Настоящее изобретение относится к способу и устройству для изготовления полуфабриката для производства шин для колес транспортных средств. Более точно, указанный полуфабрикат содержит множество удлиненных усилительных элементов, заделанных в эластомерный материал.
Изобретение также относится к способу и установке для изготовления пневматических шин, включающим в себя, соответственно, вышеупомянутый способ и устройство.
Известно, что изготовление шины для колес транспортных средств, как правило, предусматривает подготовку каркасной конструкции, содержащей один или несколько слоев каркаса, каждый из которых образован посредством наматывания по окружности, по меньшей мере, одного полуфабриката на барабане для сборки или в машине для сборки шин, при этом указанный полуфабрикат содержит текстильные или металлические усилительные корды, направленные поперек к протяженности самого промышленного изделия в продольном направлении.
Когда намотка будет завершена, соответственно противоположные концевые клапаны слоя каркаса загибают вверх, подобно крыльевой ленте, вокруг кольцевых удерживающих конструктивных элементов, каждый из которых обычно образован из по существу периферийной кольцевой вставки, на которую по радиусу снаружи наложена, по меньшей мере, одна наполнительная усилительная лента.
Затем с каркасной конструкцией соединяют брекерную конструкцию, содержащую один или несколько слоев брекера, размещенных так, что они перекрываются в радиальном направлении друг относительно друга и относительно каркасного слоя, и имеющих текстильные или металлические усилительные корды, расположенные поперек и/или по существу параллельно протяженности шины в окружном направлении. Протекторный браслет, также изготовленный из эластомерного материала подобно другим полуфабрикатам, образующим шину, накладывают на брекерную конструкцию по радиусу снаружи по отношению к нему.
В целях настоящего описания следует указать, что под термином "эластомерный материал" подразумевается композиция, содержащая, по меньшей мере, один эластомерный полимер и, по меньшей мере, один усиливающий наполнитель. Предпочтительно, данная композиция дополнительно содержит добавки, например, такие как вещества, вызывающие образование межмолекулярных связей между макромолекулами (сшивающие агенты), и/или пластификаторы. Благодаря наличию сшивающих агентов данный материал может быть сшит посредством нагрева для образования готового промышленного изделия. Кроме того, перед наложением или после наложения протекторного браслета соответствующие боковины из эластомерного материала накладывают на боковые поверхности каркасной конструкции, при этом каждая из боковин выступает из одного из боковых краев протекторного браслета для закрытия соответствующего кольцевого удерживающего усилительного конструктивного элемента на бортах.
Полуфабрикат, используемый для образования слоя каркаса, обычно получают посредством отрезания по размеру части непрерывного промышленного изделия, полученного на предшествующей технологической операции. Более точно, изготовление подобного изделия включает в себя подготовительную технологическую операцию, на которой, например, посредством каландрования, множество кордов, расположенных параллельно друг другу, покрывают слоем необработанного (исходного) эластомерного материала с тем, чтобы получить непрерывное промышленное изделие, в котором указанные корды расположены в продольном направлении. Впоследствии промышленное изделие разрезают в поперечном направлении для получения секций с длиной, соответствующей поперечному размеру промышленного изделия, которое должно быть получено.
Эти секции последовательно соединяют либо встык, либо с небольшим перекрытием для образования непрерывного промышленного изделия, корды которого направлены поперек к его протяженности в продольном направлении.
Пример того, как изготавливать непрерывное готовое изделие в соответствии с вышеуказанными способами, описан в документе US 2003/0051794 A1.
В документе US 2002/0195186 A1 предлагается подготовка промышленного изделия, предназначенного для использования при образовании слоя каркаса, начиная от полученного путем непрерывной экструзии лентообразного элемента, содержащего корды, расположенные в продольном направлении бок о бок друг относительно друга и заделанные в слой эластомерного материала.
Экструдированный лентообразный элемент наматывают по спирали вокруг цилиндрического барабана так, что боковые края каждого витка находятся в плотном контакте друг с другом, в результате чего образуется цилиндрический рукав. Цилиндрический рукав впоследствии разрезают в направлении, ортогональном к углу намотки витка. Цилиндрический рукав затем укладывают в плоскости так, чтобы получить промышленное изделие в виде прямоугольного листа, состоящего из множества лентообразных секций, расположенных параллельно и вблизи друг друга. Промышленное изделие в виде листа впоследствии наматывают на цилиндрический барабан так, чтобы лентообразные секции проходили параллельно геометрической оси самого барабана, в результате чего образуется слой каркаса в виде трубчатого элемента, имеющего корды, ориентированные параллельно его геометрической оси, который должен быть использован при изготовлении шины.
Тем не менее, вышеописанный способ обусловливает лишенное непрерывности производство полуфабриката, размеры которого как в продольном, так и в поперечном направлении непосредственно коррелируются соответственно с протяженностью цилиндрической опоры, на которую наматывают непрерывную ленту, в продольном и окружном направлении.
В документе ЕР 1226926 раскрыто устройство, оснащенное двумя цилиндрическими роликами, расположенными, соответственно, в пункте намотки и в пункте разрезания. Ролики установлены на поворотной опоре, которая за счет поворота на 180° обеспечивает возможность их перестановки между пунктом намотки и пунктом разрезания. В пункте намотки непрерывную ленту, содержащую корды, расположенные в продольном направлении бок о бок друг относительно друга и заделанные в слой эластомера, наматывают по спирали на соответствующий ролик так, чтобы края витков были расположены вблизи друг друга для образования цилиндрического трубчатого рукава. Посредством поворота поворотной опоры на 180° ролик, покрытый трубчатым рукавом, перемещают в пункт разрезания, в котором трубчатый рукав разрезают во время двух последующих операций в соответствии с двумя образующими, расположенными в диаметрально противоположных положениях, с тем, чтобы образовать два прямоугольных полуфабриката, имеющих длину, соответствующую аксиальному размеру трубчатого рукава, и ширину, соответствующую полуокружности самого трубчатого рукава.
Каждый полуфабрикат, имеющий корды, расположенные бок о бок параллельно друг другу и ориентированные поперек к его протяженности в продольном направлении, выполнен с возможностью отделения его от цилиндрического ролика для использования его в целях образования слоя каркаса для шины.
Однако вышеописанное устройство также обусловливает использование лишенного непрерывности технологического процесса получения полуфабрикатов, подлежащих использованию при образовании слоев каркаса. Кроме того, при данном процессе максимальный размер получаемых полуфабрикатов в продольном направлении непосредственно связан с протяженностью ролика, на который наматывают лентообразный элемент, в аксиальном направлении.
