Предлагаемое устройство относится к электромеханике и может быть использовано для повышения точности токарной обработки серийных некруглых деталей типа поршней двигателей внутреннего сгорания.
Известно устройство в виде двухканального электропривода, предназначенное для точного управления положением механизмов при отработке циклических воздействий, в том числе при токарной обработке некруглых деталей, когда время цикла равно времени одного оборота детали (патент РФ N2223592, 10.02.2004. Бюл. №4). В устройстве использован принцип самообучения, позволяющий при токарной обработке деталей с постоянной по длине некруглостью снизить циклическую составляющую ошибки (от оборота к обороту) до минимального значения.
Известное устройство имеет недостатки. Если заданная некруглость меняется по длине детали, то при применении данного устройства ухудшается точность реализации заданной формы. К тому же результату приводят и систематические, от детали к детали, воздействия на режущий инструмент со стороны металла в момент врезания при прерывистом резании, например при прохождении отверстий, продольных канавок и т.п.
Известно также устройство для повышения точности токарной обработки некруглых деталей, патент РФ N2293010, опубл. БИПМ №4, 10.02.2007 (прототип), содержащее электропривод перемещения режущего инструмента в направлении глубины резания, датчик перемещения режущего инструмента в направлении глубины резания, датчик угла поворота шпинделя, датчик продольного перемещения режущего инструмента, датчик угловой скорости вращения детали, блок задания формы детали, последовательно соединенный через первый вход первого сумматора со входом электропривода перемещения режущего инструмента в направлении глубины резания, второй, третий сумматоры, первый, второй, третий, четвертый, пятый буферные регистры, запоминающее устройство. При этом выход датчика угла поворота шпинделя соединен с младшими разрядами входа блока задания формы детали, выход датчика продольного перемещения режущего инструмента соединен со старшими разрядами входа блока задания формы детали, вход блока задания формы детали соединен со входом первого буферного регистра и одновременно через первый вход третьего сумматора - со входом третьего буферного регистра, выходы первого и третьего буферных регистров соединены с адресным входом запоминающего устройства, шина данных которого одновременно соединена со входами второго, четвертого буферных регистров и выходом пятого буферного регистра, вход которого подключен к выходу второго сумматора, выход блока задания формы детали, выход датчика перемещения режущего инструмента в направлении глубины резания и выход четвертого буферного регистра подключены к первому, второму, третьему входам второго сумматора соответственно, выход второго буферного регистра подключен ко второму входу первого сумматора, а выход датчика угловой скорости вращения детали соединен со вторым входом третьего сумматора.
Упомянутое устройство предназначено для точения некруглых деталей типа поршней, кулачков, деталей с отверстиями, продольными канавками и других деталей, для которых характерно прерывистое точение. Структурная схема устройства выполнена на основе принципа самообучения, позволяющего посредством добавления к сигналу задания корректирующего сигнала, определенного в зависимости от ошибок при точении предыдущей детали, свести к минимуму систематические ошибки, определяемые заданной формой обрабатываемой поверхности, расположением участков прерывистого точения и повторяющиеся от детали к детали.
Недостатком устройства является ограниченное число одинаковых деталей, которое можно обработать с высокой точностью при непрерывной работе системы с самообучением.
Причиной ограничения является наличие в корректирующем сигнале и соответственно в сигнале управления электроприводом перемещения режущего инструмента в направлении глубины резания, неограниченно возрастающих от детали к детали высокочастотных помех. Эти помехи на определенном этапе (детали) сначала снижают точность реализации заданной формы, а затем приводят к недопустимым ошибкам. Причина этого явления - наличие в контуре самообучения внутренней положительной обратной связи, вызывающей накопление в запоминающем устройстве высокочастотных воздействий.
Поэтому такое устройство можно использовать лишь временно, до момента начала снижения точности обработки очередной детали. После чего необходимо, при переходе к последующим деталям, работать по жесткой программе обработки последней детали, выполненной с приемлемой точностью, остановив тем самым процесс самообучения. Однако при этом появляется другой недостаток - нечувствительность системы к изменениям таких параметров, как параметры электропривода перемещения режущего инструмента в направлении глубины резания, угловая скорость вращения детали, форма заготовки, твердость металла и др., что также снижает точность.
