Изобретение относится к металлургии высокочистых металлов и может быть использовано при выращивании монокристаллов переходных металлов и их сплавов и их вакуумном рафинировании.
Известен способ электронно-лучевой зонной плавки, в котором регулирование мощности осуществляется изменением тока накала катодов [1]. Однако в этом способе создание устойчивой расплавленной зоны весьма затруднено из-за возникновения на ее поверхности локальных перегревов.
Известен способ управления электронно-лучевой зонной плавкой (Патент РФ №2287023 от 10.11.2006), включающий разогрев источника электронов током накала, приложения разности потенциалов между источником электронов и держателем обрабатываемого материала, расплавление последнего и регулирование мощности потока электронов. В этом способе для устранения локальных перегревов зоны проводят коррекцию положения источника электронов.
Указанный способ управления обладает существенным недостатком, не позволяющим получить устойчивую зону, так как коррекцию положения катода необходимо проводить в открытой камере, когда возможен доступ к катодной нити электронной пушки. К сожалению, при открытой камере на воздухе жидкую зону металла сформировать невозможно. Поэтому обычно с целью корректировки катода дожидаются полного остывания образца (расплавленной зоны), затем открывают плавильную камеру, производят коррекцию, закрывают камеру, откачивают до приличного вакуума и снова создают на образце жидкую зону. Если коррекция произведена удачно, то перечисленные операции занимают минимум 5-6 часов. Однако чаще всего приходится проводить 2-3 коррекции, что снижает производительность оборудования. В общем случае, даже после нескольких коррекций не удается устранить несимметричность нагрева, что приводит к браку и снижению выхода годных монокристаллов из-за произвольных сливов жидкой зоны, «штопорного» роста кристаллов и перерывов в процессе зонной плавки.
Целью изобретения является повышение кристаллографического качества и увеличение выхода годных монокристаллов.
Данная цель достигается тем, что в известном способе управления электронно-лучевой зонной плавкой, включающем разогрев источника электронов током накала, приложение разности потенциалов между источником электронов и держателем обрабатываемого материала, расплавление последнего при регулировании мощности потока электронов путем изменения разности потенциалов между источником электронов и держателем обрабатываемого материала, определяют рабочее значение тока накала, соответствующее максимальной равномерности зоны оплавления, путем оплавления поверхности технологического анода за счет приложения разности потенциалов между ним и источником электронов до возникновения видимых следов оплавления и изменения тока накала, затем поддерживают установленное рабочее значение тока накала постоянным, и регулирование мощности потока электронов в процессе плавки осуществляют при постоянном рабочем значении тока накала.
Данная цель достигается тем, что устройство для определения рабочего значения тока накала при электронно-лучевой зонной плавке содержит вакуумную охлаждаемую плавильную камеру, электронно-лучевую пушку, являющуюся катодом, и держатель обрабатываемого металла с установленным на нем технологическим анодом, выполненным в виде трубы из нержавеющей стали, диаметр которой соответствует диаметру обрабатываемого металла.
На чертеже представлено устройство для определения рабочего значения тока накала при электронно-лучевой зонной плавке, где 1 - кольцевой катод, 2 - электронная пушка, 3 - выращиваемый кристалл, 4 - обрабатываемый материал, 5 - тепловой экран, 6 - затравочный кристалл, 7 - источник питания, 8 - держатель.
Способ реализуется следующим образом.
В установке для электронно-лучевой зонной плавки вместо обрабатываемого металла в держателе устанавливают технологический анод, оплавляют его поверхность путем приложения разности потенциалов до возникновения видимых следов оплавления. Изменяют ток накала, определяя его рабочее значение, соответствующее максимальной равномерности зоны оплавления. Данное значение тока поддерживают затем постоянным, а уровень мощности электронного луча и, следовательно, температуру и высоту зоны плавления регулируют изменением величины разности потенциалов. Диаметр технологического анода, выполненного в виде трубы из нержавеющей стали, соответствует диаметру выращиваемого монокристалла. Возможность осуществления данного способа объясняется тем, что изменение тока накала косвенно связано с факторами, определяющими симметричность зоны нагрева. Таким образом, изменение тока накала приводит к перераспределению плотности электронного тока на поверхности зоны плавления. Этим самым удается предотвратить известное явление ионной фокусировки луча на поверхности расплава.