Преимущества, достигаемые в соответствии с настоящим изобретением, заключаются в упрощении оборудования, требуемого для изготовления полуфабриката, а также в увеличении производительности и технологической гибкости при изготовлении шин, имеющих геометрические характеристики и конструктивные признаки, отличающиеся друг от друга, также партиями небольшой величины, посредством реализации на практике непрерывного производственного процесса, при котором трубчатое промышленное изделие, полученное посредством намотки непрерывного удлиненного элемента в виде витков, расположенных бок о бок друг относительно друга, перемещают в продольном направлении от области намотки к области разрезания.
Следовательно, в соответствии с изобретением существует возможность изготовления рулонов полуфабриката без разрывов непрерывности, связанных с образованием предварительных стыков, которые имеют место при известных процессах. Кроме того, существует возможность наматывания указанного полуфабриката для обеспечения возможности последующего стыкования с несколькими сборочными машинами, известными в данной области техники, посредством непрерывной подачи полуфабриката без необходимости предварительного разрезания.
Согласно первому объекту настоящего изобретения создан способ изготовления полуфабриката, состоящего из множества удлиненных усилительных элементов, заделанных в эластомерный материал, при котором подготавливают, по меньшей мере, один непрерывный удлиненный элемент, включающий в себя, по меньшей мере, один удлиненный усилительный элемент и необработанное эластомерное покрытие, нанесенное на усилительный элемент; наматывают непрерывный удлиненный элемент на формообразующую опору для образования витков, находящихся в контакте друг с другом и намотанных вокруг геометрической оси формообразующей опоры; поступательно перемещают витки вдоль геометрической оси в зону разрезания; разрезают витки в зоне разрезания для образования непрерывного полуфабриката, имеющего удлиненные усилительные элементы, расположенные параллельно друг другу, каждый из которых проходит между двумя противоположными продольными краями полуфабриката. Непрерывный удлиненный элемент направляют вдоль направляющей траектории, содержащей концевой участок, направленный к цилиндрической поверхности для наложения определяемой формообразующей опорой; при этом направляющая траектория имеет центрирующий участок, проходящий в направлении, по существу коаксиальном с формообразующей опорой, и отклоняющий участок, проходящий от центрирующего участка к концевому участку.
Предпочтительно, подготовку непрерывного удлиненного элемента осуществляют посредством перемещения, по меньшей мере, одного удлиненного усилительного элемента в продольном направлении через экструдер для экструзии эластомерного покрытия.
Предпочтительно, непрерывный удлиненный элемент, выходящий из экструдера, непосредственно соединяют с укладываемым витком.
Предпочтительно, непрерывный удлиненный элемент содержит один удлиненный усилительный элемент.
Предпочтительно, непрерывный удлиненный элемент содержит множество удлиненных усилительных элементов, расположенных параллельно и вблизи друг друга.
Предпочтительно, намотку выполняют посредством поворота концевого участка направляющей траектории концентрически относительно геометрической оси формообразующей опоры.
Предпочтительно, два отдельных удлиненных элемента одновременно наматывают на формообразующую опору.
Предпочтительно, удлиненные элементы направляют вдоль направляющих траекторий, имеющих противоположные в аксиальном направлении центрирующие участки.
Предпочтительно, поступательное перемещение повторяют после образования каждого витка.
Предпочтительно, поступательное перемещение витков осуществляют посредством приложения составляющей осевого усилия параллельно геометрической оси формообразующей опоры к последнему витку, уложенному на формообразующую опору.
Предпочтительно, составляющую осевого усилия прикладывают посредством поступательного перемещения толкающего элемента на формообразующей опоре, при этом толкающий элемент выполняют подвижным концентрично относительно геометрической оси по существу в плоскости, смещенной в аксиальном направлении относительно места наложения непрерывного удлиненного элемента на саму формообразующую опору.
Предпочтительно, осевую составляющую толкающего осевого усилия прикладывают за счет укладки непрерывного удлиненного элемента на входной участок формообразующей опоры, сужающийся к поверхности для наложения с противоположной стороны по отношению к зоне разрезания.
Предпочтительно, дополнительно противодействуют поступательному перемещению витков против направления действия составляющей осевого усилия для обеспечения прижатия эластомерного покрытия каждого витка к эластомерному покрытию ранее уложенного витка.
Предпочтительно, противодействие поступательному перемещению витков постепенно уменьшают в направлении зоны разрезания.
Предпочтительно, одновременно с составляющей осевого усилия осуществляют приложение составляющей вспомогательного осевого усилия, направленной к формообразующей опоре, к витку, уложенному последним.
Предпочтительно, разрезание витков выполняют одновременно с поступательным перемещением.
Предпочтительно, разрезание витков выполняют посредством размещения разрезающего устройства, работающего в направлении поступательного перемещения самих витков.
Предпочтительно, разрезание витков выполняют после их поступательного перемещения.
Предпочтительно, дополнительно поступательно перемещают витки с формообразующего элемента на вспомогательный опорный элемент перед выполнением разрезания витков.
Предпочтительно, дополнительно поступательно перемещают непрерывный полуфабрикат на плоскость сборки одновременно с поступательным перемещением витков к зоне разрезания.
Предпочтительно, концы разрезанных витков перемещают в сторону друг от друга для укладки непрерывного полуфабриката на плоскость сборки.
Согласно второму объекту настоящего изобретения создан способ изготовления шин для транспортных средств, при котором собирают каркасную конструкцию посредством, по меньшей мере, следующих операций: подготовки, по меньшей мере, одного каркасного слоя, имеющего соответственно противоположные первый и второй концы; соединения друг с другом противоположных концов каркасного слоя для образования каркасного трубчатого элемента; соединения кольцевых усилительных конструктивных элементов с соответствующими противоположными краями каркасного трубчатого элемента; придают каркасной конструкции тороидальную форму; подготавливают брекерный пояс, содержащий, по меньшей мере, один слой брекера; накладывают брекерный пояс на каркасную конструкцию по радиусу снаружи; накладывают пару боковин на каркасную конструкцию сбоку, соответственно с противоположных сторон каркасной конструкции; накладывают протекторный браслет на брекерный пояс по радиусу снаружи; формуют и вулканизируют шины. Подготовка, по меньшей мере, одного элемента, выбранного из, по меньшей мере, одного каркасного слоя и, по меньшей мере, одного слоя брокера, включает в себя отрезку участка заданной длины от непрерывного полуфабриката, полученного вышеописанным способом изготовления полуфабриката.
Предпочтительно, протекторный браслет накладывают посредством намотки, по меньшей мере, одного первого непрерывного удлиненного элемента из эластомерного материала в виде периферийных витков на брекерный пояс.
