Изобретение относится к шинной промьшленности и может быть использовано при сборке покрышек пневматических шин.
Цель изобретения - повышение точности установки бортов.
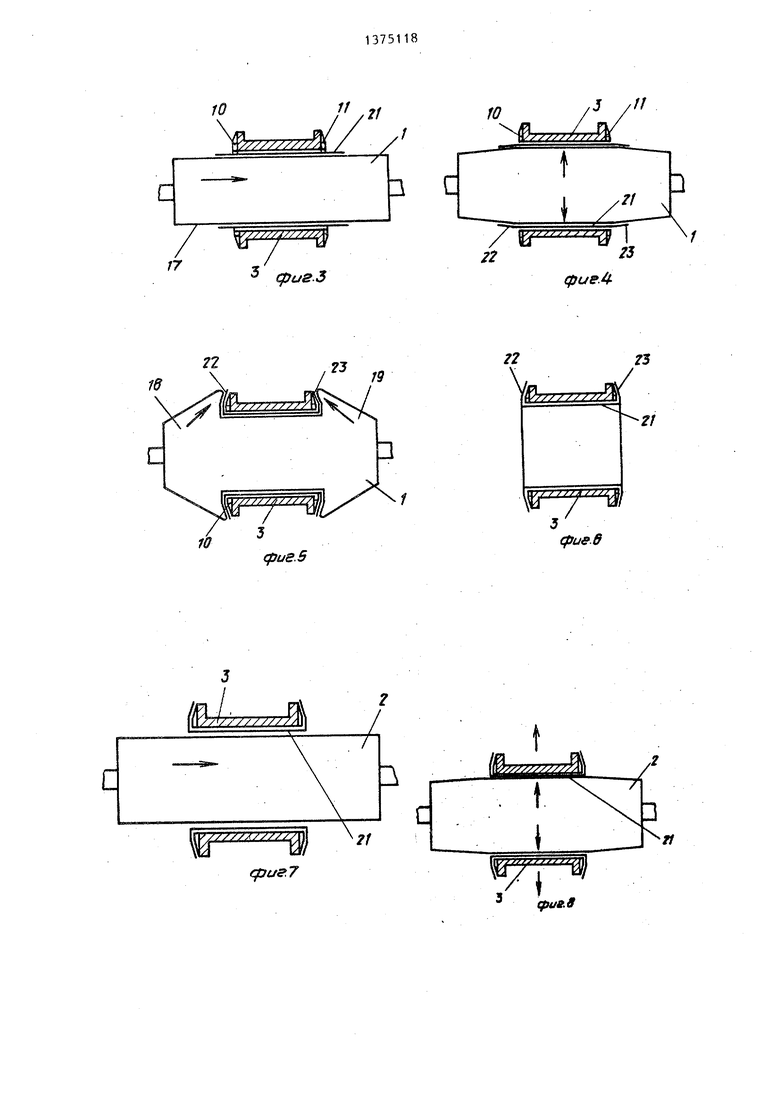
На фиг, 1-9 схематично изображены последовательные стадии изготовления покрьшки; на фиг. 10 - удерживающий механизм, общий вид; на фиг. 11 - то же, вид с торца; на фиг. 12-14 схематично изображены различные положения блокирующего кольца в процессе его установки,
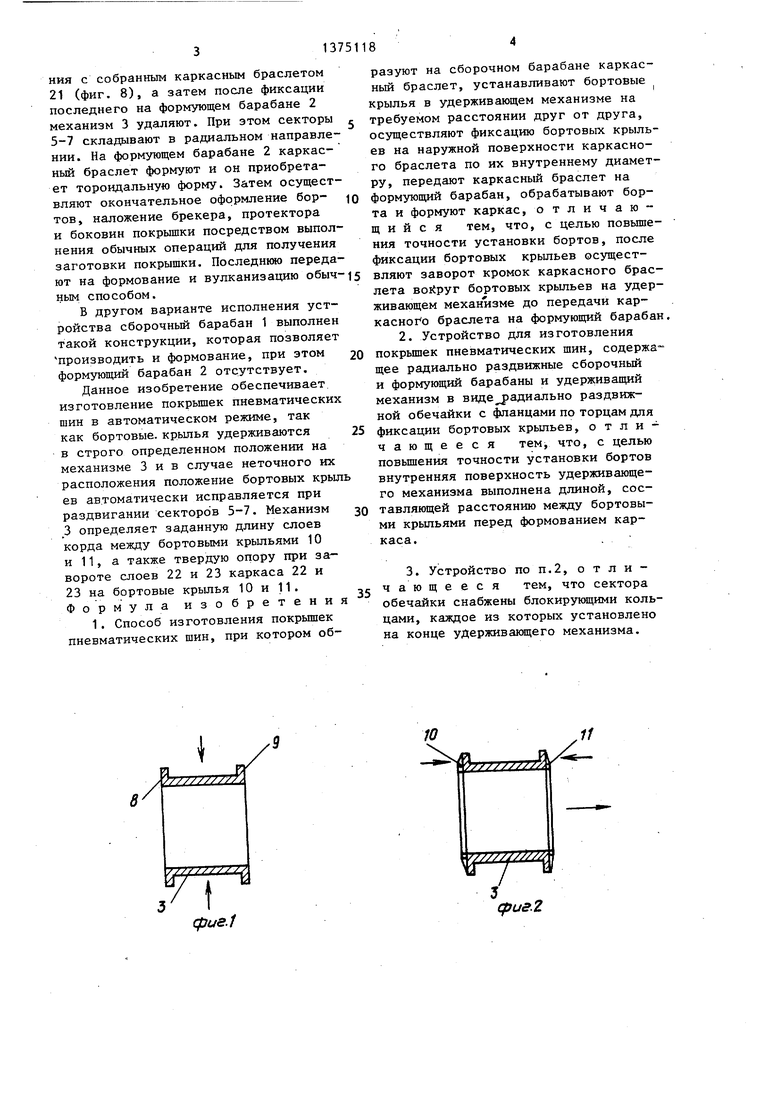
Устройство содержит радиально раздвижные сборочный 1 и формующий 2 барабаны и удерживающий механизм 3 в виде радиально раздвижной обечайки 4, состоящей из радиально подвиж- ных секторов 5-7 (привод для их разведения не показан). Обечайка 4 имеет фланцы 8 и 9 по торцам для фиксации бортовых крьшьев. Внутренняя поверхность механизма 3 выполнена дли- ной, соответствующей расстоянию межд бортовыми крыльями 10 и 11 перед формованием каркаса. Механизм 3 может быть сн гбжен магнитным приспособлением 12 или вакуумным приспособлением 13 игш тем и другим одновременно для удержания бортовых крыльев 10 и 11. Вакуумное приспособление 13 имеет по лости,соединенные посредством трубопровода 15 с источником вакуума. По- лости 14 соединены с каналом 16 для прикладывания вакуума к собранным бортовым крьшьям 10 и 11. Магнитное, приспособление 12 может быть выполнено в виде дугообразных магнитных полос, установленных вокруг внутренних кромок отрезков цилиндрической формы, соединяющихся в кольцевое приспособление (фиг. 10).
Сборочный барабан 1 (фиг. 3) пластинчатого типа, выполнен секторным и сверху покрыт резиновой оболочкой 17. Механизм разжима барабана может быть любой известной конструкции (не показан). Сборочньй барабан имеет боковые вспомогательные части 18 и 19, которые могут содержать подпружиненные пальцы или надувные мешки для обеспечения заворота слоев корда вокруг бортовых крьшьев 10 и 11 (не показаны).
Формующий барабан 2 имеет привод для его раздвижения и принятия им
г
5
0 5 0 5 д
5
0
5
торообразной формы при формовании каркаса (на фиг. 7 не показан).
Для того чтобы секторы 5-7 удерживались в строго заданном положении относительно друг друга, используют блокирующие кольца 20 (фиг. 12) по одному на каждом торце обечайки 4. Кольца 20 скошены изнутри для обеспечения строгой концентричности, при их надвигании на торцы обечайки 4. Кольца 20 предотвращают смещение секторов 5-7.