Пример выращивания монокристаллов молибдена.
Плавку десяти образцов проводили в электронно-лучевой установке, оборудованной водоохлаждаемым медным катодным узлом с кольцевым катодом. Катод диаметром 55 мм выполнен из вольфрамовой проволоки диаметром 1 мм. На технологическом аноде, представляющем трубу из нержавеющей стали диаметром 20 мм и толщиной стенки 0,5 мм, произвели 21 оплавление при величине разности потенциалов 17 кВ. Правильная кольцевая форма оплавленной поверхности на трубе получалась при токе накала 38 А. При токе накала 38 А ± 0,5% осуществили выращивание пяти монокристаллов молибдена из стержней диаметром 22,5 мм и длиной 300 мм. Все пять выращенных монокристаллов молибдена имели правильную цилиндрическую форму с диаметром 22 мм при среднем отклонении 0,3 мм. Среднее отклонение кристаллографической оси роста от заданного направления составило всего 0,8° при максимальном отклонении 2°, а плотность дислокации составила 3.105 см-2 и практически оставалась неизменной по всей длине монокристаллов. Средняя продолжительность плавки составила 223,2 мин, а выход годных монокристаллов 96,2%.
На той же установке было проплавлено пять аналогичных заготовок по известному способу. При этом из двух заготовок вообще не удалось вырастить монокристаллы из-за возникновения «штопорного» роста. Средняя продолжительность плавки составила 268,4 мин. Среднее отклонение кристаллографической оси от заданного направления составило 2° при максимальном отклонении 4°. Плотность дислокации изменялась от 4.105 до 2.106 см-2, отклонение от цилиндричности от 1,3 до 2 мм, а выход годных монокристаллов составил 56,24%. Таким образом, при использовании данного способа выход годных монокристаллов увеличился в 1,7 раза при повышенном кристаллографическом качестве выращенных монокристаллов и уменьшении продолжительности плавки до 20%.
Пример вакуумного рафинирования вольфрамовых стержней.
На аналогичной установке было проплавлено шесть заготовок: три - по данному способу и три - по известному. При этом определенное рабочее значение тока для технологического анода, выполненного из трубы из нержавеющей стали диаметром 18 мм и толщиной стенки 1 мм, составило 40 А. В процессе плавки разность потенциалов изменялась от 18,2 до 20 кВ. Рафинированные прутки вольфрама, полученные в соответствии с данным способом, имели цилиндрическую форму со средним диаметром 17,0 ± 0,4 мм, продолжительность плавки 247 мин, выход годного 95,2%. Прутки вольфрама, рафинирование которых производилось в соответствии с известным способом, имели цилиндрическую форму с диаметром 16,0±1,5 мм, при этом выход годного металла был 78,4% и средняя продолжительность плавки составила 319 мин. Таким образом, при рафинировании вольфрама данный способ позволяет уменьшить временные затраты на 29% и увеличить выход годного на 21%.
Устройство для определения рабочего значения тока накала при электронно-лучевой зонной плавке содержит вакуумную охлаждаемую плавильную камеру, электронную пушку 2 с кольцевым вольфрамовым катодом 1, затравочный кристалл 6, выращиваемый кристалл. 3, обрабатываемый металл 4, держатель 8 и источник питания 7.
Устройство для определения рабочего значения тока накала при электронно-лучевой зонной плавке работает следующим образом.
На месте затравочного кристалла 6, обрабатываемого металла 4 и выращиваемого кристалла 3 в плавильной камере с помощью держателя 8 размещают технологический анод в виде трубы из нержавеющей стали, диаметр которого соответствует диаметру обрабатываемого металла 4 и выращиваемого кристалла 3. Для создания потока электронов, оплавляющих поверхность технологического анода, с помощью источника питания 7 изменяют ток накала, определяя его рабочее значение, соответствующее максимальной равномерности зоны оплавления. Затем данное значение тока поддерживают постоянным, а мощность электронного луча регулируют изменением величины разности потенциалов. Эти операции проводятся в открытой плавильной камере. После подбора рабочего значения тока накала технологический анод удаляют и в держателе размещают затравочный кристалл 6 и обрабатываемый металл 4, затем плавильную камеру закрывают и после вакуумирования производят электронно-лучевую зонную плавку и выращивание монокристалла по обычной технологии, используя в качестве ключевого элемента определенное с помощью технологического анода рабочее значение тока накала.