Предпочтительно, пару боковин накладывают посредством намотки, по меньшей мере, одного непрерывного удлиненного элемента из эластомерного материала в виде периферийных витков вокруг каркасной конструкции.
Согласно третьему объекту настоящего изобретения создано устройство для изготовления полуфабриката, содержащего множество удлиненных усилительных элементов, заделанных в эластомерный материал, содержащее, по меньшей мере, одно устройство для подготовки, по меньшей мере, одного непрерывного удлиненного элемента, включающего в себя, по меньшей мере, один удлиненный усилительный элемент, покрытый необработанным эластомерным материалом, нанесенным на удлиненный усилительный элемент; по меньшей мере, одно устройство для намотки непрерывного удлиненного элемента на формообразующую опору для образования витков, находящихся в контакте друг с другом и намотанных вокруг геометрической оси формообразующей опоры; по меньшей мере, одно устройство для обеспечения поступательного перемещения витков вдоль геометрической оси к зоне разрезания; по меньшей мере, одно разрезающее устройство для разрезания витков в зоне разрезания так, чтобы образовать непрерывный полуфабрикат, имеющий удлиненные усилительные элементы, расположенные параллельно и вблизи друг друга, каждый из которых проходит между двумя противоположными продольными краями полуфабриката. Намоточное устройство содержит направляющий элемент, взаимодействующий с непрерывным удлиненным элементом с возможностью скольжения в соответствии с направляющей траекторией, имеющей концевой участок, направленный к поверхности для наложения определяемой формообразующей опорой; при этом направляющий элемент имеет центрирующий участок, проходящий в направлении, по существу коаксиальном с формообразующей опорой, и отклоняющий участок, проходящий от центрирующего участка до концевого участка.
Предпочтительно, устройство для подготовки содержит, по меньшей мере, один экструдер, предназначенный для экструзии эластомерного покрытия, и устройства для перемещения удлиненного усилительного элемента в продольном направлении через экструдер.
Предпочтительно, устройство для подготовки содержит, по меньшей мере, одну бобину для подачи удлиненного непрерывного элемента.
Предпочтительно, намоточное устройство дополнительно содержит, по меньшей мере, одно устройство для приведения направляющего элемента во вращение вокруг геометрической оси формообразующей опоры.
Предпочтительно, по меньшей мере, один направляющий элемент дополнительно содержит, по меньшей мере, один дополнительный центрирующий участок, противоположный центрирующему участку в аксиальном направлении и предназначенный для взаимодействия со вторым непрерывным удлиненным элементом.
Предпочтительно, устройства для обеспечения поступательного перемещения содержат, по меньшей мере, один толкающий элемент, выполненный с возможностью перемещения вокруг поверхности для наложения формообразующей опоры, в соответствии с траекторией, по существу находящейся в плоскости, смещенной в аксиальном направлении относительно места наложения непрерывного удлиненного элемента на саму формообразующую опору, для передачи осевой составляющей осевого усилия непрерывному удлиненному элементу, уложенному на формообразующую опору.
Предпочтительно, по меньшей мере, одно намоточное устройство несет толкающий элемент, жестко прикрепленный к нему.
Предпочтительно, устройство дополнительно содержит, по меньшей мере, один поджимающий элемент, функционально соединенный с толкающим элементом для передачи составляющей вспомогательного осевого усилия, направленной к формообразующей опоре, удлиненному элементу.
Предпочтительно, формообразующая опора имеет поверхность для наложения, имеющую, по меньшей мере, один концевой участок, сужающийся по направлению к разрезающему устройству.
Предпочтительно, устройства для обеспечения поступательного перемещения содержат входной участок формообразующей опоры, сужающийся на поверхности для наложения, по направлению к зоне разрезания и выполненный с возможностью приема непрерывного удлиненного элемента, поступающего от намоточных устройств.
Предпочтительно, устройства для обеспечения поступательного перемещения содержат, по меньшей мере, один ленточный конвейер, проходящий от формообразующей опоры до зоны разрезания.
Предпочтительно, разрезающее устройство содержит вращающийся нож, работающий в продольной прорези, образованной во вспомогательном опорном элементе, проходящем в аксиальном направлении как продолжение формообразующей опоры.
Согласно четвертому объекту настоящего изобретения создана установка для изготовления шин для колес транспортных средств, содержащая устройства для подготовки полуфабрикатов, предназначенных для образования, по меньшей мере, одного составляющего элемента шины; по меньшей мере, одно устройство для сборки полуфабрикатов; по меньшей мере, одно устройство для формования и вулканизации. Устройства для подготовки полуфабрикатов представляют собой устройства вышеописанного типа.
Дополнительные признаки и преимущества станут более очевидными из подробного описания предпочтительного, но не единственного варианта осуществления способа и устройства для непрерывного изготовления промышленного изделия, подлежащего использованию при изготовлении шин, в соответствии с настоящим изобретением. Данное описание будет приведено ниже со ссылкой на прилагаемые чертежи, приведенные в качестве неограничивающего примера, на которых:
фиг.1 - схематический вид сбоку устройства для непрерывного изготовления полуфабриката в соответствии с настоящим изобретением;
фиг.2 - устройство, если смотреть на него с правой стороны относительно фиг.1;
фиг.3 - деталь рассматриваемого устройства в увеличенном масштабе;
фиг.4 - вид сбоку альтернативного варианта осуществления устройства;
фиг.5 - схематический вид сбоку дополнительного альтернативного варианта осуществления изобретения;
фиг.6 - деталь устройства согласно изобретению в увеличенном масштабе в возможном альтернативном варианте осуществления;
фиг.7 - приведенное в качестве примера поперечное сечение шины, получаемой в соответствии с настоящим изобретением.
Как показано на чертежах, ссылочной позицией 1 обозначено устройство для изготовления полуфабриката, содержащего множество удлиненных усилительных элементов, заделанных в эластомерный материал, и предназначенного для изготовления шин для колес транспортных средств в соответствии с настоящим изобретением.
Более точно, устройство 1 и способ, реализуемый на практике с помощью данного устройства, предназначены для использования в установке для производства шин. Только в качестве указания следует отметить, что шина, получаемая в соответствии с изобретением, обозначена в целом ссылочной позицией 2 на фиг.7, и она по существу содержит каркасную конструкцию 3, имеющую, по меньшей мере, один слой 4 каркаса, выполненный с концевыми клапанами 4а, загнутыми вверх вокруг соответствующих кольцевых усилительных конструктивных элементов 5 на бортах. Брекерный пояс 6, содержащий один или несколько слоев 6а брекера, наложен по радиусу снаружи на слой 4 каркаса. Протекторный браслет 7 наложен на брекерный пояс 6 по радиусу снаружи. От противоположных боковых краев протекторного браслета 7 вблизи кольцевых усилительных конструктивных элементов 5 проходят две боковины 8, наложенные сбоку и аксиально снаружи на каркасную конструкцию 3.
