Изобретение относится к устройству для сборки каркаса для покрышки транспортного средства.
При производстве покрышек используются сборочные барабаны для производства каркасов покрышек. На таких сборочных барабанах наматываются и собираются отдельные компоненты для сборки покрышек в виде слоев резины с каркасными элементами. На одном из этапов способа, сердечники покрышек с наполнительными шнурами размещают в соответствующем месте, после чего вокруг этих сердечников покрышек оборачивают концы вставок. Затем каркасы покрышек удаляют с барабана для сбора покрышек и обрабатывают далее на следующем устройстве.
Одним недостатком обычных сборочных барабанов для производства каркасов покрышек является то, что устройства центрирования сердечника не подходят для покрышек малых размеров. Одной из причин этого является то, что минимальный диаметр центрирующего устройства определяется максимальным диаметром вала со стороны расположения сдвигового узла. На конце вала сдвигового узла установлена так называемая сильфонная опора, которая приводится в движение пневматически. Сильфонная опора, в свою очередь, соединена пневматическими линиями с линиями в сдвиговом узле, и эти пневматические линии расположены вокруг вала сдвигового узла. Пневматические линии сокращают возможности минимизации диаметра центрирующего устройства. Таким образом, обычные сборочные барабаны для каркасов покрышек не могут быть использованы для производства покрышек размером 13 дюймов и менее.
Целью изобретения является создание устройства, посредством которого можно регулируемым образом изменять диаметр устройств центрирования сердечника, и которое, в то же время, можно будет использовать для производства покрышек малых размеров.
Задача решается устройством согласно признакам ограничительной и отличительной части пункта 1 формулы изобретения, тем что
сильфонная опора на стороне сдвигового узла стационарно прикреплена к валу сдвигового узла, при этом
аксиальное расстояние для фиксации ширины каркаса производимой покрышки транспортного средства между сильфонной опорой и сборочным барабаном получают посредством позиционирования сдвигового узла в аксиальном направлении.
Одно преимущество изобретения заключается, в частности, в том, что такая конструкция сокращает эффективный диаметр вала сдвигового узла. Расположенную на конце вала сильфонную опору больше не перемещают в ее аксиальное положение посредством пневматического или моторного привода. В результате нет необходимости в пневматических линиях, которые установлены вокруг вала сдвигового узла в обычных устройствах. Аксиальное положение сильфонной опоры на стороне сдвигового узла, теперь задается позиционированием сдвигового узла. Дополнительным преимуществом является то, что в конструкции теперь имеется достаточно конструктивного места, чтобы выполнить расширение сильфонных опор посредством моторного привода. Таким образом, изменение в конструкции также позволяет устройству производить каркасы для покрышек малых размеров. Эти покрышки малых размеров представляют собой 13-дюймовые покрышки или даже покрышки еще меньших размеров. Дополнительное преимущество заключается в том, что устройство в целом является более гибким и быстрым в отношении изменения размеров покрышек. Более того, время изменения размеров сокращается.
В преимущественном развитии изобретения предусматривается, что на конце второго вала сдвигового узла устанавливают выдвижной шток для стыковки с приводным валом сборочного барабана. Расстояние между концами валов - вала на стороне сдвигового узла, и приводным валом - перекрывается штоком. Шток также служит для эффективной стыковки обоих концов валов друг с другом.
В дальнейшем преимущественном развитии изобретения предусматривается, что выдвижной механизм штока является пневматическим. Это гарантирует, что, когда между обоими концами валов имеются различные расстояния, всегда обеспечивается равномерное высокое сжимающее давление, которое соединяет оба конца валов друг с другом.
В дальнейшем преимущественном развитии изобретения предусматривается, что шток имеет торцовые зубцы для сцепления с противоположным концом приводного вала сборочного барабана. Торцевые зубцы гарантируют эффективную передачу усилия или вращающего момента между обоими концами валов.
В дальнейшем преимущественном развитии изобретения предусматривается, что диаметр сильфонной опоры на стороне сдвигового узла, увеличивают или уменьшают в радиальном направлении посредством моторного привода. Это позволяет выполнять расширение сильфонной опоры с высокой точностью в различные положения.
В дальнейшем преимущественном развитии изобретения предусматривается, что сдвиговой узел приводят в движение в аксиальном направлении посредством шпинделя. При помощи привода шпинделя сдвиговой узел с высокой точностью может перемещаться в определенное аксиальное положение, при этом это аксиальное положение задает расстояние между сильфонной опорой и сборочным барабаном.
