Настоящее изобретение относится к способу сборки шин для колес транспортных средств. Кроме того, изобретение относится к установке для сборки шин для колес транспортных средств, пригодной для осуществления указанного способа.
Шина для колес транспортных средств, как правило, содержит каркасную конструкцию, содержащую, по меньшей мере, один слой каркаса, имеющий соответственно противоположные концевые клапаны, введенные в контактное взаимодействие с соответствующими кольцевыми удерживающими конструкциями, встроенными в зонах, обычно называемых термином «борта».
С каркасной конструкцией соединена брекерная конструкция, содержащая один или более слоев брекера, расположенных с обеспечением их наложения в радиальном направлении друг на друга и на слой каркаса, имеющих текстильные или металлические армирующие корды, имеющие ориентацию с перекрещиванием и/или по существу параллельные направлению протяженности шины вдоль окружности.
В радиальном направлении снаружи по отношению к брекерной конструкции наложен протекторный браслет, выполненный из эластомерного материала подобно другим полуфабрикатам, образующим шину.
Кроме того, соответствующие боковины из эластомерного материала наложены в аксиальном направлении снаружи на боковые поверхности каркасной конструкции, при этом каждая боковина проходит от одного из боковых краев протекторного браслета до соответствующей кольцевой удерживающей конструкции в бортах.
После сборки невулканизированной шины, осуществляемой посредством сборки соответствующих полуфабрикатов, как правило, выполняют обработку, представляющую собой формование в пресс-форме и вулканизацию и предназначенную для обеспечения стабилизации конструкции шины посредством сшивания эластомерного материала, а также для создания заданного рисунка протектора на протекторном браслете и создания каких-либо отличительных графических знаков на боковинах. Для этого шину вводят в пресс-форму для ее вулканизации посредством комбинированного воздействия нагрева и давления, обеспечиваемого, например, за счет ввода пара под давлением в расширяемую камеру, введенную в контактное взаимодействие с самой шиной.
Термин «эластомерный материал» используется для обозначения композиции, содержащей, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Такая композиция предпочтительно дополнительно содержит добавки, такие как сшивающие агенты и/или пластификаторы. Благодаря наличию сшивающих агентов подобный материал может быть подвергнут сшиванию посредством нагрева для образования конечного изготовленного изделия.
Под «элементарным полуфабрикатом» шины в данном контексте подразумевается удлиненный элемент (подаваемый как в направлении вдоль окружности, так и в поперечном направлении посредством рулона или экструдера или образованный иным способом для использования), образованный только из эластомерного материала или содержащий дополнительные конструктивные элементы, такие как, по меньшей мере, текстильные или металлические армирующие корды или, по меньшей мере, два корда, предпочтительно параллельные друг другу, при этом каждый корд проходит предпочтительно в продольном направлении указанного удлиненного элемента.
«Полосообразный элемент» означает вышеуказанный удлиненный элемент, отрезанный по размеру, имеющий профиль поперечного сечения со сплющенной формой и содержащий один или более текстильных и/или металлических кордов, проходящих параллельно продольному направлению самогó полосообразного элемента и заделанных в эластомерный материал или, по меньшей мере частично, покрытых, по меньшей мере, одним слоем эластомерного материала. Полосообразный элемент может иметь приблизительно поперечный размер от приблизительно 1 мм до приблизительно 80 мм.
Под «спиральной намоткой» подразумевается операция намотки непрерывного удлиненного элемента по существу в направлении вдоль окружности вокруг геометрической оси для формирования витков, расположенных рядом друг с другом или при необходимости частично перекрывающих друг друга для образования, по меньшей мере, одного по существу непрерывного слоя.
Под «соотношением Н/С размеров профиля» шины подразумевается соотношение между высотой Н профиля, измеренной в радиальном сечении (сечении шины, содержащем ее ось вращения) между точкой протекторного браслета, наиболее удаленной от центра в радиальном направлении, и точкой борта, наиболее близкой к центру в радиальном направлении, и шириной С профиля, измеренной в аксиальном направлении в том же радиальном сечении в месте, соответствующем максимальной хорде шины.
В документе WO 01/38077 описаны способ и установка для получения брекерной конструкции шины для колес транспортных средств. Брекерная конструкция сформирована посредством полосообразных элементов, наложенных последовательно в направлении вдоль окружности и при приближении их друг к другу на тороидальной опоре. Установка предусмотрена с устройством для наложения, содержащим два нажимных элемента, каждый из которых перемещается посредством подвижного опорного элемента вдоль направляющей конструкции вдоль по существу аксиального направления тороидальной опоры при воздействии устройств поперечного перемещения. Каждый нажимной элемент выполнен с возможностью перемещения вдоль полосообразного элемента напротив радиально наружной поверхности тороидальной опоры. Кроме того, каждый опорный элемент предпочтительно введен в контактное взаимодействие с, по меньшей мере, одним вспомогательным удерживающим элементом, который выполнен с возможностью взаимодействия с соответствующим нажимным элементом для удерживания полосообразного элемента в моменты времени между отрезкой последнего от непрерывной ленты и наложением на тороидальную опору.
Перемещение опорных элементов друг от друга приводит к одновременному поступательному перемещению нажимных элементов вдоль полосообразного элемента от экваториальной плоскости для обеспечения наложения самогó полосообразного элемента на всей его длине на тороидальную опору при поджимающем воздействии, распространяющемся постепенно к противоположным концам полосообразного элемента, начиная от центральной части.
В документе WO 2009/068939 описан процесс, в котором каркасную конструкцию образуют посредством наложения полосообразных элементов на сборочный барабан при приближении их друг к другу в направлении вдоль окружности. Полосообразные элементы накладывают посредством устройства для наложения, которое выполнено с возможностью последовательного входа в контактное взаимодействие с каждым из полосообразных элементов и обеспечения его наложения на радиально наружную предназначенную для наложения поверхность сборочного барабана. Подающее устройство содержит разрезающий элемент, выполненный с возможностью разрезания непрерывного удлиненного элемента для получения отдельных полосообразных элементов. Установка, описанная в WO 2009/068939, дополнительно содержит вспомогательное регулировочное устройство, способное обеспечить перемещение устройства для наложения вокруг соответствующей, по существу радиальной оси коррекции относительно геометрической оси вращения сборочного барабана. Назначение вспомогательного регулировочного устройства состоит в наложении полосообразных элементов на сборочный барабан под любым углом относительно его направления вдоль окружности для формирования слоев каркаса, в которых корды, которые образуют их часть, имеют «угол слоя», отличный от 90°, относительно продольного направления протяженности слоя, то есть относительно направления вдоль окружности шины, подлежащей сборке.
В документе WO 2011/045688 описаны способ и установка для сборки шин для колес транспортных средств, в которых, по меньшей мере, один компонент шины, такой как слой каркаса, собирают посредством наложения полосообразных элементов по окружности рядом друг с другом на радиально наружной поверхности формообразующего барабана, предназначенной для наложения. Для наложения каждый полосообразный элемент приближают в радиальном направлении к поверхности для наложения и фиксируют в его центральной части у поверхности для наложения. Полосообразный элемент тянут в противоположных направлениях, начиная от центральной части, к его противоположным концам, при этом центральную часть удерживают зафиксированной на поверхности для наложения, для последовательной укладки полосообразного элемента на поверхности для наложения.
Заявитель отметил, что качественные характеристики шин, полученных, например, так, как описано в любом из вышеуказанных документов, в некоторых случаях ниже ожидаемых, несмотря на соблюдение сложных протоколов изготовления.
Заявитель также отметил, что каждое из нижеуказанных обстоятельств приводит к особенно очевидному проявлению проблемы, указанной выше:
- сокращение времени вулканизации, которое может быть желательным в производственном процессе для обеспечения уменьшения производственных затрат и повышения производительности;
- увеличение натяжения, которому подвергаются каркасная конструкция и брекерная конструкция во время вулканизации, которое, как правило, желательно при улучшении «управляемости» шин, то есть их готовности реагировать на команды управления транспортным средством;
- уменьшение отношения Н/С размеров профиля шины (например, до значений, составляющих менее 0,5), как правило, используемое при изготовлении шин для транспортных средств высокого класса.
При поиске возможного объяснения взаимосвязи между вышеописанными обстоятельствами Заявитель пришел к заключению, состоящему в том, что причина вышеупомянутых проблем определяется включением воздушных пузырьков во внутреннюю конструкцию шины, которые иногда видны снаружи и имеют большой размер и очень часто имеют малый размер и поэтому не видны.
Заявитель действительно полагает, что такие воздушные пузырьки, несмотря на то, что они имеют малый размер и поэтому не могут быть обнаружены обычными системами контроля, образуют разрывы непрерывности конструкции, в местах которых могут возникать перегрев, преждевременный износ и/или разделение внутренних компонентов шины.