Установка, с которой соединено устройство 1, по существу содержит устройства для подготовки полуфабрикатов, предназначенные для образования, по меньшей мере, одного из вышеупомянутых составляющих элементов шины, по меньшей мере, одно устройство для сборки полуфабрикатов в соответствии с заданной последовательностью сборки и, по меньшей мере, одно устройство для формования и вулканизации собранной шины. Данные устройства не описаны дополнительно и не показаны подробно, поскольку они могут быть выполнены известным в данной области техники образом. Они функционируют так, чтобы обеспечить изготовление шин в соответствии со способом, включающим в себя сборку каркасной конструкции 3 посредством выполнения предварительной операции изготовления, по меньшей мере, одного слоя 4 каркаса в виде полосы, имеющей соответственно противоположные первый и второй концы. С помощью барабана для сборки, представляющего собой часть вышеупомянутых устройств для сборки полуфабрикатов, слой 4 каркаса наматывают в окружном направлении, соединяя друг с другом противоположные концы данного слоя для образования так называемого каркасного трубчатого элемента; затем кольцевые удерживающие конструктивные элементы 5 соединяют с соответствующими противоположными краями данного слоя, предназначенными для образования вышеупомянутых концевых клапанов 4а. Впоследствии каркасной конструкции 3 придают тороидальную форму для выполнения наложения брекерного пояса 6 радиально снаружи на саму каркасную конструкцию. Сборку шины завершают посредством наложения боковин 8, которые размещают сбоку на соответственно противоположных сторонах каркасной конструкции 3, и наложения протекторного браслета 7, который размещают радиально снаружи по отношению к брекерному поясу 6, так что затем выполняют конечную операцию формования и вулканизации шины.
В предпочтительном варианте осуществления указанный протекторный браслет 7 накладывают посредством намотки, по меньшей мере, одного первого непрерывного удлиненного элемента из эластомерного материала в виде периферийных витков на брекерный пояс 6.
В дополнительном предпочтительном варианте осуществления наложение указанных боковин 8 осуществляется посредством намотки, по меньшей мере, одного непрерывного удлиненного элемента из эластомерного материала в виде периферийных витков на каркасную конструкцию 3.
Устройство 1 в соответствии с изобретением может, предпочтительно, представлять собой неотъемлемую часть вышеупомянутых устройств, пригодных для подготовки полуфабрикатов. Более точно, устройство 1 предназначено для изготовления непрерывного полуфабриката 9, содержащего множество кордов или удлиненных усилительных элементов другого типа, заделанных в эластомерный материал, при этом указанный полуфабрикат 9 подлежит использованию для изготовления указанного, по меньшей мере, одного слоя 4 каркаса и/или, по меньшей мере, одного из слоев 6а, подлежащих использованию при образовании брекерного пояса 6.
Полуфабрикат 9 изготавливают, начиная, по меньшей мере, с одного непрерывного удлиненного элемента 10, который может состоять из текстильного или металлического корда, покрытого необработанным эластомерным материалом, как предусмотрено в вариантах осуществления, проиллюстрированных на фиг.1-3, или с полосообразного элемента, содержащего два или более кордов, расположенных в продольном направлении вблизи друг друга и заделанных в необработанный эластомерный материал.
Непрерывный удлиненный элемент 10 может быть изготовлен с помощью устройства, например, содержащего, по меньшей мере, один экструдер 11, через который в продольном направлении пропускают удлиненный усилительный элемент и который выполнен с возможностью экструзии эластомерного покрытия так, чтобы непосредственно наносить его на сам усилительный элемент, пока ведущие ролики 12 или эквивалентные приводные устройства осуществляют перемещение данного усилительного элемента в продольном направлении, как показано на фиг.1 в качестве примера.
Как вариант, непрерывный удлиненный элемент 10, выполненный в виде либо корда, либо полосообразного элемента, может быть изготовлен отдельно, вне устройства 1, на предшествующей технологической операции, и в этом случае устройства для подготовки могут, например, содержать, по меньшей мере, одну подающую бобину 13, с которой удлиненный элемент сматывают во время технологического процесса.
Непрерывный удлиненный элемент 10, выходящий из экструдера 11 или поступающий с бобины 13 или от других устройств для подготовки, подвергают воздействию, по меньшей мере, одного намоточного устройства 14, обеспечивающего намотку указанного элемента вокруг геометрической оси Х предпочтительно цилиндрической формообразующей опоры 15, более предпочтительно - формообразующей опоры с круглым основанием, для образования из самого удлиненного элемента множества витков S, находящихся в контакте друг с другом.
Предпочтительно, формообразующая опора 15 жестко опирается на неподвижную конструкцию 16, и намоточное устройство 14 содержит, по меньшей мере, один направляющий элемент 17, входящий в контакт с непрерывным удлиненным элементом 10 с возможностью скольжения на направляющей траектории, имеющей концевой участок 18, ориентированный по направлению к поверхности 15а для наложения, которая, предпочтительно, является цилиндрической с круглым основанием и определяется формообразующей опорой 15. Предпочтительно, направляющий элемент 17 дополнительно имеет центрирующий участок 19, проходящий в направлении, по существу коаксиальном с формообразующей опорой 15, то есть вдоль оси X, и отклоняющий участок 20, проходящий от центрирующего участка 19 по направлению к концевому участку 18.
Приводное устройство 21 приводит в действие направляющий элемент 17, так что концевой участок 18 вращается вокруг поверхности 15а для наложения, концентрически относительно геометрической оси Х формообразующей опоры 15. В результате этого осуществляется волочение непрерывного удлиненного элемента 10, непосредственно поступающего из экструдера 11 или с бобины 13, вдоль траектории, определяемой направляющим элементом 17, и укладка его на формообразующую опору 15 за счет вращения самого направляющего элемента. В примерах, показанных на фиг.1 и 4, ссылочной позицией 23 обозначено компенсирующее устройство, которое известным образом взаимодействует с участком непрерывного удлиненного элемента 10, имеющим соответствующую длину, для компенсации возможных различий между скоростью подачи, обеспечиваемой экструдером 11, и скоростью намотки на формообразующую опору 15.
В варианте осуществления, показанном на фиг.4, устройство 1 выполнено с возможностью осуществления одновременной намотки двух отдельных удлиненных элементов 10, 10а, каждый из которых содержит один корд или другой соответствующий удлиненный усилительный элемент.