В дальнейшем преимущественном развитии изобретения предусматривается, что сдвиговой узел позиционируют в аксиальном направлении на определенном расстоянии от сборочного барабана посредством моторного привода. При помощи моторного привода возможно простое перемещение сдвигового узла в аксиальном направлении.
В дальнейшем преимущественном развитии изобретения предусматривается, что устройство имеет два устройства центрирования сердечника, которые в исходном положении установлены коаксиально вокруг второго вала сдвигового узла. Размещение обоих устройств центрирования сердечника коаксиально вокруг второго вала сдвигового узла обеспечивает быструю и эффективную вставку заранее изготовленных сердечников покрышек в устройство.
В дальнейшем преимущественном развитии изобретения предусматривается, что диаметр устройств центрирования сердечников может быть изменяемо установлен и приспособлен к размерам изготовляемых покрышек, а также к диаметру сердечников покрышек. Это позволяет использовать устройство для производства покрышек с различными размерами, при этом время перехода к другому размеру покрышки является очень коротким.
В дальнейшем преимущественном развитии изобретения предусматривается, что диаметр устройств центрирования сердечников может быть уменьшен до диаметра, при котором оказывается возможным прием сердечников покрышек для 13-дюймовых покрышек. В случае применения обычных устройств для производства каркасов покрышек производство каркасов покрышек с соответствующими малыми размерами было невозможно.
В дальнейшем преимущественном развитии изобретения предусматривается, что сильфонную опору на стороне приводного вала сборочного барабана перемещают в аксиальном направлении при помощи моторного привода, посредством чего задается расстояние между сильфонной опорой и сборочным барабаном. Это расстояние задает среди прочего ширину каркаса покрышки, причем эта ширина изменяется у покрышек различных размеров или типов.
В дальнейшем преимущественном развитии изобретения предусматривается, что диаметр сильфонных опор на стороне приводного вала сборочного барабана может регулироваться моторным приводом. Это позволяет перемещать сильфонную опору с высокой точностью в определенное положение.
Теперь изобретение будет объяснено более подробно на основе варианта осуществления.
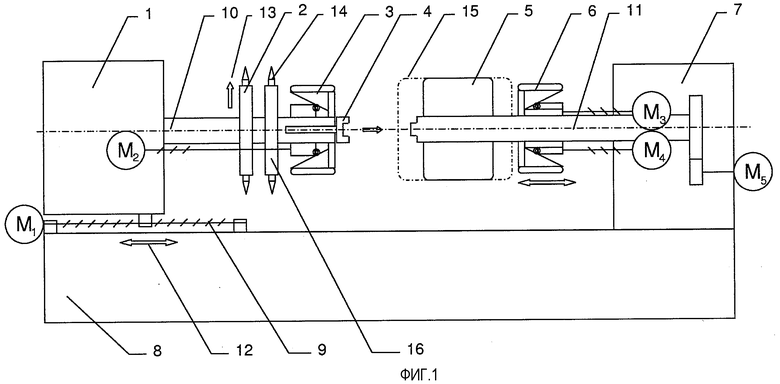
Фиг.1 представляет собой принципиальную схему устройства.
Фиг.2 представляет собой принципиальную схему правой стороны устройства.
Фиг.1 представляет собой изображение устройства в исходном положении. Устройство содержит сборочный барабан 5, соответственно, барабан для каркаса, который установлен с возможностью вращения на приводном валу 11. Приводной вал 11 установлен с возможностью вращения в шпиндельном узле 7 и приводится в движение двигателем M5. Пунктирная линия 15 изображает возможный более широкий сборочный барабан, который так же может быть установлен на приводном валу 11, например, для покрышек больших размеров. Левая сильфонная опора 3 и правая сильфонная опора 6 установлены с двух сторон сборочного барабана 5. Осевое положение вдоль вала 11 правой сильфонной опоры 6 может изменяться при помощи двигателя M3. Осевое положение сильфонной опоры 6 зависит от требуемого каркаса покрышки. Настройка (установка) диаметра сильфонной опоры в радиальном направлении 13 происходит при помощи двигателя M4. Сильфонные опоры 3 и 6 на своей внешней периферии содержат надувные меха, которые обвивают концы вставок вокруг сердечников покрышек. Левая сильфонная опора 3 стационарно установлена на конце второго вала 10 сдвигового узла 1. Например, сильфонная опора 3 может быть жестко прикручена к концу второго вала 10. Вал 10 с возможностью свободного вращения монтируется в сдвиговом узле 1. Сдвиговый узел 1 приводится в движение в аксиальном направлении 12 шпинделем 9. Привод сдвигового узла 1 в аксиальном направлении 12 происходит посредством двигателя M1. Сдвиговый узел 1 и шпиндельный узел 7 установлены на опорной плите 8.