Техническая задача, решаемая изобретением, состоит в снятии ограничений на число одинаковых обрабатываемых деталей при условии сохранения заданной точности путем устранения отрицательного влияния высокочастотных воздействий на контур самообучения.
Поставленная задача решается тем, что известное устройство, содержащее электропривод перемещения режущего инструмента в направлении глубины резания, датчик перемещения режущего инструмента в направлении глубины резания, датчик угла поворота шпинделя, датчик продольного перемещения режущего инструмента, датчик угловой скорости вращения детали, блок задания формы детали, последовательно соединенный через первый вход первого сумматора со входом электропривода перемещения режущего инструмента в направлении глубины резания, второй, третий сумматоры, первый, второй, третий, четвертый, пятый буферные регистры, а также запоминающее устройство, причем выход датчика угла поворота шпинделя соединен с младшими разрядами входа блока задания формы детали, выход датчика продольного перемещения режущего инструмента соединен со старшими разрядами входа блока задания формы детали, вход блока задания формы детали соединен со входом первого буферного регистра и одновременно через первый вход третьего сумматора со входом третьего буферного регистра, выходы первого и третьего буферных регистров соединены с адресным входом запоминающего устройства, шина данных которого одновременно соединена со входами второго, четвертого буферных регистров и выходом пятого буферного регистра, вход которого подключен к выходу второго сумматора, выходы блока задания формы детали, датчика перемещения режущего инструмента в направлении глубины резания соединены с первым и вторым входами второго сумматора соответственно, выход второго буферного регистра подключен ко второму входу первого сумматора, а выход датчика угловой скорости вращения детали соединен со вторым входом третьего сумматора, дополнительно снабжено шестым, седьмым, восьмым, девятым буферными регистрами, а также четвертым, пятым сумматорами, причем входы шестого и седьмого буферных регистров соединены с шиной данных запоминающего устройства, выходы четвертого, шестого, седьмого буферных регистров подключены к третьему, четвертому и пятому входам второго сумматора соответственно, первые входы четвертого и пятого сумматоров соединены с выходом третьего сумматора, выходы четвертого и пятого сумматоров соединены со входами восьмого, девятого буферных регистров соответственно, выходы восьмого, девятого буферных регистров подключены к адресному входу запоминающего устройства, а вторые входы четвертого, пятого сумматоров подключены к соответствующим блокам задания предыдущих и последующих адресов.
На чертеже представлена структурная схема предлагаемого устройства. Предлагаемое устройство содержит электропривод 1 перемещения режущего инструмента 2 в направлении глубины резания, датчик 3 перемещения режущего инструмента 2 в направлении глубины резания, датчик 4 угла поворота шпинделя, датчик 6 продольного перемещения режущего инструмента 2, датчик 7 угловой скорости вращения детали 5, блок 8 задания формы детали 5, последовательно соединенный через первый вход первого сумматора 9 со входом электропривода 1 перемещения режущего инструмента 2 в направлении глубины резания, второй 10 и третий 11 сумматоры, первый 12, второй 13, третий 14, четвертый 15, пятый 16 буферные регистры, а также запоминающее устройство 17, при этом выход датчика 4 угла поворота шпинделя соединен с младшими разрядами входа блока 8 задания формы детали, выход датчика 6 продольного перемещения режущего инструмента 2 соединен со старшими разрядами входа блока 8 задания формы детали, вход блока 8 задания формы детали соединен со входом первого буферного регистра 12 и одновременно через первый вход третьего сумматора 11 - со входом третьего буферного регистра 14, выходы первого 12 и третьего 14 буферных регистров соединены с адресным входом запоминающего устройства 17, шина данных которого одновременно соединена со входами