С этой целью может быть предусмотрено то, что дополнительный центрирующий участок 19а, смещенный в аксиальном направлении или, предпочтительно, аксиально противоположный по отношению к центрирующему участку 19, будет соединен с направляющим элементом 17 для взаимодействия со вторым непрерывным удлиненным элементом 10а, выходящим из соответствующего экструдера 11а или поступающим с подающей бобины в направлении, противоположном тому, в котором поступает первый непрерывный удлиненный элемент 10.
Более подробно, предпочтительно установлены два направляющих элемента 17, 17а, при этом указанные направляющие элементы закреплены с возможностью вращения концентрически относительно геометрической оси Х и со смещением в угловом направлении так, чтобы образовать соответствующие концевые участки 18, 18а, например, в диаметрально противоположных местах относительно формообразующей опоры 15. Направляющие элементы 18, 18а имеют соответствующие центрирующие участки 19, 19а, присоединенные в аксиально противоположных местах так, чтобы они были приспособлены для приема соответствующих непрерывных удлиненных элементов 10, 10а, поступающих в аксиально противоположных направлениях. Таким образом, существует
возможность выполнения одновременной намотки непрерывных удлиненных элементов 10, 10а, поступающих из соответствующих экструдеров 11, 11а или, как вариант, из одного экструдера, без вращения вокруг оси X, сообщаемого направляющими элементами 17, 17а и вызывающего какое-либо закручивающее воздействие одного удлиненного элемента на другой.
В варианте осуществления с фиг.5, в котором непрерывный удлиненный элемент 10 выполнен в виде полосообразного элемента, траектория, определяемая направляющим элементом 17, может иметь со стороны, противоположной по отношению к концевому участку 18, вспомогательный отклоняющий участок 24, сходящийся к центрирующему участку 19, начиная от входного участка 25, отстоящего от геометрической оси X, предпочтительно, по меньшей мере, на радиус намотки самого удлиненного элемента на подающей бобине 13. Предпочтительно, подающая бобина 13 закреплена с возможностью вращения относительно оси вращения, по существу коаксиальной с геометрической осью Х формообразующей опоры 15.
Радиус намотки удлиненного элемента 10 на подающей бобине 13 предпочтительно меньше радиуса намотки витков S на формообразующей опоре 15. Следовательно, часть удлиненного элемента 10, необходимую для образования каждого витка, снимают с бобины 13 частично за счет операции разматывания, выполняемой посредством вращения входного участка 25 вокруг самой бобины, и частично за счет вращения, сообщаемого бобине 13 за счет тянущего усилия, передаваемого удлиненному элементу 10 посредством вращения направляющего элемента. Направляющий элемент 17 также может быть выполнен с возможностью взаимодействия с непрерывным удлиненным элементом 10 с обеспечением скольжения непрерывного удлиненного элемента 10 посредством, по меньшей мере, одного отверстия, форма которого соответствует форме профиля поперечного сечения удлиненного элемента, для предотвращения вращения удлиненного элемента относительно направляющего элемента 17 по отношению к его протяженности в продольном направлении, поскольку это вращение вызывает закручивание данного элемента вокруг самого себя.
Устройство 1 дополнительно содержит, по меньшей мере, одно устройство 26 для обеспечения поступательного перемещения, воздействующее на витки S, которые постепенно образуются на формообразующей опоре 15, для обеспечения их поступательного перемещения вдоль геометрической оси Х в направлении зоны 28 разрезания, расположенной вблизи самой формообразующей опоры. В варианте осуществления, лучше показанном на фиг.3, устройства 26 для обеспечения поступательного перемещения содержат, по меньшей мере, один толкающий элемент 27, выполненный с возможностью перемещения вокруг поверхности 15а для наложения формообразующей опоры 15 по траектории, по существу находящейся в плоскости, немного смещенной в аксиальном направлении относительно места наложения непрерывного удлиненного элемента 10 на саму формообразующую опору. Предпочтительно, толкающий элемент 27 жестко соединен с направляющим элементом 15 с тем, чтобы он скользил по поверхности 15а, на которую осуществляют наложение, и постоянно повторял перемещение концевого участка 18 в положении, смещенном в угловом направлении относительно концевого участка. Поскольку толкающий элемент 27 размешен в месте, аксиально смещенном по направлению к зоне 28 разрезания относительно места наложения удлиненного элемента 10, он воздействует на последний образованный виток S так, чтобы сообщить ему осевую составляющую толкающего усилия, при этом указанная составляющая направлена к зоне 28 разрезания. В каждой точке поверхности 15а для наложения на всей ее протяженности в окружном направлении действие осевого толкающего усилия, возникающее из-за перемещения толкающего элемента 27, повторяется после образования каждого витка S, в результате чего обеспечивается перемещение образованного витка S вперед в аксиальном направлении на шаг, близкий к его диаметру или соответствующий его диаметру, или в варианте осуществления, показанном на фиг.5, - близкий к или соответствующий ширине полосообразного элемента, образующего непрерывный удлиненный элемент 10.
Поступательное перемещение каждого витка S под действием осевой составляющей вызывает его уплотнение с поджимом к виткам S, ранее образованным на формообразующей опоре 15, а также обусловленное этим поступательное перемещение последних по направлению к зоне 28 разрезания. Трение, возникающее между эластомерным покрытием витков S и поверхностью тороидальной опоры 15, обеспечивает соответствующее противодействие поступательному перемещению витков S, при этом противодействие обеспечивается против осевой составляющей толкающего усилия с тем, чтобы обеспечить сжатие эластомерного покрытия каждого витка S с эластомерным покрытием ранее уложенного витка S.
Узел из собранных вместе витков S, уплотненных таким образом, по существу образует цилиндрический трубчатый элемент с диаметром, соответствующим диаметру поверхности 15а для наложения формообразующей опоры 15.
Для поддержания трения, создаваемого на витках S, в соответствующих пределах, поверхность 15а для наложения может быть в возможном варианте предусмотрена с соответствующим неклейким покрытием. Кроме того, поверхность 15а для наложения может быть выполнена с цилиндрическим калибровочным участком 29, имеющим заданный аксиальный размер и выполненным с возможностью введения его в контакт с рядом витков S, количество которых составляет, например, от 3 до 30, за которым следует концевой участок 30, сужающийся по направлению к зоне 28 разрезания для постепенного уменьшения трения, действующего на витки S, поступательно перемещающиеся по направлению к самой зоне разрезания.