Таким образом, Заявитель установил в результате наблюдений, что уменьшение длительности вулканизации и, следовательно, использование более высоких температур пресс-формы, которые требуют быстрого уплотнения молекулярной структуры эластомеров, препятствуют вытеснению малых количеств воздуха, у которого в противном случае было бы больше времени для прохождения через эластомер, еще не сшитый при менее быстром отверждении при вулканизации. Кроме того, сильное растяжение каркасной и/или брекерной конструкций во время вулканизации, обеспечиваемое за счет исследования соответствующих геометрических характеристик пресс-формы и невулканизированной шины, частично противодействует давлению пара и, следовательно, обуславливает тенденцию к уменьшению усилия поджима шины к стенкам пресс-формы, что приводит к ограничению вытеснения воздуха в результате такого поджима. Заявитель также отметил, что малое отношение размеров Н/С профиля шины приводит к ограничению деформаций, которым подвергается каркасная конструкция во время формообразования, выполняемого для ее соединения с брекерной конструкцией, что не способствует вытеснению каких-либо воздушных пузырьков, захваченных между герметизирующим слоем и слоем или слоями каркаса.
Следовательно, Заявитель осознал, что за счет принятия соответствующих мер для минимизации включения частиц воздуха во время сборки шины и, в частности, во время формирования слоя и/или слоев каркаса и/или слоев брекера можно достичь значительного улучшения в том, что касается качества конечного изделия, а также в том, что касается производительности.
Более конкретно, Заявитель в завершение обнаружил, что наличие частиц воздуха между поверхностью для наложения и отдельными полосообразными элементами может быть эффективно уменьшено с помощью предназначенного для наложения полосообразных элементов, нажимного ролика, упруго деформируемого под действием давления/усилия, приложенного к формообразующему барабану, для адаптации его формы к форме самой поверхности для наложения.
Более конкретно, согласно его первому аспекту изобретение относится к способу сборки шин для колес транспортных средств.
Предпочтительно, по меньшей мере, один компонент шины образуют на формообразующем барабане посредством наложения полосообразных элементов параллельно друг другу и рядом друг с другом и размещения их одного за другим на поверхности для наложения, проходящей вдоль направления протяженности формообразующего барабана по окружности, в радиальном направлении снаружи по отношению к нему.
Наложение каждого из указанных полосообразных элементов предпочтительно происходит с помощью, по меньшей мере, одного нажимного ролика, обеспечивающего приложение радиального давления вдоль зоны контакта, проходящей в поперечном направлении, к соответствующему полосообразному элементу, размещенному на поверхности для наложения.
Во время наложения нажимной ролик предпочтительно поступательно перемещается вдоль продольного направления полосообразного элемента и упруго деформируется у указанного полосообразного элемента так, чтобы нажимной ролик приобретал, по меньшей мере, вдоль указанной зоны контакта профиль в радиальном сечении, форма которого соответствует указанной поверхности для наложения, для распределения указанного радиального давления на всей ширине полосообразного элемента.
Согласно его второму аспекту изобретение относится к установке для сборки шин для колес транспортных средств.
Предпочтительно предусмотрены, по меньшей мере, один формообразующий барабан и, по меньшей мере, одно сборочное устройство для сборки компонентов шины на формообразующем барабане.
Указанное, по меньшей мере, одно сборочное устройство предпочтительно содержит устройство для наложения, содержащее, по меньшей мере, один нажимной ролик для, по меньшей мере, одного полосообразного элемента, подлежащего наложению.
Указанное, по меньшей мере, одно сборочное устройство предпочтительно содержит устройства поперечного перемещения, предназначенные для обеспечения поступательного перемещения указанного нажимного ролика вдоль продольного направления каждого полосообразного элемента во время его наложения.
Указанное, по меньшей мере, одно сборочное устройство предпочтительно содержит устройства радиального перемещения, предназначенные для обеспечения поступательного перемещения указанного нажимного ролика между положением при загрузке, в котором нажимной ролик удален в радиальном направлении от поверхности для наложения, радиально наружной по отношению к формообразующему барабану, и положением при наложении, в котором указанный нажимной ролик обеспечивает приложение радиального давления, которому противодействует поверхность для наложения, вдоль зоны контакта, создаваемой снаружи посредством нажимного ролика.
Нажимной ролик предпочтительно является упруго деформируемым, чтобы он приобретал - вдоль указанной зоны контакта в положении при наложении - профиль в радиальном сечении, который по форме соответствует указанной поверхности для наложения.
Заявитель считает, что применение гибкого ролика обеспечивает возможность более равномерного наложения полосообразного элемента на всей протяженности его поверхности для значительного уменьшения количества воздушных пузырьков или устранения воздушных пузырьков, нежелательно захваченных между радиально внутренней поверхностью полосообразного элемента и соседней поверхностью для наложения. Гибкость нажимного ролика также создает возможность обеспечения соответствия форме поверхности для наложения также при работе с формообразующими барабанами разных размеров и/или при разных углах наложения полосообразных элементов. Благодаря более равномерному наложению отдельных полосообразных элементов также можно использовать полосообразные элементы большего размера для уменьшения их числа и времени, необходимого для их наложения на всей протяженности формообразующего барабана в направлении вдоль окружности.
По меньшей мере, в одном из вышеуказанных аспектов настоящее изобретение дополнительно имеет один или более из нижеприведенных предпочтительных признаков.
Нажимной ролик предпочтительно выполнен с возможностью перемещения в радиальном направлении к формообразующему барабану в положение при наложении, в котором указанный нажимной ролик осуществляет приложение давления к формообразующему барабану.
Предпочтительно перед достижением положения при наложении нажимной ролик проходит за переходное положение, в котором полосообразный элемент, по меньшей мере частично, находится в контакте - вдоль его средней продольной линии - с указанным нажимным роликом и указанной поверхностью для наложения, при этом соответственно противоположные продольные края полосообразного элемента находятся на расстоянии от нажимного ролика и/или от поверхности для наложения.
Во время наложения нажимной ролик предпочтительно подвергается деформации упругого изгиба вдоль его оси вращения.
Во время наложения нажимной ролик предпочтительно сохраняет свой аксиальный размер по существу постоянным вдоль зоны контакта.
Таким образом, обеспечивается противодействие трению или другим аномальным нагрузкам, которые могут вызывать морщины или повреждения поверхности на полосообразном элементе.
Предпочтительно, по меньшей мере, один из указанных полосообразных элементов накладывают так, чтобы его продольный край был наложен в радиальном направлении на продольный край ранее наложенного полосообразного элемента в зоне перекрытия, подвергающейся воздействию нажимного ролика.
Нажимной ролик предпочтительно имеет аксиальные части, выполненные с возможностью упругого перемещения друг относительно друга в радиальном направлении по отношению к оси вращения ролика.
Подвижность аксиальных частей позволяет нажимному ролику адаптироваться к форме поверхности для наложения при одновременной адаптации также к изменениям толщины изделия в зонах стыков.
Во время наложения нажимной ролик предпочтительно сохраняет протяженность по окружности в поперечном сечении в зоне контакта.
Нажимной ролик предпочтительно выполнен с возможностью поворота в угловом направлении в по существу радиальной плоскости относительно формообразующего барабана во время наложения.
Это способствует адаптируемости нажимного ролика, так что усилие, приложенное к полосообразному элементу указанным роликом, будет всегда по существу ортогональным к поверхности для наложения.
Нажимной ролик предпочтительно выполнен с возможностью радиального перемещения относительно формообразующего барабана под действием упругих нажимных элементов.
Нажимной ролик предпочтительно является упруго деформируемым за счет изгиба вдоль его оси вращения.
Гибкость нажимного ролика вдоль его оси вращения предпочтительно является такой, которая обеспечивает прогиб при деформации изгиба, равный, по меньшей мере, 2*10-5 м/Н, более предпочтительно равный, по меньшей мере, 5*10-5 м/Н.
Таким образом обеспечивается достаточная адаптируемость нажимного ролика к форме поверхности для наложения.
Указанный нажимной ролик предпочтительно является по существу не сжимаемым в аксиальном направлении, параллельном его оси вращения.
Указанный нажимной ролик предпочтительно содержит цилиндрическую винтовую пружину, имеющую витки, расположенные последовательно рядом друг с другом вдоль указанной оси вращения.
Указанные витки предпочтительно расположены с прилеганием друг к другу, по меньшей мере, в указанном положении при загрузке.
В положении при наложении указанные витки предпочтительно расположены с прилеганием друг к другу в той части окружной периферии нажимного ролика, которая расположена в радиальном направлении в контакте с полосообразным элементом.
Нажимной ролик предпочтительно опирается с возможностью вращения на опорный кронштейн, выполненный с возможностью поворота в угловом направлении вокруг оси колебаний.
Угловые колебания опорного кронштейна вокруг оси колебаний предпочтительно соответствуют угловым колебаниям оси вращения нажимного ролика в по существу радиальной плоскости относительно формообразующего барабана.
Указанная ось колебаний предпочтительно по существу ортогональна к плоскости, в которой расположена ось вращения нажимного ролика.
Указанная ось колебаний предпочтительно является по существу касательной к окружности, концентрической по отношению к геометрической оси формообразующего барабана.