второго 13, четвертого 15 буферных регистров и выходом пятого буферного регистра 16, вход которого подключен к выходу второго сумматора 10, первый вход второго сумматора 10 подключен к выходу блока 8 задания формы детали, второй вход второго сумматора 10 соединен с выходом датчика 3 перемещения режущего инструмента в направлении глубины резания, выход второго буферного регистра 13 подключен ко второму входу первого сумматора 9, выход датчика 7 угловой скорости вращения детали соединен со вторым входом третьего сумматора 11, кроме того, оно дополнительно снабжено шестым 18, седьмым 19, восьмым 22, девятым 23 буферными регистрами, а также четвертым 20, пятым 21 сумматорами, причем входы шестого 18 и седьмого 19 буферных регистров соединены с шиной данных запоминающего устройства 17, выходы четвертого 15, шестого 18, седьмого 19 буферных регистров подключены к третьему, четвертому и пятому входам второго сумматора 10 соответственно, первые входы четвертого 20 и пятого 21 сумматоров соединены с выходом третьего сумматора 11, выходы четвертого 20 и пятого 21 сумматоров соединены со входами восьмого 22, девятого 23 буферных регистров соответственно, выходы восьмого 22, девятого 23 буферных регистров подключены к адресной шине запоминающего устройства 17, а вторые входы четвертого 20, пятого 21 сумматоров подключены к соответствующим блокам задания предыдущих 24 и последующих 25 адресов.
Устройство работает следующим образом. Сигнал задания формы, соответствующий чертежу наружной поверхности детали, формируется на выходе блока 8 задания формы детали в функциональной зависимости от выходных сигналов датчика 6 продольного перемещения режущего инструмента 2 и датчика 4 угла поворота шпинделя. Эти сигналы подаются соответственно на старшие и младшие разряды блока 8 задания формы детали.
При точении очередной детали к выходному сигналу блока 8 задания формы детали в первом сумматоре 9 прибавляется корректирующий сигнал с выхода второго буферного регистра 13, сформированный в запоминающем устройстве 17 при точении предыдущей детали. Этот корректирующий сигнал направлен на снижение ошибок формообразования, вызываемых ограниченным быстродействием электропривода 1 перемещения режущего инструмента в направлении глубины резания.
При точении первой детали корректирующий сигнал равен нулю.
Считывание текущего значения корректирующего сигнала с запоминающего устройства 17 и передача его с шины данных последнего на выход второго буферного регистра 13 происходит одновременно с передачей со входа первого буферного регистра 12 на его выход текущего значения адреса адресного пространства, формируемого выходными сигналами датчика 4 угла поворота шпинделя и датчика 6 продольного перемещения режущего инструмента.
В последующие три момента времени по соответствующим адресам через третий 14, восьмой 22, девятый 23 буферные регистры происходит считывание находящихся в памяти запоминающего устройства 17 данных и передача их с шины данных на выходы четвертого 15, шестого 18, седьмого 19 буферных регистров соответственно. При этом адрес на выходе восьмого буферного регистра 22 предыдущий, а на выходе девятого буферного регистра 23 последующий по отношению к выходному адресу третьего буферного регистра 14, что обеспечивается включением в устройство соответствующих блоков задания 24, 25 и четвертого 20, пятого 21 сумматоров. Адрес, передаваемый через третий буферный регистр 14, формируется на выходе третьего сумматора 11 путем вычитания из текущего адреса значения, определяемого выходным сигналом датчика 7 угловой скорости вращения детали.
И, наконец, на последнем временном интервале, по адресу, передаваемому через третий буферный регистр 14, в запоминающее устройство 17 с выхода второго сумматора 10 через пятый буферный регистр 16 записывается значение корректирующего сигнала для последующей детали. При этом сигналы с выходов шестого 18, седьмого 19 буферных регистров суммируются во втором сумматоре 10 с выходным сигналом четвертого буферного регистра 15 с одинаковыми весами.