Устройство показано в своем исходном положении. На первом этапе собранные сердечники 14 покрышек с наполнительными шнурами размещают на устройствах 2 центрирования сердечника. Устройства центрирования сердечника выполнены с возможностью изменения своего диаметра, и подходят даже для сердечников покрышек для 13-дюймовых покрышек. На следующем этапе сдвиговой узел 1 смещают в аксиальном направлении к шпиндельному узлу, так чтобы сильфонная опора 3 размещалась на заранее определенном расстоянии от сборочного барабана 5. Ее обычно перемещают на то же расстояние, которое было установлено на противоположной стороне сборочного барабана 5 между правой опорой диафрагмы 6 и сборочным барабаном 5. На следующем этапе шток 4, имеющий форму соединительной муфты, пневматически выдвигается из конца второго вала 10, так что шток 4 входит в зацепление с противоположным концом приводного вала 11 и соединяет концы двух валов друг с другом. На следующем этапе способа правое устройство центрирования сердечника перемещают к правой стороне станка между сильфонной опорой 6 и шпиндельным узлом 7. После этого выполняют укладку каркасных слоев на сборочный барабан 5 и сильфонной опоры 3 и 6. Когда плечо протектора покрышки сформировано, сердечники покрышек устанавливают и помещают в соответствующие места каркаса покрышки. На следующем этапе, концы вставки оборачивают вокруг сердечников покрышек. Эта операция оборачивания происходит по существу посредством надувания мехов, которые расположены на сильфонных опорах 3 и 6. На следующем этапе происходит расширение сильфонных опор, в результате чего они образуют с барабаном для каркаса в значительной степени цилиндрическую поверхность, на которую укладывают бортовой усилительный элемент и боковины покрышки. На следующем этапе сдвиговой узел перемещают обратно в его исходное положение, и левую сильфонную опору аксиально перемещают от барабана, чтобы освободить место для загибания бортового усилительного элемента и боковин покрышки вокруг сердечника. Затем готовый каркас покрышки удаляют. После этого каркас покрышки передают на следующее устройство, где происходит последующая сборка покрышки.
Фиг.2 представляет собой изображение принципиальной схемы правой части станка, представленного на фиг.1. Здесь главным образом изображен барабан 1 для каркаса, правая сильфонная опора 6 и шпиндельный узел 7. Расширение, соответственно, настройка диаметра сильфонной опоры 6 в радиальном направлении происходит при помощи моторного привода M4 и шпинделя 18. Моторный привод M4 отсоединяется от вращения сильфонной опоры 6 при помощи вращающейся опоры. Аксиальная настройка или аксиальное движение сильфонной опоры 6 в аксиальном направлении 12 происходит при помощи моторного привода M3 и шпинделя 17.
Список обозначений
(образующая часть описания)
1 сдвиговый узел
2 левое устройство центрирования сердечника
3 левая сильфонная опора
4 шток
5 барабан для каркаса или сборочный барабан
6 правая сильфонная опора
7 шпиндельный узел
8 опорная плита
9 привод шпинделя сдвигового узла
10 второй вал сдвигового узла
11 приводной вал сборочного барабана
12 осевое направление
13 радиальное направление
14 сердечник покрышки с наполнительным шнуром
15 более широкий сборочный барабан
16 правое устройство центрирования сердечника
17 шпиндель
18 шпиндель
M1 привод сдвигового узла
M2 привод регулирующей диаметр левой сильфонной опоры
M3 привод смещающей вдоль оси правой сильфонной опоры
M4 привод регулирующей диаметр правой сильфонной опоры
M5 привод для вращения сборочного барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1998 |
|
RU2147991C1 |
| Барабан для сборки и формования покрышек пневматических шин | 1983 |
|
SU1079464A1 |
| Устройство для наложения резиновой ленточки на каркас покрышек пневматических шин | 1972 |
|
SU612613A3 |
| Устройство для сборки покрышек пневматических шин | 1989 |
|
SU1680565A1 |
| Барабан для сборки покрышек пневматических шин | 1980 |
|
SU921871A1 |
| Устройство для наложения кольцевых заготовок покрышек пневматических шин | 1981 |
|
SU1030206A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| ПРИВОД К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2153418C1 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU897573A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1987 |
|
SU1490852A1 |

Настоящее изобретение относится к устройству для сборки каркаса покрышек транспортного средства. Техническим результатом заявленного изобретения является упрощение и сокращение времени изменения размера покрышек. Технический результат достигается устройством для сборки каркаса для покрышки транспортного средства. Причем устройство имеет сборочный барабан для намотки каркаса покрышки, соответствующую сильфонную опору с надувными мехами для обвивания вставок на каждой из двух сторон сборочного барабана, приводной вал для приведения во вращение сборочного барабана и сдвиговой узел со вторым валом. При этом сильфонная опора на стороне сдвигового узла стационарно присоединена к валу сдвигового узла. Причем аксиальное расстояние для фиксации ширины каркаса производимой покрышки транспортного средства, между сильфонной опорой и сборочным барабаном, получено посредством позиционирования сдвигового узла в аксиальном направлении. 11 з.п. ф-лы, 2 ил.
