Изобретение относится к области машиностроения, к упрочнению деталей методами поверхностного пластического деформирования.
Известны способы механического упрочнения галтелей обкатыванием, деформирующим роликом, радиус которых равен заданному радиусу галтели, а радиус предварительного точения галтели при этом выполняют несколько большим. Недостатком таких способов является невысокая степень упрочнения и необходимость применения роликов с большей номенклатурой профильных радиусов.
Наиболее близким техническим решением является способ [1], при котором в зоне галтели точением выполняют ступень, размеры которой составляют 0,4-0,5 профильного радиуса ролика (галтели), а затем галтель подвергают пластическому деформированию. Недостатком данного способа является его трудоемкость, связанная с изготовлением ступени определенных размеров, а также недостаточная эффективность способа, связанная с тем, что галтельный переход имеет существенно меньшую прочность на 50-80%, чем гладкая часть вала, примыкающая к галтели.
Задачей данного изобретения является снижение трудоемкости способа и повышение усталостной прочности детали за счет увеличения степени пластической деформации, которая приводит к тому, что галтель становится практически равнопрочной с гладкой частью вала. Обработку производят обычным упорным резцом с радиусом при вершине 0,2…1,0 мм, а пластическое деформирование роликом с профильным радиусом r=0,01…0,03d, где d - диаметр вала в зоне галтели, причем пластическое деформирование осуществляют на глубину t=0,2r±0,05 мм.
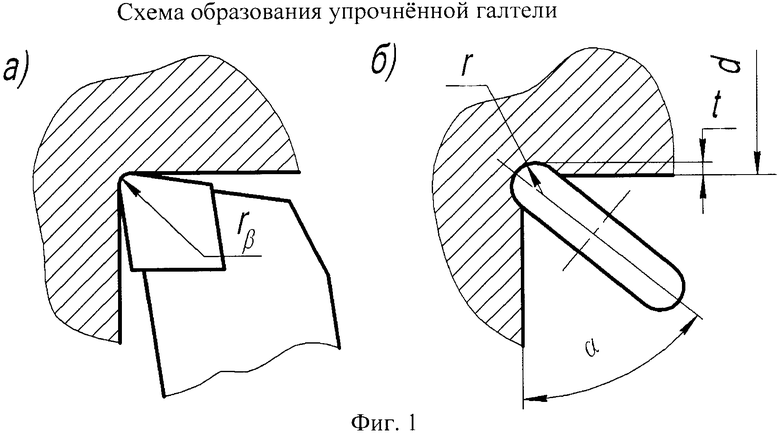
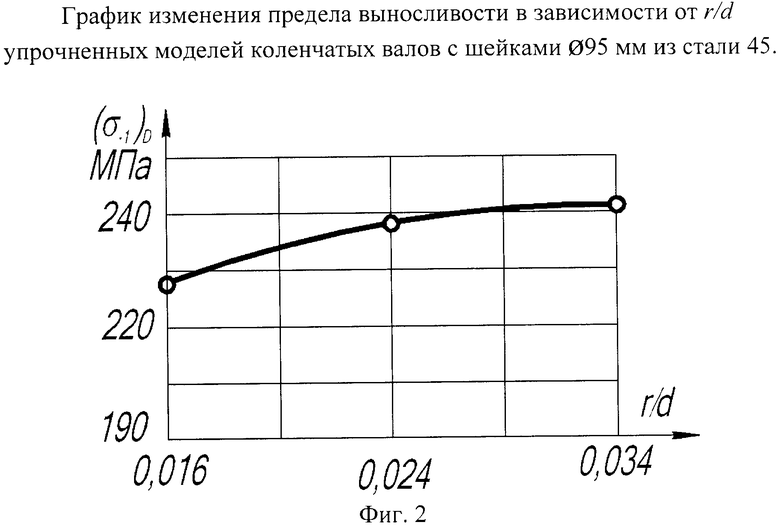
На фиг.1 показана схема осуществления способа, где: а) профиль исходной галтели, выполненной обычным упорным резцом; б) параметры сформированной галтели и схема установки накатного ролика. На фиг.2 изображен график результатов статистических усталостных испытаний упрочненных моделей коленчатых валов с диаметром шеек 95 мм из стали 45. Предел выносливости для гладкой части модели коленчатого вала 200…230 МПа.
