Изобретение относится к области машиностроения и может быть применено при проведении отделочных операций ответственных изделий.
Известны способы доводки внутренних цилиндрических отверстий малого диаметра и относительно большой длины (10d и более) вращающимся инструментом при поступательном перемещении либо инструмента, либо обрабатываемой детали. В качестве инструмента применяют проволоку, покрытую алмазными частицами; проволоку с наложением изгибающих ультразвуковых колебаний; проволоку, которая перематывается с барабана на барабан при подаче абразивной жидкости (патент Японии №59-33511, патент ЧССР №240006). Данные способы могут быть использованы только при обработке круглых отверстий.
За прототип принят способ абразивной обработки отверстий (патент РФ №2039637).
Инструмент из эластичного материала с диагональными канавками на его наружной поверхности, закрепленный на проволоке-основе, вводят в обрабатываемое отверстие с одновременным нанесением на инструмент абразивной пасты. Инструменту сообщается продольная вибрация, а обрабатываемой детали возвратно-поступательное перемещение. Требуемое давление на обрабатываемую поверхность достигается за счет превышения размеров инструмента над размерами обрабатываемого отверстия.
Способ-прототип обеспечивает шероховатость обработанной поверхности Ra 0,2…0,4 мкм.
К недостаткам прототипа относится недостаточно высокое качество обработанной поверхности (Ra 0,2…0,4 мкм; при длине отверстия более 100 мм шероховатость поверхности неравномерная). Абразивная паста наносится на поверхность инструмента ручным способом, что снижает производительность способа.
Задача изобретения состоит в повышении качества обработки и повышении производительности.
Поставленная задача достигается тем, что в способе абразивного полирования отверстий с помощью эластичного инструмента, наружный профиль которого повторяет форму обрабатываемого отверстия детали, при их относительном возвратно-поступательном перемещении, согласно изобретению в эластичном инструменте вдоль его продольной оси выполнены симметричные полости, поперечное сечение которых повторяет наружный профиль инструмента, в которые поочередно подают рабочую среду под давлением, обеспечивающим прижим инструмента к обрабатываемой поверхности.
Абразив закреплен на наружной поверхности эластичного инструмента.
В качестве абразива используют алмазный порошок.
На фиг.1 представлена схема абразивного полирования.
На фиг.2 показана установка для осуществления заявляемого способа.
Полирование осуществляется следующим образом. Обрабатываемая деталь 1 установлена в корпусе 2 устройства для полирования (фиг.1), эластичный инструмент 3, наружный профиль которого повторяет форму обрабатываемой поверхности, вводится в отверстие. В эластичном инструменте выполнены симметрично расположенные вдоль его продольной оси полости, поперечное сечение которых повторяет наружный профиль инструмента. В полости через штоки 4 поочередно подается рабочая жидкость под давлением P1 и противодавлением Р2, обеспечивающим давление инструмента на обрабатываемую поверхность и совершение им возвратно-поступательного перемещения. Величины P1 и Р2 определяются экспериментально и зависят от требуемой шероховатости материала.
Установка, с помощью которой может быть реализован предлагаемый способ (фиг.2), содержит устройство для полирования 5 и гидросистему, содержащую бак 6 с рабочей жидкостью, центробежный насос 7, работающий от электродвигателя, фильтры 8, 9, гидрораспределители 10, 11, верхний и нижний управляющий цилиндр 12, 13, поршни которых соединены со штоками 4 устройства для полирования 5. Гидросистема содержит также элементы, обеспечивающие функциональную работу гидросистемы: предохранительные клапаны 14, 15, манометры 16-19, воронки заливочные 20, 21, вентили 22-24, датчики давления 25, 26, термопару 27. Установка снабжена пультом управления.
Работа установки. Обрабатываемую деталь 1 устанавливают в корпус 2 устройства для полирования 5. Включают электродвигатель гидравлической системы. Рабочая жидкость из бака 6 самотеком поступает на вход центробежного насоса 7. Масло по трубопроводам через фильтры 8, 9 поступает на гидрораспределители 10, 11 и управляющие цилиндры 12, 13. Поочередно срабатывают штоки 4 устройства для полирования 5, при этом соответствующая полость инструмента деформируется, прижимая его к обрабатываемой поверхности и обеспечивая возвратно-поступательное движение полирующего инструмента относительно обрабатываемой детали. Гидрораспределители 10, 11 меняют направление подачи масла, обеспечивая прямой и обратный ход поршней управляющих цилиндров 12, 13. Циклы повторяются необходимое количество раз до получения требуемой шероховатости поверхности. Работа установки осуществляется в ручном и автоматическом режимах.