Кроме того, по меньшей мере, один вспомогательный ролик 32 или другой соответствующий поджимающий элемент, который должен быть изготовлен в виде ролика или опорного направляющего элемента, возможно покрытого антифрикционным материалом, может быть соединен в рабочем положении с толкающим элементом 27, при этом указанный вспомогательный ролик 32 или другой пригодный поджимающий элемент расположен на одной линии с указанным толкающим элементом или соответствующим образом смещен относительно указанного толкающего элемента и выполнен с возможностью передачи составляющей вспомогательного толкающего усилия, направленной к формообразующей опоре 15, удлиненному элементу 10 для устранения опасности того, что осевая составляющая толкающего усилия вызовет явление перекрывания только что образованным витком S ранее образованного соседнего витка S.
В возможном альтернативном варианте осуществления устройств 26 для обеспечения поступательного перемещения, показанном на фиг.6, формообразующая опора может быть, например, выполнена с входным участком 33, сужающимся к поверхности 15а для наложения с противоположной стороны относительно зоны 28 разрезания и выполненным с возможностью приема непрерывного удлиненного элемента 10, поступающего от намоточных устройств 14. В этой ситуации осевую составляющую толкающего усилия прикладывают за счет укладки непрерывного удлиненного элемента 10 на входной участок 33 формообразующей опоры 15 так, что благодаря сужению данного участка по направлению к поверхности 15а укладки поступательное движение, направленное к зоне 28 разрезания, сообщается витку S.
Устройства 26 для обеспечения поступательного перемещения также могут быть выполнены такими, что они будут содержать, по меньшей мере, один ленточный конвейер (не показан), проходящий от формообразующей опоры 15 до зоны 28 разрезания предпочтительно таким образом, что данный конвейер будет функционировать внутри трубчатого элемента, образованного из уплотненных витков, для обеспечения опоры для него относительно горизонтальной оси.
Витки S, постепенно приближающиеся к зоне 28 разрезания, подвергаются воздействию, по меньшей мере, одного разрезающего устройства 34, содержащего, например, вращающийся нож который функционирует у продольной прорези 35, образованной во вспомогательном опорном элементе 36. Этот вспомогательный опорный элемент проходит в аксиальном направлении в виде продолжения формообразующей опоры 15 с тем, чтобы обеспечить опору для трубчатого элемента, образованного из уплотненных витков S за счет того, что он действует внутри данных витков.
Следовательно, витки S разрезаются одновременно с их поступательным перемещением по направлению к зоне 28 разрезания, в направлении, по существу перпендикулярном их протяженности в окружном направлении, под действием разрезающего устройства 34, функционирующего в направлении поступательного перемещения витков S.
Как вариант, разрезание витков S может выполняться многократно на последующих операциях, при этом каждая операция выполняется на имеющем заданную длину участке трубчатого элемента, образованного из поджатых друг к другу витков S.
В результате разрезания образуется вышеупомянутый непрерывный полуфабрикат 9, имеющий ширину, соответствующую в окружном направлении протяженности поверхности 15а для наложения, на которой были образованы витки S, и имеющий удлиненные усилительные элементы, расположенные параллельно друг другу, образованные отрезками кордов, полученными после разрезания витков S, при этом каждый из указанных удлиненных усилительных элементов проходит между двумя противоположными продольными краями полуфабриката.
В примерах, показанных на фиг.1-4, в которых используемый непрерывный удлиненный элемент 10 выполнен в виде одиночного прорезиненного корда, отрезки корда, имеющиеся в непрерывном полуфабрикате 9, расположены по существу перпендикулярно протяженности самого полуфабриката в продольном направлении. Такой полуфабрикат в особенности пригоден для использования при изготовлении слоя каркаса для шины так называемого "радиального" типа.
В варианте осуществления с фиг.5, в котором непрерывный удлиненный элемент содержит множество кордов или других усилительных элементов, расположенных параллельно друг другу, угол намотки витков S на формообразующую опору 15 может быть изменен в зависимости от технических требований посредством соответствующего выбора ширины используемого удлиненного элемента 10 и количества усилительных элементов, имеющихся в нем. Таким образом, существует возможность заранее задать ориентацию отдельных удлиненных усилительных элементов относительно протяженности непрерывного полуфабриката 9 в продольном направлении, полученного после операции разрезания, задавая в случае необходимости величины наклона, также подходящие для изготовления слоев 6а брекера шины.
Когда операция разрезания будет завершена, обеспечивается перемещение непрерывного полуфабриката вперед от зоны 28 разрезания так, что его противоположные края постепенно смещаются в сторону друг от друга до тех пор, пока изготовленное изделие не будет уложено на плоскость 37 сбора, вдоль которой осуществляется перемещение полуфабриката вперед одновременно с поступательным перемещением новых витков S, образованных на формообразующей опоре 15, к зоне 28 разрезания.
Плоскость 37 сбора, предпочтительно, может быть образована ленточным конвейером или эквивалентным транспортирующим устройством, выполненным с возможностью подачи поперечного режущего устройства, функционирующего циклически для отрезания участка заданной длины от непрерывного полуфабриката 9 для изготовления слоя 4 каркаса и/или брекерного пояса 6 шины 2. Предпочтительно, устройство для разрезания в поперечном направлении может быть непосредственно связано с описанными выше устройствами для подготовки полуфабрикатов, составляющими часть установки для сборки шин.
Настоящее изобретение обеспечивает достижение важных преимуществ.
Рассматриваемые способ и устройство фактически обеспечивают возможность изготовления рулонов полуфабриката без какого-либо разрыва непрерывности, связанного с образованием стыков, которые имеют место при известных процессах, и, возможно, позволяют обеспечить наматывание указанного полуфабриката в виде рулона для обеспечения возможности последующего стыкования с несколькими сборочными машинами известного типа, предпочтительно с непрерывной подачей полуфабриката без необходимости предварительного разрезания.
Кроме того, полученный непрерывный полуфабрикат может быть приспособлен для разрезания его по размеру на участки соответствующей длины, предназначенные для подачи в одну машину для сборки в линии, в зависимости от окружных размеров шин, которые должны быть собраны каждый раз.
Кроме того, посредством простой замены формообразующей опоры устройство может быть приспособлено для изготовления полуфабрикатов различной ширины. Кроме того, также существует возможность изменения ориентации удлиненных усилительных элементов в непрерывном полуфабрикате посредством соответствующего выбора ширины непрерывного удлиненного элемента, подлежащего намотке на формообразующую опору.