Описанная выше процедура в виде пяти последовательных временных интервалов управления элементами структурной схемы, представленной на чертеже, повторяется на каждом адресе адресного пространства, описывающего поверхность детали в блоке 8 задания формы.
В результате по окончании точения очередной детали в запоминающем устройстве 17 по всем адресам адресного пространства записываются значения корректирующего сигнала, которые будут использованы при точении следующей детали. При этом собственно значения корректирующего сигнала по каждому адресу определены в зависимости от текущих значений ошибок формы, выявленных в процессе точения предыдущей детали.
Добавление корректирующего сигнала на первом сумматоре 9 снижает ошибки формообразования при точении очередной детали, а так как величина этого сигнала определяется с учетом ошибок формообразования предыдущей детали, то систематическая составляющая ошибок формы постепенно, от детали к детали, стремится к своему минимальному значению. При этом благодаря наличию в устройстве дополнительных буферных регистров 18, 19, 22, 23, а также сумматоров 20, 21, блоков задания предыдущих и последующих адресов 24, 25, включенных согласно структурной схеме рисунка, обеспечивается устойчивый процесс самообучения от детали к детали при минимальной систематической ошибке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ТОКАРНОЙ ОБРАБОТКИ НЕКРУГЛЫХ ДЕТАЛЕЙ | 2008 |
|
RU2393952C1 |
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ТОКАРНОЙ ОБРАБОТКИ НЕКРУГЛЫХ ДЕТАЛЕЙ | 2004 |
|
RU2293010C2 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ НЕКРУГЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2457075C1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ НЕКРУГЛЫХ ДЕТАЛЕЙ | 2013 |
|
RU2541327C1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ НЕКРУГЛЫХ ДЕТАЛЕЙ | 2014 |
|
RU2571801C1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СТАНКОМ | 2009 |
|
RU2420776C1 |
| Устройство для программного управления шпинделем | 1987 |
|
SU1511735A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Адаптивное устройство микропрограммного управления | 1984 |
|
SU1290317A1 |
Изобретение относится к машиностроению. Устройство содержит электропривод перемещения режущего инструмента, датчик перемещения режущего инструмента, датчик угла поворота шпинделя, датчик продольного перемещения режущего инструмента, датчик угловой скорости вращения детали, блок задания формы детали, последовательно соединенный через первый вход первого сумматора со входом электропривода перемещения режущего инструмента в направлении глубины резания, второй и третий сумматоры, первый, второй, третий, четвертый, пятый буферные регистры и запоминающее устройство. Выход датчика угла поворота шпинделя соединен с младшими разрядами входа блока задания формы детали, выход датчика продольного перемещения режущего инструмента соединен со старшими разрядами входа блока задания формы детали. Технический результат заключается в повышении точности токарной обработки серийных некруглых деталей. 1 ил.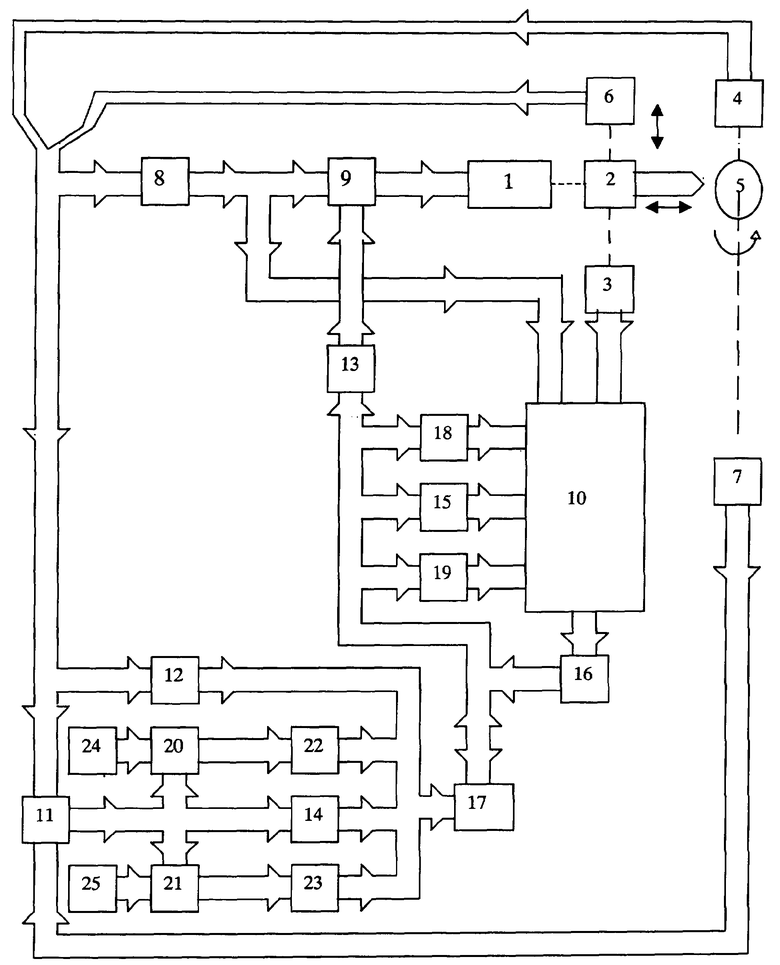
