Известно устройство для управления копировальным станком, в котором сигналы датчика обхода контура и вращающегося трансформатора управляют приводами поступательно перемещающихся и поворотного рабочих органов, причем вращающийся трансформатор соединен с роликом, ощупывающим копир, при помощи державки. Недостатками устройства являются его относительно сложная конструкция и неточная ориентация оси инструмента в направлении нормали к копируемой поверхности, что вызывает погрещность при изготовлении детали.
Целью изобретения является повышение точности ориентации оси инструмента по радиусу кривизны копира.
Эта цель достигается благодаря тому, что на державке расположен дополнительный ролик, а вращающийся трансформатор установлен в качающемся стакане с осью качанич, перпендикулярной оси поворотного органа и расположенной в плоскости торца инструмента, причем с поверхностью стакана контактирует подпружиненный подвижный элемент датчика обхода контура, осуществляющий прижим роликов к копиру.
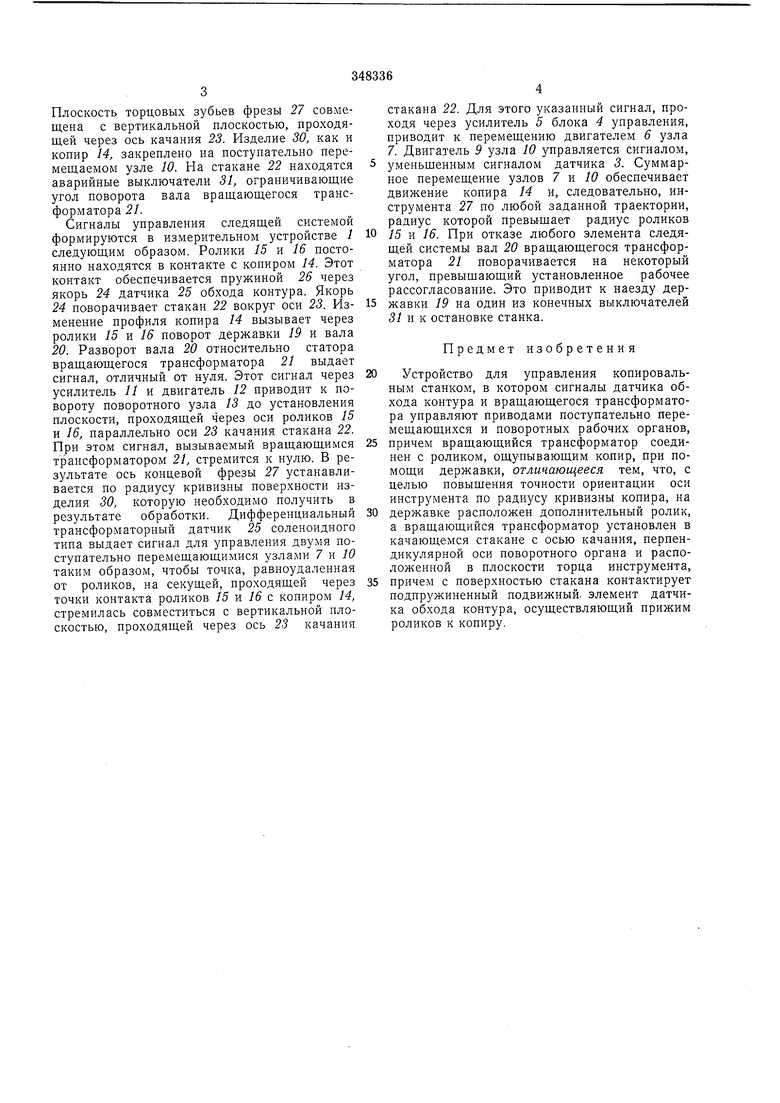
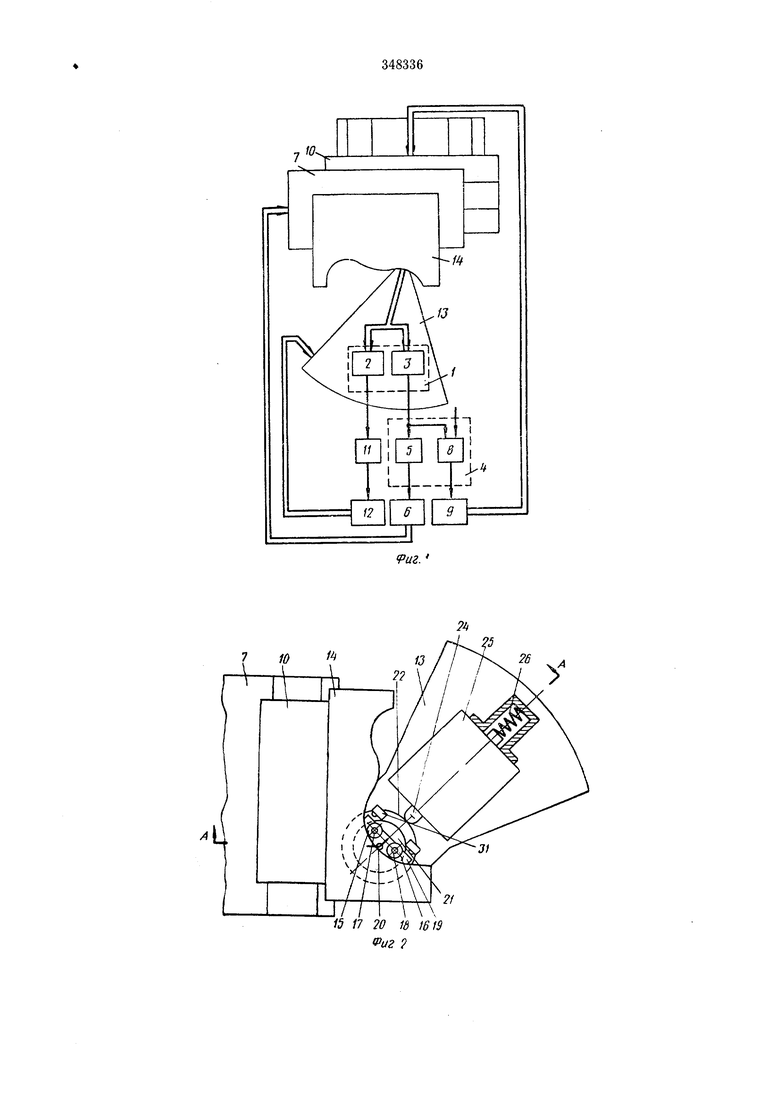
приводы к ним и управляющее устройство; на фиг. 3 - сечение по А-А на фиг. 2.