Изобретение относится к способу и устройству для изготовления полуфабриката для производства шин для колес транспортных средств. Непрерывный удлиненный элемент, выходящий из экструдера или поступающий с подающей бобины, наматывают в виде витков, расположенных последовательно вблизи друг друга на цилиндрической формообразующей опоре. Толкающий элемент поджимает каждый виток, образованный на формообразующей опоре, к ранее образованным виткам, обеспечивая поступательное перемещение их к разрезающему устройству. После разрезания витков получают непрерывный полуфабрикат, который имеет удлиненные усилительные элементы, расположенные параллельно и вблизи друг друга и поперек протяженности самого полуфабриката в продольном направлении. Изобретение позволяет упростить оборудование, требуемое для изготовления полуфабриката, а также увеличить производительность и технологическую гибкость при изготовлении шин. Кроме того, изобретение позволяет изготавливать рулоны полуфабриката без разрывов непрерывности, связанных с образованием предварительных стыков. 4 н. и 33 з.п. ф-лы, 7 ил.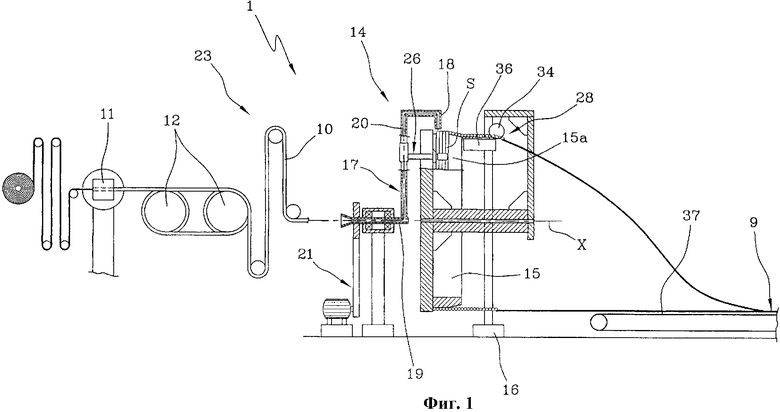
1. Способ изготовления полуфабриката, состоящего из множества удлиненных усилительных элементов, заделанных в эластомерный материал, при котором
подготавливают, по меньшей мере, один непрерывный удлиненный элемент, включающий в себя, по меньшей мере, один удлиненный усилительный элемент и необработанное эластомерное покрытие, нанесенное на усилительный элемент;
наматывают непрерывный удлиненный элемент на формообразующую опору для образования витков, находящихся в контакте друг с другом и намотанных вокруг геометрической оси формообразующей опоры;
поступательно перемещают витки вдоль геометрической оси в зону разрезания;
разрезают витки в зоне разрезания для образования непрерывного полуфабриката, имеющего удлиненные усилительные элементы, расположенные параллельно друг другу, каждый из которых проходит между двумя противоположными продольными краями полуфабриката, отличающийся тем, что направляют непрерывный удлиненный элемент вдоль направляющей траектории, содержащей концевой участок, направленный к цилиндрической поверхности для наложения определяемой формообразующей опорой; при этом направляющая траектория имеет центрирующий участок, проходящий в направлении, по существу коаксиальном с формообразующей опорой, и
отклоняющий участок, проходящий от центрирующего участка к концевому участку.
2. Способ по п.1, отличающийся тем, что подготовку непрерывного удлиненного элемента осуществляют посредством перемещения, по меньшей мере, одного удлиненного усилительного элемента в продольном направлении через экструдер для экструзии эластомерного покрытия.
3. Способ по п.2, отличающийся тем, что непрерывный удлиненный элемент, выходящий из экструдера, непосредственно соединяют с укладываемым витком.
4. Способ по п.1, отличающийся тем, что непрерывный удлиненный элемент содержит один удлиненный усилительный элемент.
5. Способ по п.1, отличающийся тем, что непрерывный удлиненный элемент содержит множество удлиненных усилительных элементов, расположенных параллельно и вблизи друг друга.
6. Способ по п.1, отличающийся тем, что намотку выполняют посредством поворота концевого участка направляющей траектории концентрически относительно геометрической оси формообразующей опоры.
7. Способ по п.1, отличающийся тем, что два отдельных удлиненных элемента одновременно наматывают на формообразующую опору.
8. Способ по п.7, отличающийся тем, что удлиненные элементы направляют вдоль направляющих траекторий, имеющих противоположные в аксиальном направлении, центрирующие участки.
9. Способ по п.1, отличающийся тем, что поступательное перемещение повторяют после образования каждого витка.
10. Способ по п.1, отличающийся тем, что поступательное перемещение витков осуществляют посредством приложения составляющей осевого усилия параллельно геометрической оси формообразующей опоры к последнему витку, уложенному на формообразующую опору.
11. Способ по п.10, отличающийся тем, что составляющую осевого усилия прикладывают посредством поступательного перемещения толкающего элемента на формообразующей опоре, при этом толкающий элемент выполняют подвижным концентрично относительно геометрической оси, по существу, в плоскости, смещенной в аксиальном направлении относительно места наложения непрерывного удлиненного элемента на саму формообразующую опору.
12. Способ по п.10, отличающийся тем, что осевую составляющую толкающего осевого усилия прикладывают за счет укладки непрерывного удлиненного элемента на входной участок формообразующей опоры, сужающийся к поверхности для наложения с противоположной стороны по отношению к зоне разрезания.
13. Способ по п.1, отличающийся тем, что дополнительно противодействуют поступательному перемещению витков против направления действия составляющей осевого усилия для обеспечения прижатия эластомерного покрытия каждого витка к эластомерному покрытию ранее уложенного витка.
14. Способ по п.13, отличающийся тем, что противодействие поступательному перемещению витков постепенно уменьшают в направлении зоны разрезания.
15. Способ по п.10, отличающийся тем, что одновременно с составляющей осевого усилия осуществляют приложение составляющей вспомогательного осевого усилия, направленной к формообразующей опоре, к витку, уложенному последним.
16. Способ по п.1, отличающийся тем, что разрезание витков выполняют одновременно с поступательным перемещением.
17. Способ по п.1, отличающийся тем, что разрезание витков выполняют посредством размещения разрезающего устройства, работающего в направлении поступательного перемещения самих витков.
18. Способ по п.1, отличающийся тем, что разрезание витков выполняют после их поступательного перемещения.
19. Способ по п.1, отличающийся тем, что дополнительно поступательно перемещают витки с формообразующего элемента на вспомогательный опорный элемент перед выполнением разрезания витков.
20. Способ по п.1, отличающийся тем, что дополнительно поступательно перемещают непрерывный полуфабрикат на плоскость сборки одновременно с поступательным перемещением витков к зоне разрезания.
21. Способ по п.20, отличающийся тем, что концы разрезанных витков перемещают в сторону друг от друга для укладки непрерывного полуфабриката на плоскость сборки.