Устройство для повышения точности токарной обработки некруглых деталей, содержащее электропривод перемещения режущего инструмента в направлении глубины резания, датчик перемещения режущего инструмента в направлении глубины резания, датчик угла поворота шпинделя, датчик продольного перемещения режущего инструмента, датчик угловой скорости вращения детали, блок задания формы детали, последовательно соединенный через первый вход первого сумматора со входом электропривода перемещения режущего инструмента в направлении глубины резания, второй и третий сумматоры, первый, второй, третий, четвертый, пятый буферные регистры, запоминающее устройство, причем выход датчика угла поворота шпинделя соединен с младшими разрядами входа блока задания формы детали, выход датчика продольного перемещения режущего инструмента соединен со старшими разрядами входа блока задания формы детали, вход блока задания формы детали соединен со входом первого буферного регистра и одновременно через первый вход третьего сумматора - со входом третьего буферного регистра, выходы первого и третьего буферных регистров соединены с адресным входом запоминающего устройства, выполненного с возможностью записи по адресам значения корректирующего сигнала, шина данных запоминающего устройства одновременно соединена со входами второго, четвертого буферных регистров и выходом пятого буферного регистра, вход которого подключен к выходу второго сумматора, первый вход второго сумматора подключен к выходу блока задания формы детали, второй вход второго сумматора соединен с выходом датчика перемещения режущего инструмента в направлении глубины резания, выход второго буферного регистра подключен ко второму входу первого сумматора, выход датчика угловой скорости вращения детали соединен со вторым входом третьего сумматора, при этом оно снабжено шестым, седьмым, восьмым, девятым буферными регистрами, а также четвертым, пятым сумматорами, причем входы шестого и седьмого буферных регистров соединены с шиной данных запоминающего устройства, третий вход второго сумматора соединен с выходом четвертого буферного регистра, выходы шестого, седьмого буферных регистров подключены к четвертому и пятому входам второго сумматора соответственно, первые входы четвертого и пятого сумматоров соединены с выходом третьего сумматора, выходы четвертого и пятого сумматоров соединены со входами восьмого, девятого буферных регистров соответственно, выходы восьмого, девятого буферных регистров подключены к адресному входу запоминающего устройства, вторые входы четвертого, пятого сумматоров подключены к соответствующим блокам задания предыдущих и последующих адресов по отношению к выходному адресу третьего буферного регистра.
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ ТОКАРНОЙ ОБРАБОТКИ НЕКРУГЛЫХ ДЕТАЛЕЙ | 2004 |
|
RU2293010C2 |
| 0 |
|
SU344633A1 | |
| ДВУХКАНАЛЬНЫЙ ЭЛЕКТРОПРИВОД | 2002 |
|
RU2223592C1 |
| JP 60020838 A, 02.02.1985. | |||