Предпочтительно предусмотрены упругие балансировочные элементы, воздействующие на опорный кронштейн для удерживания нажимного ролика в промежуточном ориентированном положении между двумя крайними положениями при колебаниях.
Концы указанной цилиндрической винтовой пружины, противоположные в аксиальном направлении, предпочтительно насажены в аксиальном направлении на соответствующие втулки, контактно взаимодействующие с опорным кронштейном с возможностью поворота.
Нажимной ролик предпочтительно функционально удерживается опорным элементом, на который воздействуют указанные устройства радиального перемещения.
Предпочтительно предусмотрены упругие нажимные элементы для упругого поджима нажимного ролика по направлению к поверхности для наложения в положении при наложении.
Указанный опорный кронштейн предпочтительно закреплен относительно опорного элемента с возможностью поворота вокруг указанной оси колебаний.
Дополнительные характеристики и преимущества станут более очевидными из подробного описания предпочтительного, но не единственного варианта осуществления способа и установки для сборки шин для колес транспортных средств в соответствии с настоящим изобретением.
Такое описание приведено в дальнейшем со ссылкой на сопровождающие чертежи, представленные только в иллюстративных целях и, следовательно, не для ограничения, на которых:
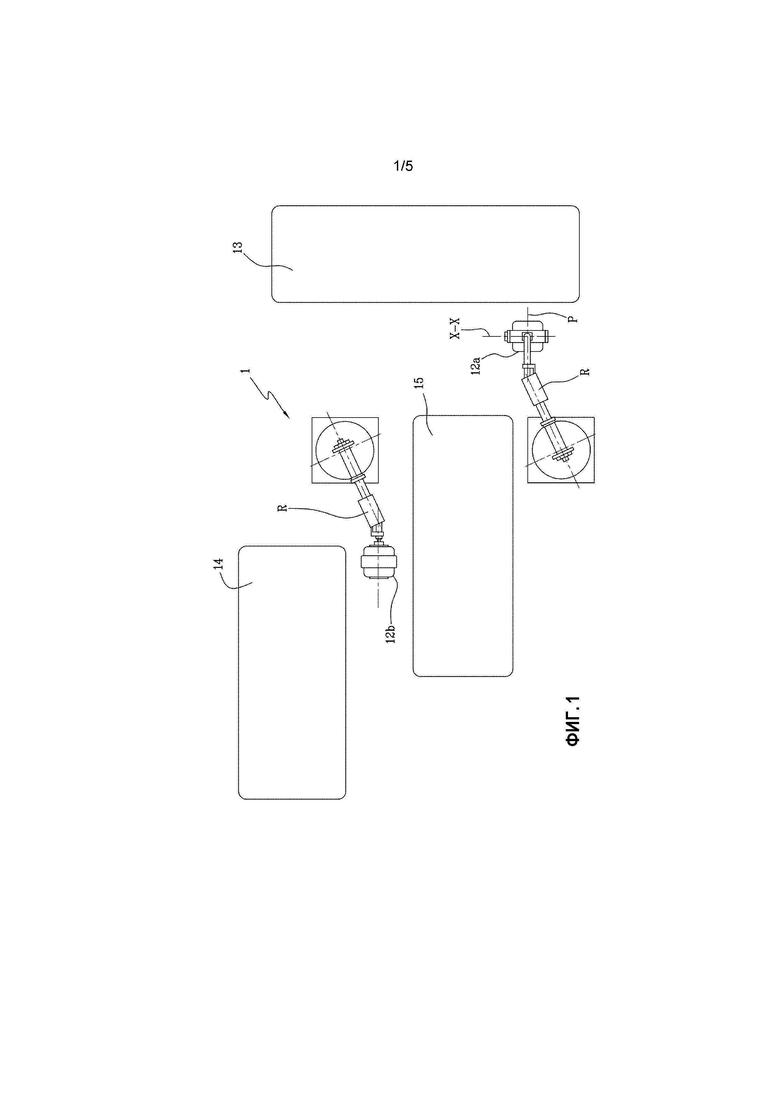
фиг.1 - схематический вид сверху установки для сборки шин для колес транспортных средств, изготавливаемых в соответствии с настоящим изобретением;
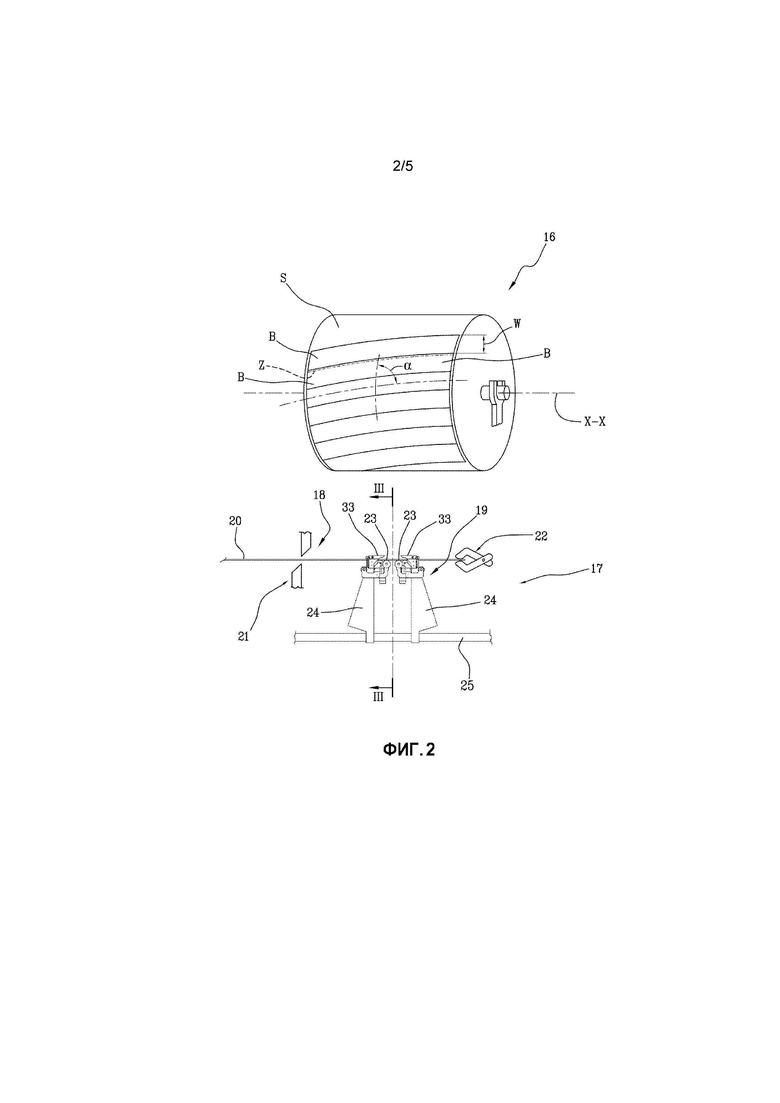
фиг.2 - схематический вид в перспективе формообразующего барабана, размещенного на станции наложения полосообразных элементов;
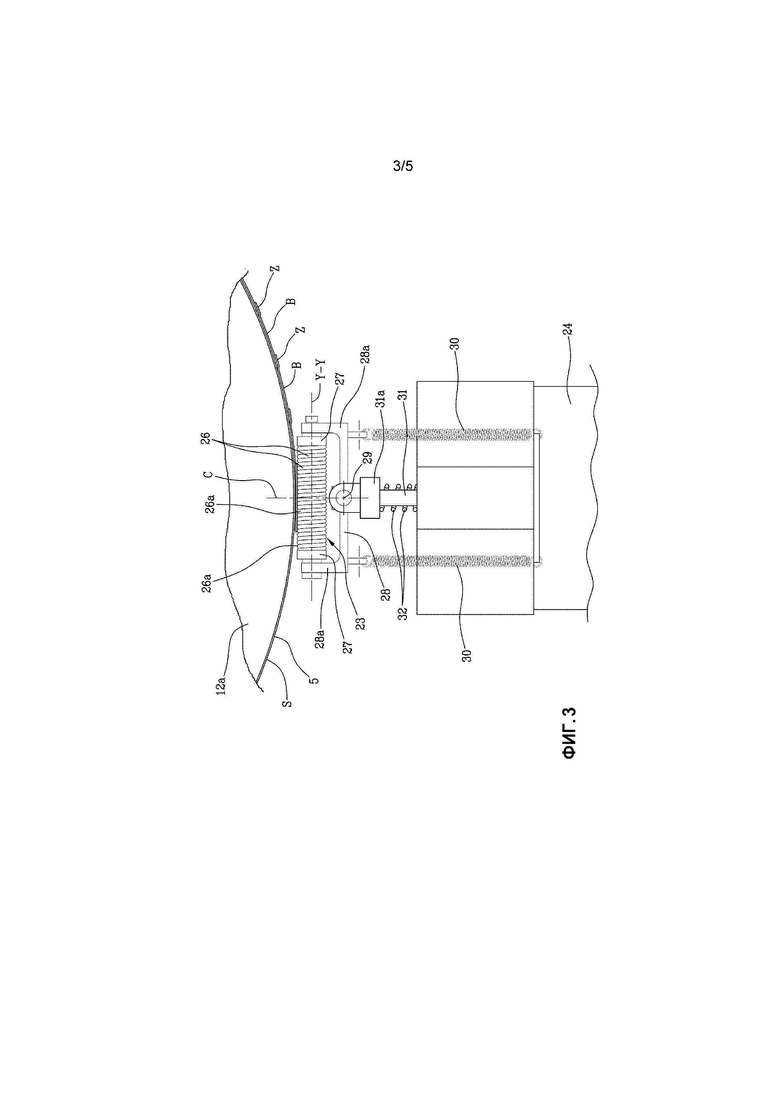
фиг.3 - схематический вид устройства для наложения, если смотреть по линии III-III с фиг.2, в переходном положении между положением при загрузке и положением при наложении;
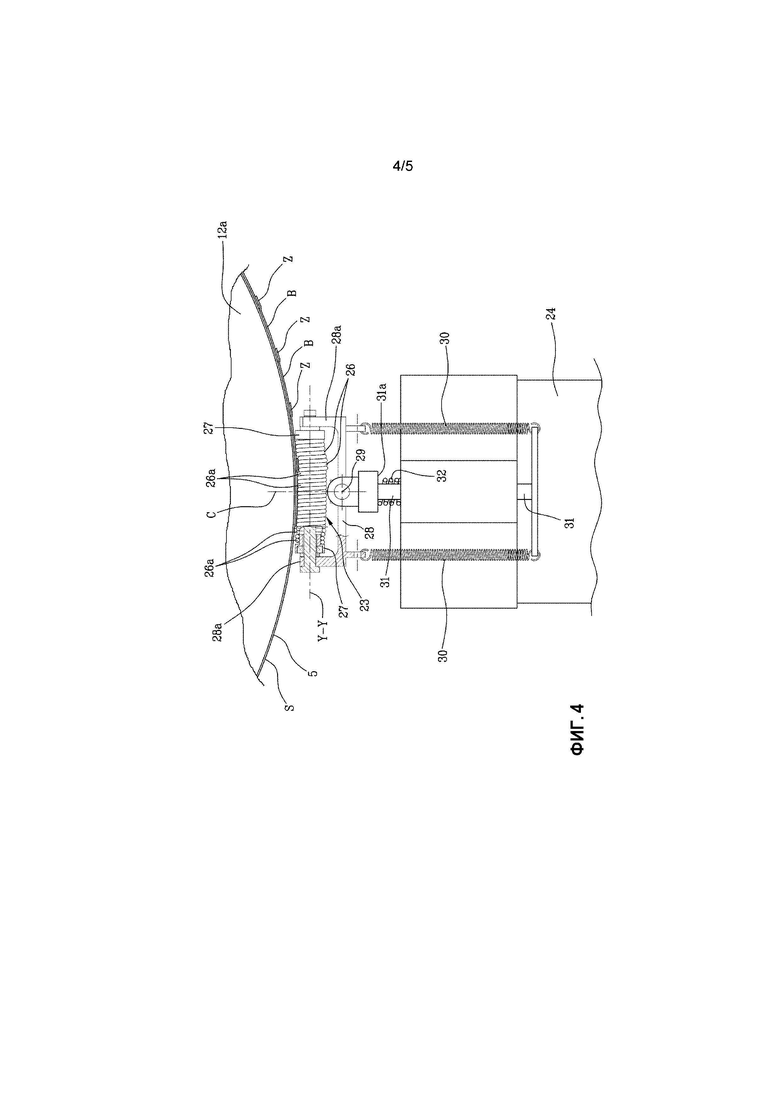
фиг.4 – вид устройства для наложения с фиг.3 в положении при наложении; и
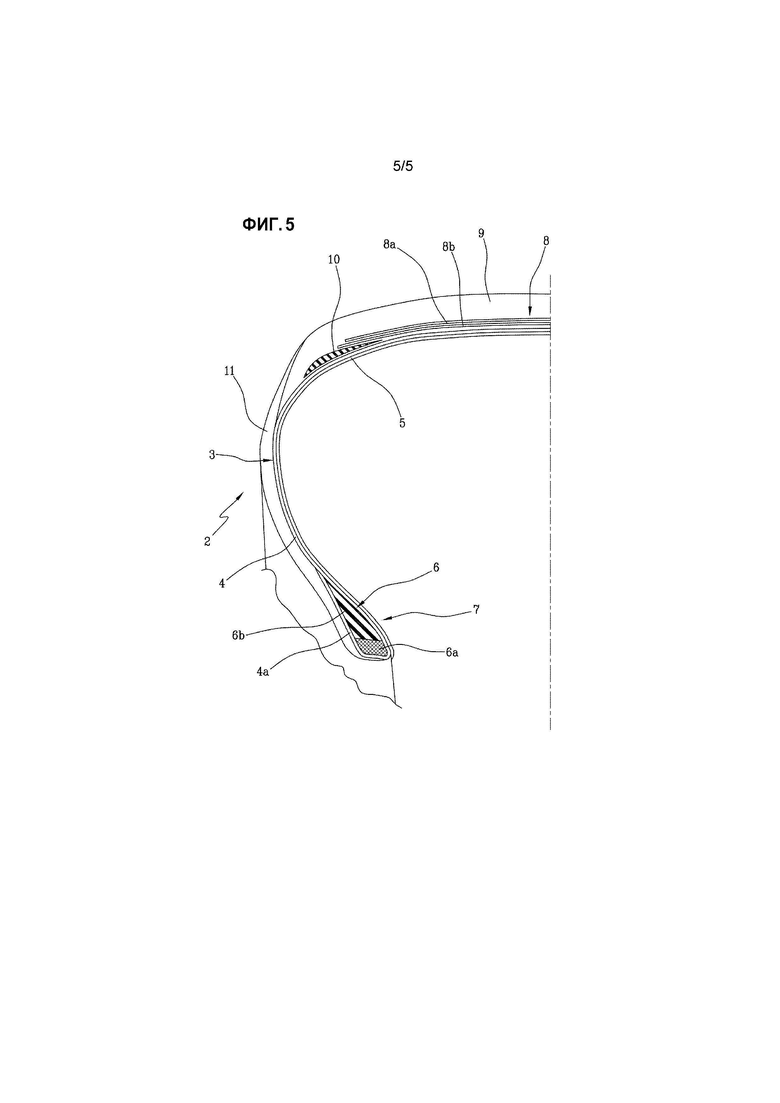
фиг.5 - выполненное с вырывом, диаметральное сечение шины, которая может быть собрана посредством способа и установки согласно изобретению.