Таким образом, предлагаемое устройство для определения рабочего значения тока накала при электронно-лучевой зонной плавке обеспечивает существенное улучшение кристаллографического качества выращиваемых монокристаллов тугоплавких металлов, повышение выхода годных монокристаллов и заметное увеличение производительности ростового вакуумного оборудования.
Источники информации
1. Мовчан Б.А. Электронно-лучевая плавка с рафинированием металлов. М.: Энергия, 1974, с.25-31.
2. Патент РФ №2287023 от 10.11.2006. «Способ электронно-лучевой зонной плавки металла и устройство для его осуществления».
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ЭЛЕКТРОННО-ЛУЧЕВОЙ ЗОННОЙ ПЛАВКИ ТУГОПЛАВКИХ И ПЕРЕХОДНЫХ МЕТАЛЛОВ И СПЛАВОВ ДЛЯ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ | 2008 |
|
RU2370553C1 |
| УСТРОЙСТВО ЭЛЕКТРОННО-ЛУЧЕВОЙ ЗОННОЙ ПЛАВКИ ТУГОПЛАВКИХ И ПЕРЕХОДНЫХ МЕТАЛЛОВ И СПЛАВОВ ДЛЯ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ | 2008 |
|
RU2370552C1 |
| СПОСОБ ВЫРАЩИВАНИЯ ПЛОСКИХ КРИСТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2374339C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ЗОННОЙ ПЛАВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2287023C1 |
| СПОСОБ ВЫРАЩИВАНИЯ БИКРИСТАЛЛОВ ПЕРЕХОДНЫХ МЕТАЛЛОВ | 2009 |
|
RU2389831C1 |
| СПОСОБ ВЫРАЩИВАНИЯ ТРУБЧАТЫХ КРИСТАЛЛОВ ВОЛЬФРАМА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2358043C1 |
| АКСИАЛЬНАЯ ЭЛЕКТРОННАЯ ПУШКА | 2008 |
|
RU2364980C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОВЕРШЕННЫХ КРИСТАЛЛОВ ТУГОПЛАВКИХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2378401C1 |
| СОСТАВНАЯ МИШЕНЬ ДЛЯ РАСПЫЛЕНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2392686C1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ДИСКОВ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2553905C2 |
Изобретение относится к способу управления электронно-лучевой зонной плавкой и устройству для определения рабочего значения тока накала и может быть использовано при выращивании монокристаллов переходных и тугоплавких металлов и их сплавов и их вакуумном рафинировании. Способ включает разогрев источника электронов током накала, приложение разности потенциалов между источником электронов и держателем обрабатываемого материала, расплавление последнего при регулировании мощности потока электронов путем изменения разности потенциалов между источником электронов и держателем обрабатываемого материала. Рабочее значение тока накала, соответствующее максимальной равномерности зоны оплавления, определяют путем оплавления поверхности технологического анода за счет