22. Способ изготовления шин для транспортных средств, при котором собирают каркасную конструкцию посредством, по меньшей мере, следующих операций:
подготовки, по меньшей мере, одного каркасного слоя, имеющего соответственно противоположные первый и второй концы;
соединения друг с другом противоположных концов каркасного слоя для образования каркасного трубчатого элемента;
соединения кольцевых усилительных конструктивных элементов с соответствующими противоположными краями каркасного трубчатого элемента;
придают каркасной конструкции тороидальную форму;
подготавливают брекерный пояс, содержащий, по меньшей мере, один слой брекера;
накладывают брекерный пояс на каркасную конструкцию по радиусу снаружи;
накладывают пару боковин на каркасную конструкцию сбоку соответственно с противоположных сторон каркасной конструкции;
накладывают протекторный браслет на брекерный пояс по радиусу снаружи;
формуют и вулканизируют шины, отличающийся тем, что подготовка, по меньшей мере, одного элемента, выбранного из, по меньшей мере, одного каркасного слоя и, по меньшей мере, одного слоя брокера, включает в себя отрезку участка заданной длины от непрерывного полуфабриката, полученного способом по любому из предшествующих пунктов.
23. Способ по п.22, отличающийся тем, что протекторный браслет накладывают посредством намотки, по меньшей мере, одного первого непрерывного удлиненного элемента из эластомерного материала в виде периферийных витков на брекерный пояс.
24. Способ по п.22, отличающийся тем, что пару боковин накладывают посредством намотки, по меньшей мере, одного непрерывного удлиненного элемента из эластомерного материала в виде периферийных витков вокруг каркасной конструкции.
25. Устройство для изготовления полуфабриката, содержащего множество удлиненных усилительных элементов, заделанных в эластомерный материал, содержащее
по меньшей мере, одно устройство для подготовки, по меньшей мере, одного непрерывного удлиненного элемента, включающего в себя, по меньшей мере, один удлиненный усилительный элемент, покрытый необработанным эластомерным материалом, нанесенным на удлиненный усилительный элемент;
по меньшей мере, одно устройство для намотки непрерывного удлиненного элемента на формообразующую опору для образования витков, находящихся в контакте друг с другом и намотанных вокруг геометрической оси формообразующей опоры;
по меньшей мере, одно устройство для обеспечения поступательного перемещения витков вдоль геометрической оси к зоне разрезания;
по меньшей мере, одно разрезающее устройство для разрезания витков в зоне разрезания так, чтобы образовать непрерывный полуфабрикат, имеющий удлиненные усилительные элементы, расположенные параллельно и вблизи друг друга, каждый из которых проходит между двумя противоположными продольными краями полуфабриката, отличающееся тем, что намоточное устройство содержит направляющий элемент, взаимодействующий с непрерывным удлиненным элементом с возможностью скольжения в соответствии с направляющей траекторией, имеющей концевой участок, направленный к поверхности для наложения определяемой формообразующей опорой; при этом направляющий элемент имеет центрирующий участок, проходящий в направлении, по существу коаксиальном с формообразующей опорой, и отклоняющий участок, проходящий от центрирующего участка до концевого участка.
26. Устройство по п.25, отличающееся тем, что устройство для подготовки содержит, по меньшей мере, один экструдер, предназначенный для экструзии эластомерного покрытия, и устройства для перемещения удлиненного усилительного элемента в продольном направлении через экструдер.
27. Устройство по п.25, отличающееся тем, что устройство для подготовки содержит, по меньшей мере, одну бобину для подачи удлиненного непрерывного элемента.
28. Устройство по п.25, отличающееся тем, что намоточное устройство дополнительно содержит, по меньшей мере, одно устройство для приведения направляющего элемента во вращение вокруг геометрической оси формообразующей опоры.
29. Устройство по п.25, отличающееся тем, что, по меньшей мере, один направляющий элемент дополнительно содержит, по меньшей мере, один дополнительный центрирующий участок, противоположный центрирующему участку в аксиальном направлении и предназначенный для взаимодействия со вторым непрерывным удлиненным элементом.
30. Устройство по п.25, отличающееся тем, что устройства для обеспечения поступательного перемещения содержат, по меньшей мере, один толкающий элемент, выполненный с возможностью перемещения вокруг поверхности для наложения формообразующей опоры, в соответствии с траекторией, по существу, находящейся в плоскости, смещенной в аксиальном направлении относительно места наложения непрерывного удлиненного элемента на саму формообразующую опору, для передачи осевой составляющей осевого усилия непрерывному удлиненному элементу, уложенному на формообразующую опору.
31. Устройство по п.30, отличающееся тем, что, по меньшей мере, одно намоточное устройство несет толкающий элемент, жестко прикрепленный к нему.
32. Устройство по п.30, отличающееся тем, что оно дополнительно содержит, по меньшей мере, один поджимающий элемент, функционально соединенный с толкающим элементом для передачи составляющей вспомогательного осевого усилия, направленной к формообразующей опоре, удлиненному элементу.
33. Устройство по п.25, отличающееся тем, что формообразующая опора имеет поверхность для наложения, имеющую, по меньшей мере, один концевой участок, сужающийся по направлению к разрезающему устройству.
34. Устройство по п.25, отличающееся тем, что устройства для обеспечения поступательного перемещения содержат входной участок формообразующей опоры, сужающийся на поверхности для наложения, по направлению к зоне разрезания и выполненный с возможностью приема непрерывного удлиненного элемента, поступающего от намоточных устройств.
35. Устройство по п.25, отличающееся тем, что устройства для обеспечения поступательного перемещения содержат, по меньшей мере, один ленточный конвейер, проходящий от формообразующей опоры до зоны разрезания.
36. Устройство по п.34, отличающееся тем, что разрезающее устройство содержит вращающийся нож, работающий в продольной прорези, образованной во вспомогательном опорном элементе, проходящем в аксиальном направлении как продолжение формообразующей опоры.
37. Установка для изготовления шин для колес транспортных средств, содержащая устройства для подготовки полуфабрикатов, предназначенных для образования, по меньшей мере, одного составляющего элемента шины;
по меньшей мере, одно устройство для сборки полуфабрикатов; и
по меньшей мере, одно устройство для формования и вулканизации, отличающаяся тем, что устройства для подготовки полуфабрикатов представляют собой устройства по любому из пп.25-36.
| GB 995613 А, 23.06.1965 | |||
| US 2002153083, 24.10.2002 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ (ВАРИАНТЫ) | 1998 |
|
RU2213008C2 |
| Способ сушки и первого разогрева воздухонагревателя доменной печи, футерованного в высокотемпературной зоне динасовым огнеупором | 1987 |
|
SU1504255A1 |
| Быстроразъемное соединение пневмоинструмен-TA C ВОздушНОй МАгиСТРАлью | 1979 |
|
SU815413A1 |