1. Устройство для сборки каркаса для покрышки транспортного средства, причем устройство имеет сборочный барабан (5) для намотки каркаса покрышки, соответствующую сильфонную опору (3, 6) с надувными мехами для обвивания вставок на каждой из двух сторон сборочного барабана (5), приводной вал (11) для приведения во вращение сборочного барабана (5) и сдвиговой узел (1) со вторым валом (10), отличающееся тем, что сильфонная опора (3) на стороне сдвигового узла (1) стационарно присоединена к валу (10) сдвигового узла (1), при этом аксиальное расстояние для фиксации ширины каркаса производимой покрышки транспортного средства между сильфонной опорой (3) и сборочным барабаном (5) получено посредством позиционирования сдвигового узла (1) в аксиальном направлении (12).
2. Устройство по п.1, отличающееся тем, что на конце второго вала (10) сдвигового узла (1) установлен выдвижной шток (4) для стыковки с приводным валом (11) сборочного барабана (5).
3. Устройство по п.2, отличающееся тем, что выдвижной механизм штока (4) приводится в действие пневматически.
4. Устройство по п.2 или 3, отличающееся тем, что шток (4) имеет торцовые зубцы для сцепления с противоположным концом приводного вала (11) сборочного барабана (5).
5. Устройство по п.1, отличающееся тем, что посредством моторного привода (М2) диаметр сильфонной опоры (3) на стороне сдвигового узла (1) может быть увеличен или уменьшен в радиальном направлении.
6. Устройство по п.1, отличающееся тем, что перемещение сдвигового узла (1) в аксиальном направлении происходит посредством шпинделя (9).
7. Устройство по п.1, отличающееся тем, что сдвиговый узел (1) установлен в аксиальном направлении на определенном расстоянии от сборочного барабана (5) посредством моторного привода (M1).
8. Устройство по п.1, отличающееся тем, что имеет два устройства (2, 4) центрирования сердечника, которые в исходном положении размещены коаксиально вокруг второго вала (10) сдвигового узла (1).
9. Устройство по п.8, отличающееся тем, что диаметр устройств (2, 4) центрирования сердечника может изменяемо устанавливаться и приспосабливаться к размеру производимой покрышки, а также к диаметру сердечников (4) покрышек.
10. Устройство по п.8 или 9, отличающееся тем, что устройства (2, 4) центрирования сердечника могут быть уменьшены до диаметра, при котором становится возможным принимать также сердечники малоразмерных покрышек.
11. Устройство по п.1, отличающееся тем, что сильфонная опора (6) на стороне приводного вала (11) сборочного барабана (5) выполнена с возможностью перемещения в аксиальном направлении (12) моторным приводом (М3), посредством чего задается расстояние между сильфонной опорой (6) и сборочным барабаном (5).
12. Устройство по п.1, отличающееся тем, что диаметр сильфонной опоры (6) на стороне приводного вала (11) сборочного барабана (5) выполнен с возможностью регулировки посредством моторного привода (М4).
| US 3950212 A, 13.04.1976 | |||
| УСТРОЙСТВО ДЛЯ ВИЗУАЛЬНОГО ОБСЛЕДОВАНИЯ ПОЛОСТИ РТА | 1995 |
|
RU2105530C1 |
| БАРАБАН ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1995 |
|
RU2095248C1 |
| DE 1925304 A1, 19.11.1970 | |||
| вСССОЮЗИАЯ | 0 |
|
SU363612A1 |
| US 2971562 A, 14.02.1961 | |||
| US 20060130960 A1, 22.06.2006 | |||
| US 20040216831 A1, 04.11.2004. | |||