Устройство для управления копировальным станком состоит из измерительного
устройства /, включающего в себя вращающийся трансформатор 2 и датчик 3 обхода контура, блока 4 управления, содержащего усилитель 5, связанный с двигателем 6 привода поступательно перемещаемого узла 7
(см. фиг. 1 и 2), и усилитель 8, связанный с двигателем 9 привода другого поступательно перемещаемого узла 10. Вращающийся трансформатор 2 через усилитель 11 соединен с двигателем 12 поворотного узла 13.
В контакте с копиром 14 находятся ролики 15 и 16 (см. фиг. 2 и 3). Они расположены на осях 17 и 18, установленных на державке 19. Последняя смонтирована на валу 20 вращающегося трансформатора 21.
Корпус трансформатора закреплен в стакане 22, ось качания 23 которого расположена на поворотном узле 13.
Якорь 24 дифференциального трансформаторного датчика 25 обхода контура прижат
пружиной 26 к стакану 22, поворачивая его вокруг оси 23. Параллельно оси якоря 24 к в одной вертикальной плоскости с ним расположена ось концевой фрезы 27, закрепленной в щпинделе 28 шпиндельной бабки 29. ПоПлоскость торцовых зубьев фрезы 27 совмещена с вертикальной плоскостью, проходящей через ось качания 23. Изделие 30, как и копир 14, закреплено на поступательно перемещаемом узле 10. На стакане 22 находятся аварийные выключатели 31, ограничивающие угол поворота вала вращающегося трансформатора 21.
Сигналы управления следящей системой формируются в измерительном устройстве 1 следующим образом. Ролики 15 и 16 постоянно находятся в контакте с копиром 14. Этот контакт обеспечивается пружиной 26 через якорь 24 датчика 25 обхода контура. Якорь 24 поворачивает стакан 22 вокруг оси 23. Изменение профиля копира 14 вызывает через ролики 15 и 16 поворот державки 19 и вала 20. Разворот вала 20 относительно статора вращающегося трансформатора 21 выдает сигнал, отличный от нуля. Этот сигнал через усилитель 11 и двигатель 12 приводит к повороту поворотного узла 13 до установления плоскости, проходящей через оси роликов 15 и 16, параллельно оси 23 качания стакана 22. При этом сигнал, вызываемый вращающимся трансформатором 21, стремится к нулю. В результате ось концевой фрезы 27 устанавливается по радиусу кривизны поверхности изделия 30, которую необходимо получить в результате обработки. Дифференциальный трансформаторный датчик 25 соленоидного типа выдает сигнал для управления двумя поступательно перемещающимися узлами 7 и 10 таким образом, чтобы точка, равноудаленная от роликов, на секущей, проходящей через точки контакта роликов 15 и 16 с копиром 14, стремилась совместиться с вертикальной плоскостью, проходящей через ось 23 качания
стакана 22. Для этого указанный сигнал, проходя через усилитель 5 блока 4 управления, приводит к перемещению двигателем 6 узла 7. Двигатель 9 узла 10 управляется сигналом, уменьшенным сигналом датчика 3. Суммарное перемещение узлов 7 VL 10 обеспечивает движение копира 14 и, следовательно, инструмента 27 по любой заданной траектории, радиус которой превышает радиус роликов 15 и 16. При отказе любого элемента следящей системы вал 20 вращающегося трансформатора 21 поворачивается на некоторый угол, превышающий установленное рабочее рассогласование. Это приводит к наезду державки 19 на один из конечных выключателей .3/ и к остановке станка.
Предмет изобретения
Устройство для управления копировальным станком, в котором сигналы датчика обхода контура и вращающегося трансформатора управляют приводами поступательно перемещающихся и поворотных рабочих органов, причем вращающийся трансформатор соединен с роликом, ощупывающим копир, при помощи державки, отличающееся тем, что, с целью повышения точности ориентации оси инструмента по радиусу кривизны копира, на державке расположен дополнительный ролик, а вращающийся трансформатор установлен в качающемся стакане с осью качания, перпендикулярной оси поворотного органа и расположенной в плоскости торца инструмента, причем с поверхностью стакана контактирует подпружиненный подвижный, элемент датчика обхода контура, осуществляющий прижим роликов к копиру.
7 10 /
/5 17 20 18 1619
26 Риг f
.„ /1-/1
2i Iff 17
. ,/ .15
25 24
26
uz.j