На вышеуказанных чертежах ссылочной позицией 1 обозначена в целом установка для сборки шин для колес транспортных средств, предназначенная для осуществления способа согласно настоящему изобретению.
Установка 1 предназначена для сборки шин 2 (фиг.5), по существу содержащих, по меньшей мере, одну каркасную конструкцию 3, имеющую, по меньшей мере, один слой 3 каркаса. Воздухонепроницаемый слой эластомерного материала или так называемый герметизирующий слой 5 может быть наложен внутри на слой/слои 4 каркаса. Две кольцевые удерживающие конструкции 6, каждая из которых содержит так называемый сердечник 6а борта, несущий эластомерный наполнительный шнур 6b, который расположен в радиальном направлении снаружи, введены в контактное взаимодействие с соответствующими концевыми клапанами 4а слоя или слоев 4 каркаса. Кольцевые удерживающие конструкции 6 встроены вблизи зон 7, обычно называемых термином «борта», в которых обычно происходит контактное взаимодействие между шиной 2 и соответствующим монтажным ободом.
Брекерная конструкция 8, содержащая один или более слоев 8а, 8b брекера, наложена по окружности вокруг слоя/слоев 4 каркаса, и протекторный браслет 9 наложен по окружности поверх брекерной конструкции 8.
Брекерная конструкция 8 может быть соединена с так называемыми «подбрекерными вставками» 10, каждая из которых расположена между слоем/слоями 4 каркаса и одним из противоположных в аксиальном направлении, концевых краев брекерной конструкции 8. В качестве дополнения или альтернативы по отношению к подбрекерным вставкам 10 кольцевые вставки (непоказанные), образованные из эластомерного материала и/или содержащие текстильные или металлические корды, по существу параллельные направлению протяженности шины вдоль окружности (брекерный слой с кордами с нулевым углом), или другие армирующие элементы могут быть наложены в радиальном направлении, по меньшей мере, поверх противоположных в аксиальном направлении, концевых краев слоев 8а, 8b брекера и/или расположены между теми же слоями 8а, 8b брекера, по меньшей мере, на указанных концевых краях.
Две боковины 11, каждая из которых проходит от соответствующего борта 7 до соответствующего бокового края протекторного браслета 9, наложены в местах, противоположных в боковом направлении, на слой/слои 4 каркаса.