Предлагаемый способ осуществляется на токарном станке точением галтельного перехода с обычным упорным резцом с радиусом при вершине rв=0,2…1,0 мм (фиг.1а), пластическое деформирование галтели осуществляют роликом с профильным радиусом r=0,01…0,03d мм (фиг.1б), где d - диаметр вала в зоне галтели.
Ролик устанавливают под углом 25-45°, а затем осуществляют обкатывание с давлением до образования тороидального поднутрения на величину t=0,2r±0,05 мм. Экспериментально подтверждено, что создание такого поднутрения с радиусом галтели, равным 0,01-0,03d мм (фиг.2), создает равнопрочный вал в зоне галтели. В результате такой обработки разрушение вала под действием знакопеременной нагрузки как в зоне галтели, так и в гладкой части вала. Кроме этого, поднутрение в зоне галтели создает благоприятные условия при установке на него сопрягаемой детали в процессе сборки.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. А.с. №1013238, В24В 39/00 Способ обработки галтели ступенчатого вала. / Кудрявцев И.В. и др. Научно-производственное объединение «ЦНИИТМАШ», опубл. 23.04.83. Бюл. №15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СКРУГЛЕНИЙ НА ОТЛИВКАХ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2011 |
|
RU2470733C1 |
| Способ обработки ступенчатого вала | 1978 |
|
SU703586A1 |
| Способ упрочнения галтели ступенчатого вала | 1989 |
|
SU1734988A1 |
| Способ упрочнения галтелей коленчатых валов | 1986 |
|
SU1754422A1 |
| Способ обработки коленчатых валов | 1976 |
|
SU585224A1 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| Способ обработки галтели ступенчатого вала | 1982 |
|
SU1013238A1 |
| Способ упрочнения галтелей коленчатых валов | 1985 |
|
SU1669691A1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ГАЛТЕЛЕЙ ВАЛОВ | 1995 |
|
RU2069142C1 |
| Способ комбинированной обработки деталей | 1987 |
|
SU1454667A1 |
Изобретение относится к области машиностроения, а именно к упрочнению галтелей ступенчатого вала. Осуществляют механическую обработку галтели упорным резцом с радиусом при вершине 0,2…1,0 мм и ее последующее холодное пластическое деформирование роликом с профильным радиусом r=0,01…0,03d, где d - диаметр вала в зоне галтели. При этом холодное пластическое деформирование осуществляют на глубину t=0,2r±0,05 мм. В результате снижается трудоемкость способа и повышается усталостная прочность вала. 2 ил.
Способ обработки галтели ступенчатого вала, включающий механическую обработку и последующее холодное пластическое деформирование инструментом с профильным радиусом, отличающийся тем, что механическую обработку осуществляют упорным резцом с радиусом при вершине 0,2…1,0 мм, а холодное пластическое деформирование - инструментом в виде ролика с профильным радиусом r=0,01…0,03d, где d - диаметр вала в зоне галтели, причем холодное пластическое деформирование осуществляют на глубину t=0,2r±0,05 мм.
| Способ обработки галтели ступенчатого вала | 1982 |
|
SU1013238A1 |
| Способ упрочнения плоских деталей с концентраторами напряжений | 1987 |
|
SU1504069A1 |
| Способ упрочнения галтелей коленчатых валов | 1985 |
|
SU1669691A1 |
| Способ комбинированной обработки деталей | 1987 |
|
SU1454667A1 |
| US 4706483 A, 17.11.1987. | |||