приложения разности потенциалов между ним и источником электронов до возникновения видимых следов оплавления и изменения тока накала. Затем поддерживают установленное рабочее значение тока накала постоянным и регулирование мощности потока электронов в процессе плавки осуществляют при постоянном рабочем значении тока накала. В устройстве технологический анод выполнен в виде трубы из нержавеющей стали, диаметр которой соответствует диаметру обрабатываемого металла. В результате использования изобретения достигается повышение кристаллографического качества и увеличение выхода годных монокристаллов. 2 н.п. ф-лы, 1 ил.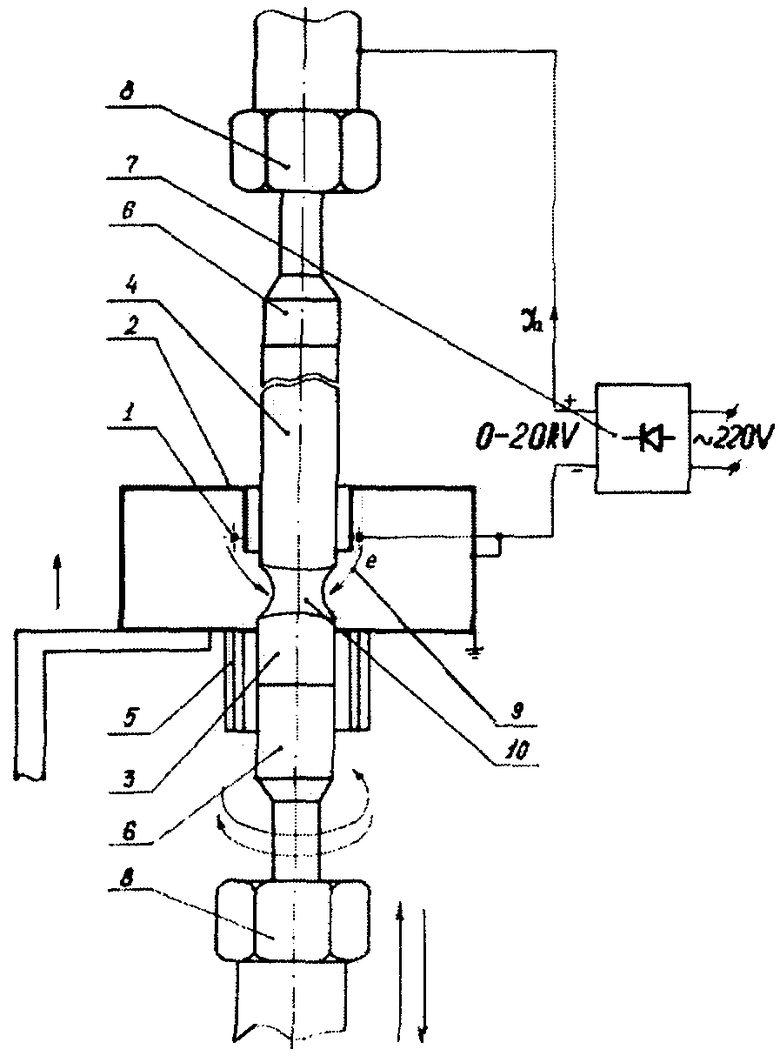
1. Способ управления электронно-лучевой зонной плавкой, включающий разогрев источника электронов током накала, приложение разности потенциалов между источником электронов и держателем обрабатываемого материала, расплавление последнего при регулировании мощности потока электронов путем изменения разности потенциалов между источником электронов и держателем обрабатываемого материала, отличающийся тем, что определяют рабочее значение тока накала, соответствующее максимальной равномерности зоны оплавления, путем оплавления поверхности технологического анода за счет приложения разности потенциалов между ним и источником электронов до возникновения видимых следов оплавления и изменения тока накала, затем поддерживают установленное рабочее значение тока накала постоянным и регулирование мощности потока электронов в процессе плавки осуществляют при постоянном рабочем значении тока накала.
2. Устройство для определения рабочего значения тока накала при электронно-лучевой зонной плавке, содержащее вакуумную охлаждаемую плавильную камеру, электронно-лучевую пушку, являющуюся катодом, и держатель обрабатываемого металла с установленным на нем технологическим анодом, выполненным в виде трубы из нержавеющей стали, диаметр которой соответствует диаметру обрабатываемого металла.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ЗОННОЙ ПЛАВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2287023C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ПЕРЕПЛАВА КУСКОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087563C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ МОНОКРИСТАЛЛОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 1981 |
|
SU1061526A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ПЕРЕПЛАВА МЕТАЛЛОВ И СПЛАВОВ | 2003 |
|
RU2238991C1 |
| US 6858059 B2, 22.02.2005 | |||
| JP 2005042178 A1, 17.02.2005 | |||
| JP 2004256369 A1, 16.09.2004 | |||
| JP 2004099959 A1, 02.04.2004. | |||

