Изобретение относится к машиностроению и может быть использовано при обработке высокоточных отверстий большой длины.
Известен притир для обработки отверстий (авт.св N 632556, кл. В 24 В 1/00, 1978), поверхность доводочных брусков которого выполнена в виде трехзаходного червяка. При обработке отверстий данным притиром невозможна обработка некруглых отверстий.
Известен неразрезной притир, на рубашке которого выполнено несколько спиральных канавок, снабженных на торцах углублениями.
Недостатком данного притира является невозможность обработки некруглых отверстий.
Задачей на решение которой направлено изобретение является расширение области применения инструмента.
В способе абразивной обработки отверстий, согласно которому берут притир с канавками на его наружной поверхности, создают возвратно-поступательное перемещение заготовки и введенного в ее отверстие притира и подают абразив на поверхность притира при входе его в отверстие заготовки, причем притир берут из эластичного материала и придают притиру дополнительную осевую вибрацию, при этом радиусы притира определяют по формуле:
Rпрi-Rзi (1-μ) где Rпрi радиус притира в i-ом направлении;
(1-μ) где Rпрi радиус притира в i-ом направлении;
Rзi радиус отверстия в заготовке в i-том направлении;
g необходимое давление притира на обрабатываемую поверхность заготовки;
Е модуль Юнга материала притира;
μ коэффициент Пуассона материала притира.
Технический результат выражается в расширении области применения за счет обработки отверстий любого сечения.
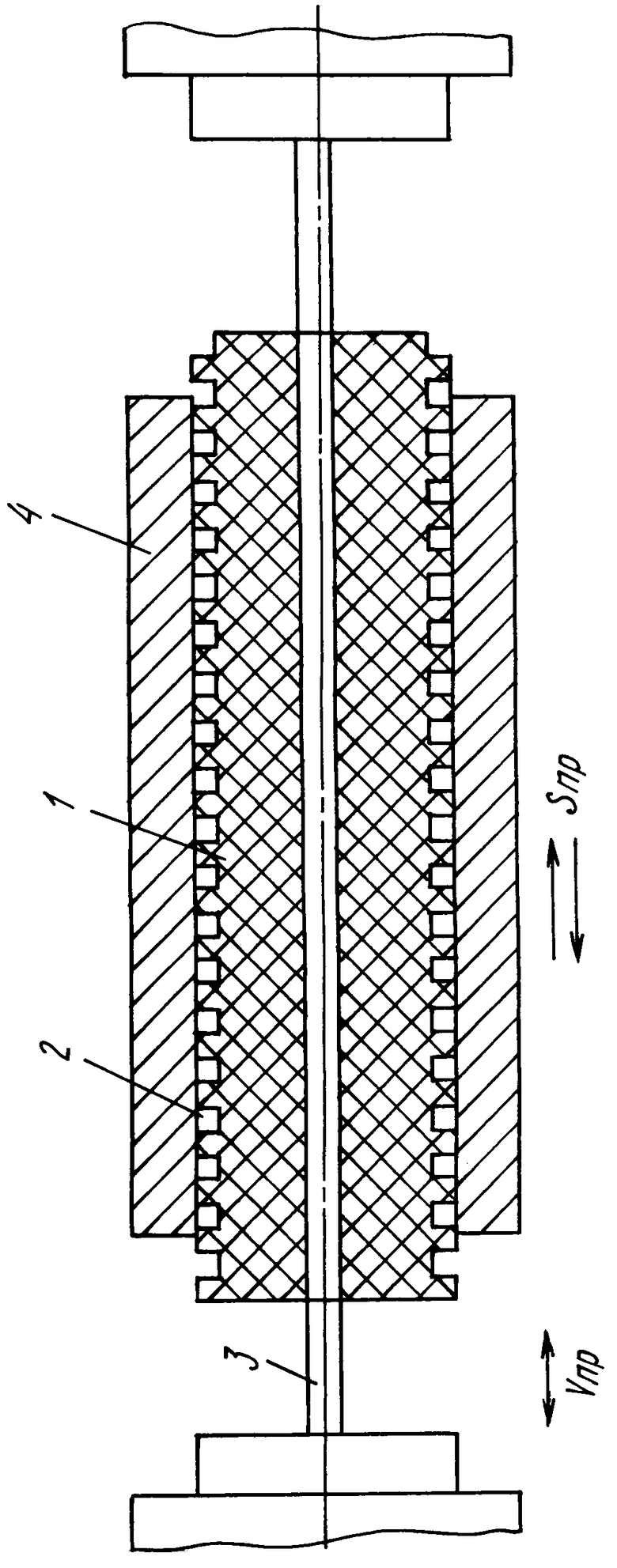
На чертеже представлена схема обработки отверстий заявляемым способом.