Предлагаемьй способ осуществляется на данном устройстве следующим образом.
На сборочном барабане 1 собирают обычным способом каркасный браслет 21, На удерживающем механизме 3 устанавливают бортовые крылья 10 и 11, которые удерживаются приспособлениями 12 или 13 или обоими вместе на расстоянии между ними, соответствующем расстоянию между бортовыми крыльями перед формованием каркаса. Механизм 3 устанавливают соосно со сборочным барабаном 1 и каркасным браслетом 21 на нем (фиг. 3). Разжимают сборочный барабан 1 и фиксируют бортовые крылья 10 и и 11 на поверхности каркасного браслета 21. Разжим барабана 1 осуществляют вначале в центральной его части (фиг. 4), а затем осуществляют заворот слоев каркаса 22 и 23 в радиальном направлении на бортовые крылья 10 и 11 посредством боковых вспомогательных частей 18 и 19. Каждое бортовое крыло 10 и 11 - это проволочный сердечник в сборе с наполнительным шнуром. При разжиме секторов сборочного барабана 1- каркасный браслет 21 прижимается к внутренней поверхности механизма 3 (фиг. 4). После осуществления процесса заворота слоев 22 и 23 каркаса вокруг бортовых крыльев сборочный барабан 1 складьшают и удаляют механизм 3 от сборочного барабана 1. Собранный каркасный браслет 21 с бортовыми крыльями 10 и 11 и завернутыми на них слоями 22 и 23 каркаса оставляют на механизме 3. Во время этой операции через трубопровод 15 подают вакуум и через каналы 16 прикладывают его к бортовым крьшьям 10 и 11 и удерживают каркасный браслет 21 на механизме 2 (фиг. 6). В механизм 3 вводят формующий барабан 2 (фиг. 7) и его центральную часть раздвигают до сопряжения с собранным каркасным браслетом 21 (фиг. 8), а затем после фиксации последнего на формующем барабане 2 механизм 3 удаляют. При этом секторы 5-7 складывают в радиальном направлении. На формующем барабане 2 каркасный браслет формуют и он приобретает тороидальную форму. Затем осуществляют окончательное оформление бор- TOBj наложение брекера, протектора и боковин покрышки посредством выполнения обычных операций для получения заготовки покрышки. Последнюю передают на формование и вулканизацию обыч ным способом.