Указанные компоненты шины 2 собирают на одном или более формообразующих барабанах 12а, 12b путем перемещения указанных формообразующих барабанов предпочтительно посредством одной или более роботизированных рук ʺRʺ антропоморфного типа, предпочтительно с, по меньшей мере, 6 осями поворота/степенями подвижности (фиг.1), между различными рабочими станциями, на каждой из которых специальные устройства предпочтительно накладывают элементарные полуфабрикаты на формообразующий барабан или формообразующие барабаны 12а, 12b.
В предпочтительном варианте осуществления, схематически проиллюстрированном в качестве примера на фиг.1, установка 1 содержит линию 13 сборки каркасов, линию 14 сборки наружных рукавных элементов и станцию 15 придания формы. На линии 13 сборки каркасов один или более первых формообразующих барабанов 12а последовательно перемещаются между различными рабочими станциями, выполненными с возможностью формирования - на каждом формообразующем барабане 12а - каркасного рукавного элемента, содержащего слой или слои 4 каркаса, герметизирующий слой 5, кольцевые удерживающие конструкции 6 и при необходимости, по меньшей мере, часть боковин 11. Каждый из первых формообразующих барабанов 12а, используемых на линии 13 сборки каркасов, может быть представлен так называемым «сборочным барабаном» для «первого этапа» или для «одностадийного процесса», на котором формируют и/или собирают каркасную конструкцию 3.
Одновременно на линии 14 сборки наружных рукавных элементов один или более вторых формообразующих барабанов 12b последовательно перемещаются между различными рабочими станциями, предназначенными для формирования на каждом из них наружного рукавного элемента, содержащего, по меньшей мере, брекерную конструкцию 8, протекторный браслет 9 и при необходимости подбрекерные вставки 10 и/или, по меньшей мере, часть боковин 11. Каждый из вторых формообразующих барабанов 12b, используемых на линии 14 сборки наружных рукавных элементов, может быть представлен, например, так называемым «вспомогательным барабаном».
На станции 15 придания формы наружный рукавный элемент снимают со второго сборочного барабана 12b для соединения с каркасной конструкцией 3, ранее сформированной на линии 13 сборки каркасов с тороидальной формой данной конструкции.
Собранные шины 2 затем последовательно перемещают к, по меньшей мере, одному вулканизационному устройству, которое не показано.
Согласно настоящему изобретению предусмотрено, что, по меньшей мере, один из компонентов шины 2, например, по меньшей мере, один слой 4 каркаса и/или, по меньшей мере, один слой 8а, 8b брекера формируют на соответствующем формообразующем барабане 12а, 12b посредством наложения элементарных полуфабрикатов в виде полосообразных элементов ʺВʺ параллельно друг другу и рядом друг с другом и размещения их один за другим на поверхности ʺSʺ для наложения, проходящей вдоль направления протяженности самогó формообразующего барабана вдоль окружности в радиальном направлении снаружи по отношению к последнему.
Каждый полосообразный элемент ʺВʺ предпочтительно имеет поперечный размер, приблизительно составляющий от приблизительно 2 мм до приблизительно 50 мм, например, от приблизительно 20 мм до приблизительно 40 мм.
В примере, показанном в данном документе конкретно со ссылкой на фиг.2-4, первый формообразующий барабан 12а, используемый для сборки каркасной конструкции 3, функционально размещают на станции 16 наложения полосообразных элементов, расположенной на линии 13 сборки каркасов, для формирования слоя 4 каркаса на поверхности ʺSʺ для наложения, образованной самим формообразующим барабаном.
Станция 16 наложения полосообразных элементов содержит, по меньшей мере, одно сборочное устройство 17, выполненное с возможностью наложения полосообразных элементов ʺВʺ на формообразующий барабан 12а рядом друг с другом в направлении вдоль окружности. В некоторых случаях могут быть предусмотрены два или более сборочных устройств 17, которые являются диаметрально противоположными или распределены по-другому вокруг геометрической оси ʺX-Xʺ формообразующего барабана 12а.
Следует отметить, что указанная поверхность ʺSʺ для наложения может представлять собой радиально наружную поверхность формообразующего барабана 12а или предпочтительно радиально наружную поверхность, образованную герметизирующим слоем 5 и/или любыми другими компонентами шины 2, уже наложенным на указанный формообразующий барабан 12а.
Формообразующий барабан 12а предпочтительно расположен и оперт с возможностью вращения вокруг его геометрической оси ʺX-Xʺ. Непоказанные устройства, например, в виде шпинделя, приводимого в движение электродвигателем, служат для обеспечения вращения формообразующего барабана 12а вокруг указанной геометрической оси ʺX-Xʺ. Более конкретно, формообразующий барабан 12а может поворачиваться в соответствии с угловыми шагами вращения. При каждом останове между двумя следующими друг за другом, угловыми шагами сборочное устройство 17 накладывает полосообразный элемент ʺВʺ. Ширина угловых шагов вращения может быть выбрана такой, чтобы в зависимости от требований к конструкции полосообразные элементы ʺВʺ были размещены на небольшом расстоянии друг от друга или в контакте друг с другом для формирования слоя 4 каркаса или другого компонента, проходящего по существу непрерывно и с обеспечением однородности в направлении вдоль окружности вокруг геометрической оси ʺX-Xʺ формообразующего барабана 12а. Более конкретно, предпочтительно, чтобы, по меньшей мере, при образовании слоя 4 каркаса один или более полосообразных элементов были наложены так, чтобы их продольный край был наложен в радиальном направлении на продольный край наложенного ранее, полосообразного элемента в зоне ʺZʺ перекрытия.
Также может быть предусмотрено то, что формообразующий барабан 12а и сборочное устройство 17 могут быть ориентированы под углом друг относительно друга, например, вокруг оси ориентирования, предпочтительно расположенной в поперечной плоскости ʺPʺ симметрии самого барабана. Таким образом, существует возможность изменения - в зависимости от требований к конструкции - угла ʺαʺ наложения полосообразных элементов ʺВʺ относительно направления протяженности формообразующего барабана 12а вдоль окружности. Для образования каркаса 4 такой угол ʺαʺ наложения может составлять, например, от приблизительно 70° до приблизительно 100°. Для образования слоя 8а, 8b брекера такой угол ʺαʺ наложения может составлять, например, от приблизительно 45° до приблизительно 60°.
Сборочное устройство 17 содержит, по меньшей мере, одно подающее устройство 18, предназначенное для подачи - предпочтительно по одному за раз - полосообразных элементов ʺВʺ, отрезанных в соответствии с заданной длиной, в устройство 19 для наложения.
Полосообразные элементы ʺВʺ предпочтительно получают посредством операций разрезания, последовательно выполняемых на, по меньшей мере, одном непрерывном удлиненном элементе 20, поступающем из тянущего и/или каландрирующего устройства или с подающей бобины, и поэтому они все имеют одинаковую ширину ʺWʺ. Такая ширина ʺWʺ предпочтительно находится в диапазоне между приблизительно 20 мм и приблизительно 40 мм.
Непрерывный удлиненный элемент 20 и, следовательно, полосообразные элементы ʺВʺ, полученные из него, имеют множество кордов или аналогичных нитевидных элементов из металлического или текстильного материала, проходящих параллельно друг другу вдоль продольного направления удлиненного элемента и самогó полосообразного элемента ʺВʺ и, по меньшей мере частично, покрытых слоем эластомерного материала, наложенного посредством операции вытягивания и/или каландрирования.
Подающее устройство 18 может представлять собой, например, устройство такого типа, как описано в документе US 8,342,220 В2 на имя того же Заявителя. В частности, подающее устройство 18 содержит, по меньшей мере, один разрезающий элемент 21, выполненный с возможностью разрезания непрерывного удлиненного элемента 20 перпендикулярно или в соответствии с определенным углом наклона относительно его продольного направления для получения отдельных полосообразных элементов ʺВʺ. Разрезающий элемент 21 взаимодействует с, по меньшей мере, одним зажимным элементом 22, выполненным с возможностью перемещения между первым рабочим положением, в котором он предназначен для захвата конца непрерывного удлиненного элемента 20 рядом с разрезающим элементом 21, и вторым рабочим положением, в котором он удален от самогó разрезающего элемента.
При поступательном перемещении из первого во второе рабочее положение зажимной элемент 22 тянет непрерывный удлиненный элемент 20 так, чтобы вытянуть его за разрезающий элемент 21 и так, чтобы он предпочтительно находился на небольшом расстоянии от формообразующего барабана 12а рядом с ними в радиальном направлении, в соответствии с длиной части, которая соответствует длине полосообразного элемента ʺВʺ, который должен быть получен после соответствующего приведения в действие самогó разрезающего элемента.
Устройство 19 для наложения выполнено с возможностью последовательного входа в контактное взаимодействие с каждым из полосообразных элементов ʺВʺ, подготовленных вышеописанным способом, для обеспечения их наложения на поверхность ʺSʺ для наложения, образуемую посредством формообразующего барабана 12а.
Устройство 19 для наложения содержит, по меньшей мере, один нажимной ролик 23, опертый с возможностью вращения вокруг соответствующей оси Y-Y вращения, расположенной поперек, предпочтительно перпендикулярно к продольному направлению протяженности полосообразного элемента ʺВʺ.