Предлагаемым способом произведено полирование отверстия прямоугольного сечения 15×18 мм длиной 440 мм из материала АМг6. Для обработки прямоугольного отверстия изготовлен прямоугольный эластичный инструмент из полиуретана СКУ 100, на наружной поверхности которого приклеены в два слоя абразивные зерна АСМ 60/40. Внутренние полости инструмента выполнены вдоль продольной оси в форме усеченной пирамиды и направлены друг к другу меньшими основаниями. Поперечное сечение полостей повторяет наружный профиль инструмента. Полирование проведено при следующих режимах: величина рабочего давления 4 МПа, противодавления - 2 МПа; количество рабочих циклов - 20.
После обработки получена шероховатость Ra 0,1…0,02 по всей длине детали. В углах отверстия наблюдалось повышение шероховатости до Ra 0,1.
Использование предлагаемого способа полирования позволяет повысить качество обработанных отверстий некруглого сечения, расширить его возможности - его можно использовать при обработке заготовок с длиной, превышающей размеры поперечного сечения более чем в 20 раз. Применение эластичного инструмента с укрепленными на нем абразивными зернами улучшает условия труда и повышает производительность на 20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| СПОСОБ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2002 |
|
RU2237567C2 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2039637C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ | 2002 |
|
RU2228240C1 |
| ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2012 |
|
RU2524455C2 |
| Способ обработки цилиндрических тонкостенных заготовок типа втулок | 1989 |
|
SU1696279A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| Способ полирования поверхности поликристаллического алмазного покрытия деталей | 2021 |
|
RU2768435C1 |
Изобретение относится к области машиностроения и может быть использовано при полировании отверстий некруглого сечения в длинномерных ответственных деталях. Полирование осуществляют с помощью эластичного инструмента, наружный профиль которого повторяет форму обрабатываемого отверстия детали. Инструменту и детали сообщают относительное возвратно-поступательное перемещение. Используют эластичный инструмент с выполненными вдоль его продольной оси симметричными полостями с поперечным сечением, повторяющим наружный профиль инструмента. В полости поочередно подают рабочую среду под давлением с обеспечением прижима инструмента к обрабатываемой поверхности. В результате повышаются качество и производительность полирования некруглых отверстий длинномерных деталей. 2 з.п. ф-лы, 2 ил.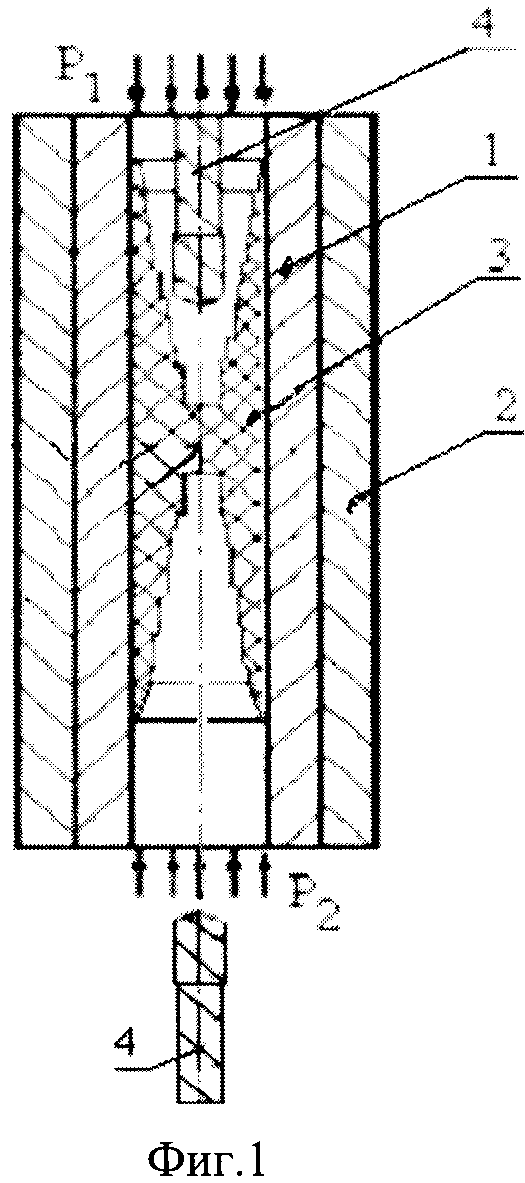
1. Способ абразивного полирования отверстий с помощью эластичного инструмента, наружный профиль которого повторяет форму обрабатываемой поверхности отверстия детали, включающий относительное возвратно-поступательное перемещение детали и инструмента, отличающийся тем, что используют эластичный инструмент с выполненными вдоль его продольной оси симметричными полостями, поперечное сечение которых повторяет наружный профиль инструмента, в которые поочередно подают рабочую среду под давлением с обеспечением прижима инструмента к обрабатываемой поверхности.
2. Способ по п.1, отличающийся тем, что абразив закрепляют на наружной поверхности эластичного инструмента.
3. Способ по п.2, отличающийся тем, что в качестве абразива используют алмазный порошок.
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2039637C1 |
| Способ обработки заготовок эластичным инструментом | 1986 |
|
SU1340993A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2182066C1 |
| US 4621457 A, 11.11.1986. | |||