В другом варианте исполнения устройства сборочный барабан 1 выполнен такой конструкции, которая позволяет производить и формование, при этом формующий барабан 2 отсутствует.
Данное изобретение обеспечивает изготовление покрьш1ек пневматических шин в автоматическом режиме, так как бортовые, крылья удерживаются в строго определенном положении на механизме 3 и в случае неточного их расположения положение бортовых крыл ев автоматически исправляется при раздвигании секторов 5-7. Механизм 3 определяет заданную длину слоев корда между бортовыми крыльями 10 и 11, а также твердую опору при завороте слоев 22 и 23 каркаса 22 и 23 на бортовые крылья 10 и 11. Формула изобретения
1. Способ изготовления покрьшек пневматических шин, при котором об
разуют на сборочном барабане каркасный браслет, устанавливают бортовые крылья в удерживающем механизме на требуемом расстоянии друг от друга, осуществляют фиксацию бортовых крыльев на наружной поверхности каркасного браслета по их внутреннему диаметру, передают каркасный браслет на формующий барабан, обрабатывают борта и формуют каркас, отличающийся тем, что, с целью повышения точности установки бортов, после фиксации бортовых крьшьев осуществляют заворот кромок каркасного браслета вокруг бортовых крьшьев на удерживающем механ изме до передачи кар- касног о браслета на формующий барабан,
2.Устройство для изготовления покрьш1ек пневматических шин, содержа - щее радиально раздвижные сборочный
и формующий барабаны и удерживащий механизм в виде адиально раздвижной обечайки с фланцами по торцам для фиксации бортовых крыльев, отличающееся тем, что, с целью повьш1ения точности установки бортов внутренняя поверхность удерживающего механизма выполнена длиной, составляющей расстоянию между бортовыми крыльями перед формованием каркаса.
3.Устройство по п.2, отличающееся тем, что сектора обечайки снабжены блокирующими кольцами, каждое из которых установлено на конце удерживакяцего механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Способ сборки покрышек пневматических шин | 1979 |
|
SU750900A2 |
| Устройство для сборки покрышек пневматических шин | 1978 |
|
SU717851A1 |
| Устройство для сборки покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU823165A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1548077A1 |
| Способ сборки покрышек пневматических шин | 1986 |
|
SU1399168A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1110662A2 |
| Способ сборки покрышек пневматических шин | 1978 |
|
SU736486A1 |
| Станок для сборки покрышек пневматических шин из уширенных слоев корда | 1968 |
|
SU292417A1 |

Изобретение относится к шинной промышленности и может быть использовано при сборке покрьш1ек пневматических шин. Целью изобретения является повышение точности установки бортов. Для этого после фиксации бортовых крыльев осуществляют заворот кромок каркасного браслета вокруг бортовых крыльев на удерживающем механизме до передачи каркасного браслета на формующий барабан. Внутренняя поверхность удерживающего механизма выполнена дпиной, соответствующей расстоянию между бортовыми крыльями перед формованием каркаса. Секторы обечайки снабжены блокирующими кольцами, каждое из которых установлено на конце удерживающего механизма. 2с. и 1 з.п. ф-лы. 14 ил.
/
8
ft
фиг.1
10
/////// //// (pus.2
10
If
С
//уУХУ///хУУ/1
17
gjus.3
1х
cfjue.5
сриг,7
фие.4
22
У
7S
X X X Х/
-г/
rv
J
Cpus.e
::
x/ wxyyx
/
f
Ч
7/
7
дш8.8
а
Г/Т
gjue.3
20 д
Cpuf.fZ
J2
Л,
фиг. W
12 №
/4
tpuff.fS
tfme.1
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
