Предлагаемое изобретение относится к способу обработки вращающихся деталей, включающему, по меньшей мере, один рабочий этап, во время которого осуществляется шлифование, по меньшей мере, одной поверхности зажатой в устройстве детали.
Обработка вращающихся деталей, например коленчатых валов или им подобных деталей в автомобилестроении, связана с высокими производственными затратами. Как правило, все важные поверхности такой вращающейся детали подвергаются, по меньшей мере, одной рабочей операции шлифования. Другие рабочие операции, производимые над деталью, как например сверление торцевого отверстия, требуют в вращающихся деталях указанного типа, к примеру, коленчатых валов высокой точности. Поэтому сверление такого отверстия до сих пор осуществлялось на отдельном специальном станке. Согласно уровню техники, таким образом, для такой рабочей операции необходим специальный станок, собственная последовательность рабочих операций и связанный с этим повторный зажим детали. Это приводит к высоким капитальным и производственным затратам.
Задача предлагаемого изобретения состоит в том, чтобы упростить способ обработки вращающихся деталей вышеупомянутого типа для снижения производственных расходов при достижении высокой безопасности процесса при получении деталей высокого стандарта качества.
Решение данной задачи обеспечивается с помощью способа в соответствии с изобретением обработки вращающихся деталей вышеуказанного типа посредством отличительного признака независимого пункта формулы изобретения. В соответствии с изобретением предусмотрено, что в детали, зажатой для проведения операции шлифования, в том же зажимном приспособлении посредством сверлильного инструмента сверлится, по меньшей мере, одно торцевое отверстие. В соответствии с изобретением, таким образом, нет более необходимости в повторном зажиме детали в предусмотренном для этого специальном станке с собственной последовательностью рабочих операций. Сверление, к примеру, торцевого калибрового отверстия во вращающейся детали, к примеру во фланце коленчатого вала, производится в том же зажимном приспособлении, в котором производится и операция шлифования. Это может осуществляться в подходящем для этого зажимном приспособлении. К примеру, во время процесса шлифования деталь можно зажать, по меньшей мере, соответственно с обоих концов в зажимном приспособлении, и для расточной операции зажимное приспособление, по меньшей мере, на одном конце ослабить, и разместить там зажимной патрон для расточного инструмента, который затем выполнит желаемое торцевое отверстие. Предпочтительно на детали с торца сверлится, по меньшей мере, одно отверстие второго класса точности или прецизионное отверстие.
В соответствии с предпочтительным вариантом осуществления изобретения можно предусмотреть, что после ослабления зажимного приспособления, по меньшей мере, на одном конце зажима создается дополнительное ориентирование детали по периметру посредством подходящего для этого направляющего элемента, к примеру направляющего люнета. Производимая в зажимном приспособлении на инструменте операция шлифования охватывает предпочтительно, по меньшей мере, одну операцию CBN(боразон)-шлифования посредством шлифовального круга.
До сих пор коленчатые валы производятся, как правило, в независимости от класса мощности с большими производственными затратами. К примеру, среди прочего, упорные подшипники почти всех коленчатых валов обтачиваются и плотно вальцуются посредством специальных станков и соответственно последовательности рабочих процессов. В соответствии с другим вариантом осуществления изобретения эта последовательность рабочих процессов по обтачиванию и плотному вальцеванию упорных подшипников может быть исключена и заменена шлифованием упорных подшипников. Это шлифование упорных подшипников может, к примеру, производиться в процессе и так уже производимой операции шлифования фланца и цапфы. Таким образом, можно значительно снизить производственные расходы при изготовлении таких деталей типа тел вращения, в частности коленчатых валов.
У коленчатых валов согласно уровню техники, как правило, производится финишная обработка в не зависимости от требований, предъявляемых к коленчатому валу. При этом, к примеру, основной шатунный подшипник, фланец и цапфа коленчатого вала полируются. Эта рабочая операция полирования в соответствии с вариантом осуществления изобретения может быть исключена и заменена надлежащим процессом шлифования, в частности СВК(боразон)-шлифованием. В этом случае могут быть достигнуты шероховатости, к примеру, порядка около 2 мкм. При оптимизации могут быть достигнуты и другие степени точности для R2, к примеру, если встречаются проблемы в области сверления смазочного канала, канавки в подшипнике или нечто подобного. Если финишная обработка у детали по типу тела вращения, в частности, у кривошипных валов, исключается, то это приводит также к дальнейшему значительному снижению расходов на изготовление.
Предметом предлагаемого изобретения является далее вращающийся конструктивный элемент, в частности коленчатый вал, который был изготовлен посредством способа вышеуказанного типа. Упомянутые в зависимых пунктах формулы изобретения признаки относятся к предпочтительным вариантам решения задачи в соответствии с изобретением. Дальнейшие преимущества изобретения выявляются из последующего детального описания.