Инструмент 1 с нанесенными диагональными канавками 2 закреплен на проволоке-основе 3. При введении инструмента в обрабатываемое отверстие 4 требуемое давление на обрабатываемую поверхность достигается за счет превышения размера инструмента над размером обрабатываемого отверстия
Аи А * (1 + Rпрi Rзi);
Bи В * (1+ Rпрi Rзi), где Rпрi-Rзi относительная деформация инструмента в обрабатываемом отверстии;
А, В размеры обрабатываемого отверстия;
Аи, Ви соответствующие размеры инструмента.
Инструменту сообщается продольная вибрация с частотой Vпр, а обрабатываемой детали возвратно-поступательное движение со скоростью Sпр. При входе в отверстие на поверхность инструмента наносится абразивная паста.
Например при обработке отверстий 1.8х х 3,6 х 90 мм из латуни в качестве инструмента использовали полиуретан ПУ ПФЛ-100. При требуемом удельном давлении 0,8 н/мм относительная деформация инструмента в обрабатываемом отверстии:
Rпрi-Rзi (1-0,4)=0,14 откуда был определен размер инструмента
(1-0,4)=0,14 откуда был определен размер инструмента
Аи 1,8 * (1 + 0,14) 2,05;
Bи 3,6 * (1 + 0,14) 4,1.
Инструменту сообщалась продольная вибрация с частотой Vпр 28 Гц, а обрабатываемой детали возвратно-поступательное движение вдоль оси инструмента со скоростью Sпр 0,01 м/с. На поверхность инструмента при входе в отверстие наносилась абразивная паста. Содержание в пасте абразива и связки следующее электрокорунд белый 66, ЦИАТИМ 201 ГОСТ 6267-74 34.
Обработку отверстия с исходной шероховатостью 1,6 мкм производят пастой с размером абразивного зерна 28 мкм в течение 10 мин, при этом шероховатость поверхности отверстия Ra 0,2-0,4 мкм.
Способ обеспечивает возможность абразивной обработки с высокой чистотой обрабатываемой поверхности отверстий некруглого сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| СПОСОБ АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2008 |
|
RU2359805C1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОДОЛЬНЫХ КРОМОК ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2421305C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| Способ доводки отверстий | 1990 |
|
SU1812078A1 |
| Способ изготовления притира | 1987 |
|
SU1657361A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452605C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440883C1 |
Способ обработки каналов эластичным инструментом относится к области машиностроения и может быть использован при обработке высокоточных каналов большой длины. Инструменту, на котором выполнены диагональные канавки, сообщают прямолинейную вибрацию, а обрабатываемой детали возвратно-поступательное движение, причем при входе в обрабатываемый канал на поверхность инструмента наносят абразивную пасту, а размер инструмента превышает размеры обрабатываемого канала на величину, зависящую от необходимого давления инструмента на обрабатываемую поверхность. 1 ил.
СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ, согласно которому берут притир с канавками на его наружной поверхности, создают возвратно-поступательное перемещение заготовке и введенному в ее отверстие притиру и подают абразив на поверхность притира при входе его в отверстие заготовки, отличающийся тем, что притир берут из эластичного материала и придают притиру дополнительную осевую вибрацию, при этом радиусы притира определяют по формуле
где  радиус притира в i-м направлении;
радиус притира в i-м направлении; радиус отверстия в заготовке в i-м направлении;
радиус отверстия в заготовке в i-м направлении;
g необходимое давление притира на обрабатываемую поверхность заготовки;
E модуль Юнга материала притира;
μ коэффициент Пуассона материала притира.
| Неразрезной притир | 1971 |
|
SU500047A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