Более конкретно, в предпочтительном варианте осуществления используются, по меньшей мере, два нажимных ролика 23, каждый из которых удерживается подвижным опорным элементом 24 и перемещается посредством него вдоль направляющей конструкции 25, проходящей предпочтительно в направлении, перпендикулярном к направлению осей Y-Y вращения нажимных роликов 23.
Устройство 19 для наложения соединено с устройствами поперечного перемещения, которые не показаны, поскольку они могут быть выполнены любым удобным образом, и которые, например, функционируют между направляющей конструкцией 25 и опорными элементами 24 для поступательного перемещения нажимных роликов 23 на расстоянии друг от друга вдоль направляющей конструкции 25. Поперечное перемещение нажимных роликов 23 предпочтительно происходит между первым рабочим положением (фиг.2), в котором они находятся рядом друг с другом, предпочтительно вблизи поперечной плоскости ʺPʺ симметрии формообразующего барабана 12а и в положении, соответствующем центру симметрии, относительно продольной осевой линии полосообразного элемента ʺВʺ, и вторым рабочим положением (непоказанным), в котором они удалены от поперечной плоскости ʺPʺ симметрии. Следовательно, нажимные ролики 23 поступательно перемещаются вдоль продольного направления полосообразного элемента ʺВʺ во время его наложения.
Также предусмотрены устройства радиального перемещения, предназначенные для поступательного перемещения нажимных роликов 23 для их приближения в радиальном направлении к поверхности ʺSʺ для наложения на формообразующем барабане 12а. Эти устройства радиального перемещения не проиллюстрированы и не описаны подробно, поскольку они могут быть реализованы любым удобным способом специалистом в данной области техники и могут, например, воздействовать на направляющую конструкцию 25 и/или непосредственно на опорные элементы 24 для ввода полосообразного элемента ʺВʺ в контакт с поверхностью ʺSʺ для наложения. Более конкретно, каждый нажимной ролик 23 выполнен с возможностью поступательного перемещения при воздействии перемещающих устройств между положением при загрузке, в котором он удален в радиальном направлении от поверхности ʺSʺ для наложения, как показано на фиг.2, и положением при наложении, в котором нажимной ролик 23 воздействует на полосообразный элемент ʺВʺ с приложением радиального давления, которому противодействует поверхность ʺSʺ для наложения, как показано на фиг.4.
Согласно настоящему изобретению каждый нажимной ролик 23 является упруго деформируемым. Кроме того, каждый нажимной ролик 23 поддается деформации упругого изгиба вдоль его оси Y-Y вращения. Для этого нажимной ролик 23 предпочтительно может содержать, по меньшей мере, одну цилиндрическую винтовую пружину 26 предпочтительно из металлического материала, имеющую витки 26а, расположенные последовательно рядом друг с другом вдоль указанной оси Y-Y вращения. Противоположные концы цилиндрической винтовой пружины 26 предпочтительно насажены в аксиальном направлении на соответствующие втулки 27, контактно взаимодействующие с возможностью поворота - коаксиально по отношению к оси Y-Y вращения - с противоположными в аксиальном направлении, концевыми частями 28а опорного кронштейна 28. Опорный кронштейн 28 предпочтительно соединен с опорным элементом 24 посредством пальца 29, расположенного по существу в центральном месте между соответствующими концевыми частями 28а. Следовательно, опорный кронштейн 28 совершает угловые колебания в по существу радиальной плоскости относительно формообразующего барабана 12а вокруг соответствующей оси колебаний, образованной пальцем 29, по существу ортогональной к плоскости, в которой расположена ось Y-Y вращения нажимного ролика 23, и предпочтительно касательной к окружности, концентрической относительно геометрической оси ʺX-Xʺ формообразующего барабана 12а. Угловые колебания опорного кронштейна 28 вокруг оси колебаний, образованной пальцем 29, соответствуют угловым колебаниям оси ʺY-Yʺ вращения нажимного ролика 23 в по существу радиальной плоскости относительно формообразующего барабана 12а.
Две пружины 30 растяжения или эквивалентные упругие балансировочные элементы предпочтительно воздействуют на опорный кронштейн 28 соответственно вблизи взаимно противоположных концевых частей 28а для удерживания нажимного ролика 23 в соответствии с заданной промежуточной ориентацией между двумя крайними положениями при колебаниях.
Упругие нажимные элементы (31, 32) могут быть расположены между опорным кронштейном 28 и опорным элементом 24 для содействия - в положении при наложении - созданию по существу постоянного нажимного воздействия нажимного ролика 23 на полосообразный элемент ʺВʺ и, следовательно, на формообразующий барабан 12а. Более конкретно, может быть, например, предусмотрено то, что опорный кронштейн 28 будет удерживаться ползуном 31, направляемым с возможностью скольжения через опорный элемент 24. Нажимная пружина 32, при необходимости предварительно нагруженная посредством сжимающей предварительной нагрузки, функционирует между опорным элементом 24 и буртиком 31а, будучи удерживаемой на ползуне 31, для поджима нажимного ролика 23 к формообразующему барабану 12а.
Как можно видеть на фиг.2, в положении при загрузке полосообразный элемент ʺВʺ, отрезанный ранее при срабатывании разрезающего элемента 21, предпочтительно размещают в контакте с нажимными роликами 23 на некотором радиальном расстоянии от поверхности ʺSʺ для наложения.
Для надлежащего удерживания полосообразного элемента ʺВʺ в моменты времени между отрезкой последнего при срабатывании разрезающего элемента 21 и наложением на формообразующий барабан 12а может быть предусмотрено то, что будет задействован, по меньшей мере, один вспомогательный удерживающий элемент 33. Каждый вспомогательный удерживающий элемент 33 может содержать, например, пластину (или другой аналогичный механический элемент), выступающую от соответствующего опорного элемента 24 для обеспечения опоры для удлиненного элемента 20, который вытягивается зажимным элементом 22, и для отрезанного полосообразного элемента ʺВʺ.
Во время радиального перемещения из положения при загрузке, показанного на фиг.2, каждый нажимной ролик 23 перед тем, как достичь положения при наложении, в котором он обеспечивает приложение давления к поверхности ʺSʺ для наложения, перемещается в переходное положение в тот момент, когда возникает первоначальный контакт полосообразного элемента ʺВʺ с поверхностью ʺSʺ для наложения, предпочтительно вблизи аксиальной плоскости ʺCʺ симметрии нажимного ролика 23. В переходном положении вследствие кривизны поверхности ʺSʺ для наложения соответствующие противоположные продольные края самогó полосообразного элемента ʺВʺ по-прежнему находятся на расстоянии от нажимного ролика 23 и/или поверхности ʺSʺ для наложения, при этом полосообразный элемент ʺВʺ входит - вблизи его средней продольной линии - в контакт по касательной с нажимным роликом 23 и с поверхностью ʺSʺ для наложения, как показано на фиг.3.
Пока не будет достигнуто переходное положение, цилиндрическая винтовая пружина 26, образующая каждый из нажимных роликов 23, сохраняет исходное состояние, соответствующее по существу цилиндрической конфигурации, при этом соответствующие витки 26а расположены с прилеганием друг к другу на всей протяженности самой цилиндрической винтовой пружины 26 по окружности.
Несмотря на то, что нажимной ролик 23 вследствие контакта витков 26а друг с другом является по существу не сжимаемым в аксиальном направлении, то есть в направлении, параллельном его оси ʺY-Yʺ вращения, цилиндрическая винтовая пружина 26 по-прежнему обеспечивает упруго деформируемую конструкцию нажимного ролика 23. Более конкретно, характеристики цилиндрической винтовой пружины 26 предпочтительно выбраны такими, чтобы придать нажимному ролику 23 заданную гибкость вдоль его оси ʺY-Yʺ вращения.
Гибкость предпочтительно такова, что нажимной ролик 23 вследствие радиального усилия, приложенного к его концам концевыми частями 28а опорного кронштейна 28, и противодействия данному усилию в аксиальной плоскости симметрии самогó нажимного ролика, которое обусловлено контактом с поверхностью ʺSʺ для наложения, имеет прогиб при деформации изгиба, равный, по меньшей мере, 2*10-5 м/Н, более предпочтительно равный, по меньшей мере, 5*10-5 м/Н.
Соответственно, при переходе за переходное положение, чтобы достичь положения при наложении, нажимной ролик 23 подвергается деформации упругого изгиба вдоль его оси ʺY-Yʺ вращения. Такая упругая деформация обеспечивает возможность адаптации формы нажимного ролика 23 к форме поверхности ʺSʺ для наложения для постепенного «повторения» ее кривизны в направлении вдоль окружности и/или поперечном направлении, начиная от продольной осевой линии по направлению к концам самогó нажимного ролика, противоположным в аксиальном направлении.
Таким образом, обеспечивается содействие приложению равномерно распределенного радиального давления/усилия вдоль всей протяженности зоны контакта между нажимным роликом 23 и полосообразным элементом ʺВʺ. Указанная зона контакта, образуемая на наружной поверхности нажимного ролика 23, проходит по существу линейно поперек к полосообразному элементу ʺВʺ, приблизительно вдоль образующей тела вращения, которое отображает цилиндрическую конфигурацию самого ролика.