Далее изобретение более подробно описывается на основании примеров осуществления со ссылкой на прилагаемые чертежи, которые показывают:
фиг.1 - схематичный упрощенный вид коленчатого вала, зажатого для проведения различных рабочих операций;
фиг.2 - увеличенный детальный вид фрагмента II с фиг.1.
Сначала рассмотрим фиг.1. Изображение демонстрирует схематично и сильно упрощенный станок для обработки вращающихся деталей, в частности коленчатых валов. Этот станок включает в себя первый приводной блок 17, а также второй приводной блок 16, так что вращающаяся деталь 10 может обрабатываться с обоих концов. Далее предусмотрено зажимное приспособление, включающее в себя первый зажимной патрон 11 для зажима вращающейся детали 10 на одном своем конце и второй зажимной патрон 12 для зажима вращающейся детали на другом своем конце, причем зажимное приспособление выполнено таким образом, что с помощью приводных блоков 16, 17 вращающаяся деталь 10 может вращаться вокруг своей оси 18. Это может иметь смысл, если предусмотрены дополнительные направляющие элементы для направления детали, к примеру, по периметру, в частности тогда, когда предусмотрено отделение одного из зажимных приспособлений для выполнения операции сверления в торцевой зоне. Для этого станок в соответствии с изобретением имеет направляющий люнет 14, который предназначен для направления или удержания по периметру детали.
Фиг.1 демонстрирует зажатый для проведения шлифования коленчатый вал 10, который с обоих концов зажат посредством зажимных патронов 11, 12. Для операции шлифования, к примеру, может использоваться шлифовальный круг 15, который может приводиться в действие с возможностью вращения вокруг оси 19 и который с помощью надлежащего устройства 20 может совершать движение подачи в направлении к детали 10 (см. двойная стрелка на фиг.1).
Далее со ссылкой на фиг.2 более подробно разъясняется процесс обработки детали 10 с торцевой стороны. Фиг.2 представляет увеличенный детальный разрез в левой концевой зоне коленчатого вала 10. Очевидно, что зажимной патрон 11 отведен назад, причем зажимные элементы 11а отделены так, что, если смотреть на чертеж, на левом конце коленчатого вала 10 более не подается первоначальный зажим. По сравнению с фиг.1 видно также, что посредством движения назад зажимного патрона 11 задается определенная дистанция между зажимным патроном 11 и торцевой поверхностью 21 коленчатого вала. В специально предназначенный для этого зажимной патрон 11 может зажиматься только один инструмент, к примеру инструмент 13 для точного растачивания, который сверлит торцевое прецизионное отверстие во фланце 22 коленчатого вала 10. Так как зажим был отпущен, направляющий люнет 14 в данной концевой зоне служит для закрепления коленчатого вала 10. В другой концевой зоне коленчатого вала 10 сохраняется зажим во втором зажимном патроне 12, как показано на фиг.1, также и в процессе обработки инструментом 13 для точного растачивания. В представленной на фиг.2 позиции зажима коленчатого вала 10 сверление может легко осуществляется посредством движения подачи инструмента 13 для точного растачивания. После высверливания отверстия в торцевой поверхности 21 фланца 22 коленчатого вала 10 инструмент 13 для точного растачивания отводится назад, удаляется из зажимного патрона 11 и, если это необходимо, коленчатый вал 10 может быть снова зажат посредством зажимных элементов 11а для последующих операций по обработке, к примеру шлифования поверхности или нечто подобного. Преимущество способа в соответствии с изобретением состоит, таким образом, в том, что рабочие операции на поверхности, такие как шлифование и сверление в торцевой зоне, могут осуществляться на одном станке, в принципе, в процессе одного зажима.
