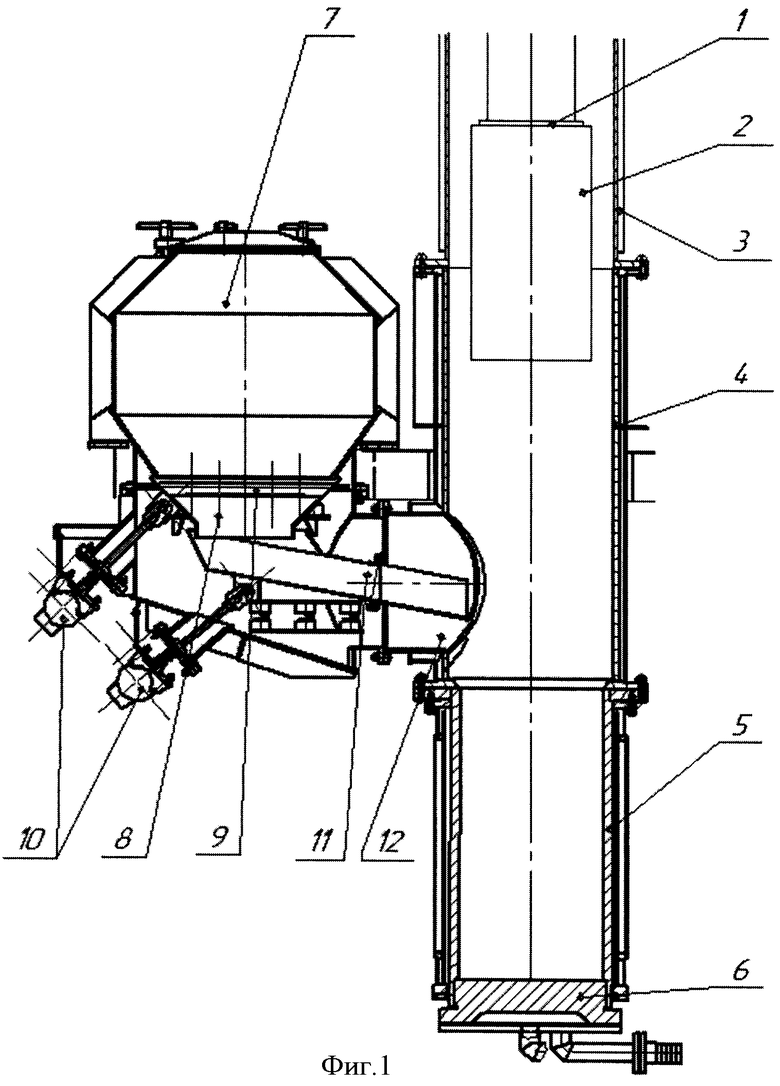
1. Способ изготовления слитков высокореакционных металлов и сплавов, включающий загрузку прессованного расходуемого электрода в кристаллизатор вакуумной дуговой печи и постепенное сплавление расходуемого электрода, отличающийся тем, что по мере сплавления прессованного расходуемого электрода в кольцевой зазор между электродом и стенкой кристаллизатора печи порционно подают титановую стружку и расплавляют ее одновременно с расходуемым электродом.
2. Способ по п.1, отличающийся тем, что после загрузки расходуемого электрода в кристаллизатор на его поддон насыпают по крайней мере одну порцию титановой стружки.
3. Вакуумная дуговая печь для изготовления слитков высокореакционных металлов и сплавов, содержащая вакуумную камеру, электрододержатель, кристаллизатор, поддон и токоподвод, отличающаяся тем, что она снабжена шихтовым бункером для порционной подачи в кристаллизатор титановой стружки, соединенным с кристаллизатором печи посредством переходного фланца с окном и выполненным с решеткой в нижней части приемной воронки и лотком на выходе из шихтового бункера, поверхность которого выполнена в виде двух ручьев, разделяющих поступающую в кристаллизатор стружку на два потока.
4. Вакуумная дуговая печь по п.3, отличающаяся тем, что она дополнительно содержит два привода и два реле времени, которые приводят в движение как поочередно, так и вместе решетку и лоток.
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛИТКОВ ИЗ НЕКОМПАКТНЫХ СТАЛЬНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ БЛОКОВ СТАЛЬНЫХ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2148665C1 |
| АНДРЕЕВ А.Л | |||
| и др | |||
| Титановые сплавы | |||
| Плавка и литье титановых сплавов | |||
| - М.: Металлургия, 1994, с.151-152, рис.54 | |||
| Дозирующее устройство | 1983 |
|
SU1135204A1 |
| Способ электрошлаковой выплавки ферротитана | 1990 |
|
SU1765222A1 |
| Дозатор для введения присадок в вакуумную плавильную печь | 1957 |
|
SU110355A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА МОНТАЖА ВНУТРИРЕАКТОРНЫХ ТЕРМОДАТЧИКОВ | 2014 |
|
RU2565249C1 |