Таким образом, при достижении положения при наложении нажимной ролик 23 будет упруго деформирован рядом с полосообразным элементом ʺВʺ и приобретает профиль радиального сечения, соответствующий профилю поверхности ʺSʺ для наложения, по меньшей мере, вдоль зоны контакта.
Деформации изгиба нажимного ролика 23 может содействовать возможность перемещения отдельных витков 26а цилиндрической винтовой пружины 26 в радиальном направлении друг относительно друга. Действительно, витки 26а представляют собой аксиальные части нажимного ролика 23, выполненные с возможностью упругого перемещения друг относительно друга также в радиальном направлении по отношению к оси ʺY-Yʺ вращения самогó нажимного ролика для «отслеживания» любой неровности поверхности ʺSʺ для наложения, обусловленной наличием диаметральных уступов и/или наложением друг на друга продольных краев следующих друг за другом в направлении вдоль окружности, полосообразных элементов ʺВʺ в зонах ʺZʺ перекрытия.
Когда положение при наложении будет достигнуто, деформация изгиба нажимного ролика 23 в возможном варианте может вызывать взаимное аксиальное смещение витков 26а в зонах окружной периферии, удаленных от поверхности ʺSʺ для наложения, в то время как те же витки 26а остаются расположенными с прилеганием друг к другу в зонах окружной периферии, находящихся в радиальном направлении в контакте с полосообразным элементом ʺВʺ и рядом с поверхностью ʺSʺ для наложения, как ясно показано на фиг.4.
Другими словами, протяженность нажимного ролика 23 в аксиальном направлении, по меньшей мере, вдоль зоны контакта остается почти постоянной, несмотря на деформацию изгиба самого ролика.
Нажимные ролики 23 предпочтительно достигают положения при наложении тогда, когда они приближены друг к другу вблизи поперечной плоскости ʺPʺ симметрии барабана в первом рабочем положении; когда положение при наложении будет достигнуто, обеспечивается прилипание средней продольной части полосообразного элемента ʺВʺ, удерживаемого устройством 19 для наложения, которая проходит между нажимными роликами 23 в первом рабочем положении, к поверхности ʺSʺ для наложения. После этого устройства поперечного перемещения обеспечивают удаление нажимных роликов 23 друг от друга по направлению ко второму рабочему положению. Во время этого перемещения каждый из нажимных роликов 23 катится вдоль полосообразного элемента ʺВʺ, перемещаясь по нему в направлении соответствующего конца и обеспечивая приложение радиального давления, равномерно распределенного по всей протяженности полосообразного элемента ʺВʺ, на который воздействует прохождение нажимного ролика 23. Использование металлических цилиндрических винтовых пружин 26 позволяет каждому нажимному ролику 23, который упруго деформируется, как описано выше, под действием радиального давления, сохранять протяженность по окружности в поперечном сечении также в зоне контакта, где концентрируется давление/нажимное воздействие.
Для предотвращения морщин и/или других структурных отклонений на полосообразном элементе ʺВʺ, вызываемых перекатыванием нажимного ролика 23 в местах, где витки 26а приближены друг к другу, предпочтительно использовать цилиндрические винтовые пружины, каждый из витков 26а которых имеет круглый или по существу эллиптический профиль поперечного сечения. Однако также предусмотрено использование цилиндрических винтовых пружин с витками 26а, имеющими прямоугольную или многоугольную форму в поперечном сечении, при необходимости со скругленными углами.
Равномерность радиального нажимного воздействия/давления, действующего на поверхность на всей протяженности каждого полосообразного элемента ʺВʺ во время наложения, которая обеспечивается благодаря гибкости и геометрической адаптируемости нажимных роликов 23, гарантирует эффективное вытеснение воздуха из зоны между полосообразным элементом ʺВʺ и поверхностью ʺSʺ для наложения, что создает возможность удовлетворительного наложения полосообразных элементов ʺВʺ даже при высокой рабочей скорости. В частности, существует возможность устранения или значительного уменьшения нежелательных воздушных пузырьков также в зонах разрыва непрерывности конструкции, которые могут возникать, например, в перекрывающихся зонах ʺZʺ, то есть вдоль соответственно перекрывающихся продольных краев полосообразных элементов ʺВʺ, которые являются соседними в направлении вдоль окружности.
Заявитель обнаружил, что устранение таких воздушных пузырьков позволяет значительно сократить отходы производства. Например, если конкретно рассматривать выполнение слоев 4 каркаса, действительно было установлено, что настоящее изобретение обеспечивает лучшее адгезионное сцепление отдельных полосообразных элементов ʺВʺ с поверхностью ʺSʺ для наложения. Равномерность давления, приложенного к полосообразным элементам ʺВʺ во время наложения, также обуславливает тенденцию к устранению или уменьшению неровностей поверхности, которые могут иметься на поверхности ʺSʺ для наложения в особенности тогда, когда последняя образована герметизирующим слоем 5 или другим эластомерным компонентом, образованным намоткой - то есть намоткой вокруг формообразующего барабана 12а, 12b - непрерывного удлиненного элемента из эластомерного материала в соответствии с размещенными рядом друг с другом витками, при необходимости частично перекрывающими друг друга для формирования по существу непрерывного слоя. Нажимное воздействие/давление, действующее со стороны нажимных роликов 23, также способствует уплотнению витков 26а, которые образуют компонент, на который накладываются полосообразные элементы ʺВʺ, в результате чего предотвращается нежелательное разъединение между ними и возникающие в результате этого дефекты конструкции в конечном изделии.
Также обеспечивается лучшая регулярность поверхности на всей протяженности слоя 4 каркаса или другого компонента, образованного наложением полосообразных элементов ʺВʺ. Это состояние приводит к дополнительному уменьшению нежелательных воздушных пузырьков во время формирования дополнительных компонентов, таких как боковины 11 и/или протекторный браслет 9, в частности, в случае получения их посредством намотки.
Таким образом достигается значительное уменьшение отходов производства также в случае шин с очень малым отношением размеров Н/С профиля.
Кроме того, уменьшение количества воздушных пузырьков между компонентами невулканизированной шины 2 позволяет значительно ускорить процессы вулканизации (при использовании более высоких температур), поскольку больше нет необходимости обеспечивать время, требующееся воздуху, захваченному в компонентах шины, для выхода из них под действием давления в пресс-форме перед сшиванием.
Также обеспечивается возможность подвергания каркасной конструкции 3 и брекерной конструкции 8 воздействию большого растяжения во время вулканизации, например, для достижения особых характеристик управляемости шины.
Изобретение относится к способу сборки шин. Техническим результатом является минимизация включения частиц воздуха во время сборки шины, а также улучшение качества конечного изделия. Технический результат достигается способом, при котором компонент шины образуют на формообразующем барабане (12а, 12b) посредством наложения полосообразных элементов (В) параллельно друг другу и рядом друг с другом и размещения их одного за другим на поверхности (S) для наложения, проходящей вдоль направления протяженности формообразующего барабана (12а, 12b) по окружности, в радиальном направлении снаружи по отношению к нему. При этом наложение каждого из полосообразных элементов (В) происходит с помощью нажимного ролика (23), обеспечивающего приложение радиального давления вдоль зоны контакта, проходящей в поперечном направлении, к соответствующему полосообразному элементу (В), размещенному на поверхности (S) для наложения. Причем во время наложения нажимной ролик (23) подвергают деформации упругого изгиба вдоль его оси (Y-Y) вращения и он поступательно перемещается вдоль продольного направления полосообразного элемента (В) и упруго деформируется у полосообразного элемента (В) так, чтобы приобретать вдоль зоны контакта профиль в радиальном сечении, форма которого соответствует поверхности (S) для наложения, для распределения радиального давления на всей ширине полосообразного элемента (В). 2 н. и 22 з.п. ф-лы, 5 ил.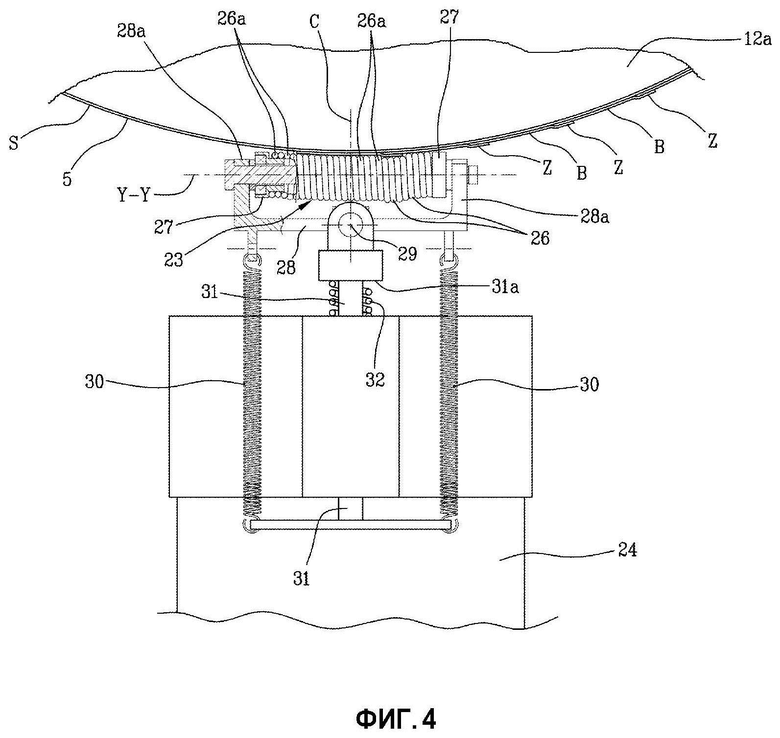
1. Способ сборки шин для колес транспортных средств, при котором по меньшей мере один компонент шины образуют на формообразующем барабане (12а, 12b) посредством наложения полосообразных элементов (В) параллельно друг другу и рядом друг с другом и размещения их одного за другим на поверхности (S) для наложения, проходящей вдоль направления протяженности формообразующего барабана (12а, 12b) по окружности, в радиальном направлении снаружи по отношению к нему,
при этом наложение каждого из полосообразных элементов (В) происходит с помощью по меньшей мере одного нажимного ролика (23), обеспечивающего приложение радиального давления вдоль зоны контакта, проходящей в поперечном направлении, к соответствующему полосообразному элементу (В), размещенному на поверхности (S) для наложения,
причем во время наложения нажимной ролик (23) подвергают деформации упругого изгиба вдоль его оси (Y-Y) вращения и он поступательно перемещается вдоль продольного направления полосообразного элемента (В) и упруго деформируется у полосообразного элемента (В) так, чтобы приобретать, по меньшей мере, вдоль указанной зоны контакта профиль в радиальном сечении, форма которого соответствует поверхности (S) для наложения, для распределения указанного радиального давления на всей ширине полосообразного элемента (В).