Изобретение относится к области машиностроения и может быть использовано при обработке деталей вращения, например коленчатых валов и подобных деталей. Способ включает две рабочие операции. По меньшей мере на одной из них осуществляют шлифование по меньшей мере одной поверхности детали, зажатой с обоих концов в соответствующих зажимных патронах зажимного приспособления. На другой рабочей операции в детали посредством расточного инструмента выполняют по меньшей мере одно торцевое отверстие. При его сверлении зажим на одном из концов детали ослабляют. Расточной инструмент располагают в ослабленном зажимном патроне, а зажим на другом конце детали сохраняют. В результате упрощается способ обработки, уменьшаются производственные затраты за счет проведения операций шлифования и сверления на одном станке с использованием одного зажимного приспособления, повышается качество обработки. 10 з.п. ф-лы, 2 ил.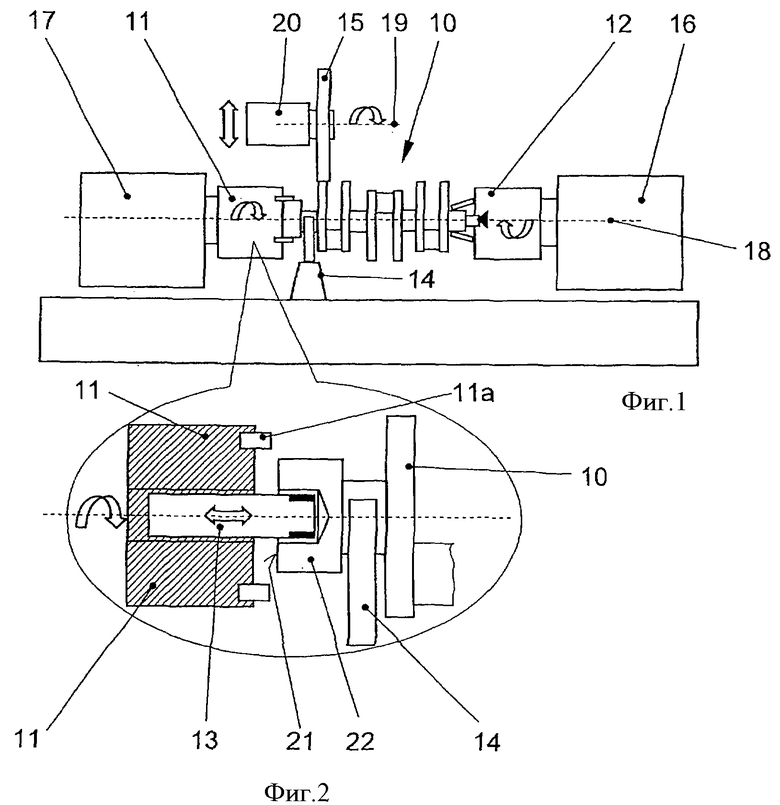
1. Способ обработки вращающихся деталей, включающий по меньшей мере одну рабочую операцию, на которой осуществляют шлифование по меньшей мере одной поверхности детали, зажатой с обоих концов в соответствующих зажимных патронах зажимного приспособления, а также, по меньшей мере, следующую рабочую операцию, на которой в детали посредством расточного инструмента выполняют по меньшей мере одно торцевое отверстие, отличающийся тем, что для сверления торцевого отверстия зажим на одном из концов детали ослабляют и торцевое отверстие выполняют посредством расположенного в ослабленном зажимном патроне (11) расточного инструмента (13), при этом зажим на другом конце детали сохраняют.
2. Способ по п.1, отличающийся тем, что по меньшей мере одну операцию шлифования осуществляют посредством боразон-шлифования с помощью шлифовального круга (15).
3. Способ по п.1, отличающийся тем, что с торцевой стороны в детали сверлят по меньшей мере одно отверстие второго класса точности или прецизионное отверстие.
4. Способ по п.1, отличающийся тем, что после ослабления зажима осуществляют по меньшей мере одно дополнительное ориентирование детали по периметру посредством направляющего элемента (14), предпочтительно направляющего люнета.
5. Способ по одному из пп.1-4, отличающийся тем, что обрабатываемая вращающаяся деталь является коленчатым валом.
6. Способ по п.5, отличающийся тем, что во фланце (22) коленчатого вала сверлят торцевое калибровое отверстие.
7. Способ по п.1, отличающийся тем, что обработку поверхности детали посредством шлифования, предпочтительно боразон-шлифования, осуществляют с сохранением определенной степени шероховатости во избежание последующей финишной обработки, в частности полирования.
8. Способ по п.7, отличающийся тем, что полирование детали заменяют чистовым шлифованием детали в зажимном приспособлении.
9. Способ по п.5, отличающийся тем, что обработку упорных подшипников коленчатого вала посредством шлифования осуществляют в том же зажимном приспособлении.
10. Способ по п.9, отличающийся тем, что шлифование упорных подшипников осуществляют при таком же неослабленном зажиме коленчатого вала, что и шлифование фланцев (22) и/или цапф коленчатого вала.
11. Способ по п.1, отличающийся тем, что рабочие операции по обработке поверхностей коленчатого вала, в частности посредством сверления торцевого отверстия и шлифования, осуществляют в том же зажимном приспособлении, предпочтительно при одном зажиме.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| DE 4329610 A1, 16.03.1995 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОЛЕНЧАТОГО ВАЛА | 1994 |
|
RU2112637C1 |