2. Способ по п.1, при котором нажимной ролик (23) выполнен с возможностью перемещения в радиальном направлении к формообразующему барабану (12а, 12b) в положение при наложении, в котором нажимной ролик (23) осуществляет приложение давления к формообразующему барабану (12а, 12b).
3. Способ по п.1 или 2, при котором перед тем, как достичь положения при наложении, нажимной ролик (23) проходит за переходное положение, в котором полосообразный элемент (В), по меньшей мере частично, находится в контакте вдоль его средней продольной линии с нажимным роликом (23) и поверхностью (S) для наложения, при этом соответственно противоположные продольные края полосообразного элемента (В) находятся на расстоянии от нажимного ролика (23) и/или от поверхности (S) для наложения.
4. Способ по любому из предшествующих пунктов, при котором во время наложения нажимной ролик (23) сохраняет свой аксиальный размер по существу постоянным вдоль зоны контакта.
5. Способ по любому из предшествующих пунктов, при котором по меньшей мере один из полосообразных элементов (В) накладывают так, чтобы его продольный край был наложен в радиальном направлении на продольный край ранее наложенного полосообразного элемента (В) в зоне (Z) перекрытия, подвергающейся воздействию нажимного ролика (23).
6. Способ по любому из предшествующих пунктов, при котором нажимной ролик (23) имеет аксиальные части, выполненные с возможностью упругого перемещения относительно друг друга в радиальном направлении по отношению к оси (Y-Y) вращения ролика.
7. Способ по любому из предшествующих пунктов, при котором во время наложения нажимной ролик (23) сохраняет протяженность по окружности в поперечном сечении в зоне контакта.
8. Способ по любому из предшествующих пунктов, при котором нажимной ролик (23) выполнен с возможностью поворота в угловом направлении в по существу радиальной плоскости относительно формообразующего барабана (12а, 12b) во время наложения.
9. Способ по любому из предшествующих пунктов, при котором нажимной ролик (23) выполнен с возможностью радиального перемещения относительно формообразующего барабана (12а, 12b) под действием упругих нажимных элементов.
10. Установка для сборки шин для колес транспортных средств, содержащая:
по меньшей мере один формообразующий барабан (12а, 12b);
по меньшей мере одно сборочное устройство (17) для сборки компонентов шины на формообразующем барабане (12а, 12b);
при этом указанное по меньшей мере одно сборочное устройство (17) содержит:
устройство (19) для наложения, содержащее по меньшей мере один нажимной ролик (23) для по меньшей мере одного полосообразного элемента (В), подлежащего наложению;
устройства поперечного перемещения, выполненные с возможностью поступательного перемещения нажимного ролика (23) вдоль продольного направления каждого полосообразного элемента (В) во время его наложения;
устройства радиального перемещения, выполненные с возможностью поступательного перемещения нажимного ролика (23) между положением при загрузке, в котором нажимной ролик (23) удален в радиальном направлении от поверхности (S) для наложения, радиально наружной по отношению к формообразующему барабану (12а, 12b), и положением при наложении, в котором нажимной ролик (23) обеспечивает приложение радиального давления, которому противодействует поверхность (S) для наложения, вдоль зоны контакта, создаваемой снаружи посредством нажимного ролика (23);
при этом нажимной ролик (23) является упруго деформируемым, чтобы приобретать, вдоль указанной зоны контакта в положении при наложении, профиль в радиальном сечении, который по форме соответствует поверхности (S) для наложения;
причем нажимной ролик (23) поддается деформации упругого изгиба вдоль его оси (Y-Y) вращения.
11. Установка по п.10, в которой гибкость нажимного ролика (23) вдоль его оси (Y-Y) вращения является такой, которая обеспечивает прогиб при деформации изгиба, равный по меньшей мере 2*10-5 м/Н.
12. Установка по п.10 или 11, в которой нажимной ролик (23) является по существу не сжимаемым в аксиальном направлении, параллельном его оси (Y-Y) вращения.
13. Установка по любому из пп.10-12, в которой нажимной ролик (23) содержит цилиндрическую винтовую пружину (26), имеющую витки (26а), расположенные последовательно рядом друг с другом вдоль указанной оси (Y-Y) вращения.
14. Установка по п.13, в которой витки (26а) расположены с прилеганием друг к другу, по меньшей мере, в указанном положении при загрузке.
15. Установка по п.13 или 14, в которой в положении при наложении витки (26а) расположены с прилеганием друг к другу в той части окружной периферии нажимного ролика (23), которая расположена в радиальном направлении в контакте с полосообразным элементом (В).
16. Установка по любому из пп.10-15, в которой нажимной ролик (23) опирается с возможностью вращения на опорный кронштейн (28), выполненный с возможностью поворота в угловом направлении вокруг оси колебаний.
17. Установка по п.16, в которой угловые колебания опорного кронштейна (28) вокруг оси колебаний соответствуют угловым колебаниям оси (Y-Y) вращения нажимного ролика (23) в по существу радиальной плоскости относительно формообразующего барабана (12а, 12b).
18. Установка по п.16 или 17, в которой указанная ось колебаний по существу ортогональна к плоскости, в которой расположена ось (Y-Y) вращения нажимного ролика (23).
19. Установка по любому из пп.16-18, в которой указанная ось колебаний является по существу касательной к окружности, концентрической по отношению к геометрической оси (Х-Х) формообразующего барабана (12а, 12b).
20. Установка по любому из пп.16-19, дополнительно содержащая упругие балансировочные элементы, воздействующие на опорный кронштейн (28) для удерживания нажимного ролика (23) в промежуточной ориентации между двумя крайними положениями при колебаниях.
21. Установка по любому из пп.13-20, в которой концы цилиндрической винтовой пружины (26), противоположные в аксиальном направлении, насажены в аксиальном направлении на соответствующие втулки (27), контактно взаимодействующие с опорным кронштейном (28) с возможностью поворота.
22. Установка по любому из пп.10-21, в которой нажимной ролик (23) функционально удерживается опорным элементом (24), на который воздействуют указанные устройства радиального перемещения.
23. Установка по любому из пп.10-22, дополнительно содержащая упругие нажимные элементы для упругого поджима нажимного ролика (23) по направлению к поверхности (S) для наложения в положении при наложении.
24. Установка по пп.16 и 22, в которой опорный кронштейн (28) закреплен относительно опорного элемента (24) с возможностью поворота вокруг указанной оси колебаний.
| WO 2009068939 А1, 04.06.2009 | |||
| ИНГИБИТОРЫ ДИПЕПТИДИЛПЕПТИДАЗЫ IV НА ОСНОВЕ КОНДЕНСИРОВАННЫХ ЦИКЛОПРОПИЛПИРРОЛИДИНОВ И СПОСОБ ИХ ПРИМЕНЕНИЯ | 2001 |
|
RU2286986C2 |
| US 20070079921 А1, 12.04.2007 | |||
| УСТРОЙСТВО ДЛЯ ПРИКАТКИ ДЕТАЛЕЙ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2000 |
|
RU2176597C2 |
| Устройство для прикатки деталей покрышки на сборочном барабане | 1990 |
|
SU1703491A2 |

