Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при ремонте звеньев путевой решетки на производственных базах путевых машинных станций.
Ремонт звеньев путевой решетки предопределяет их полную разборку с последующей сборкой из старогодных или в сочетании старогодных с новыми материалами звена. Ремонт звеньев путевой решетки с железобетонными шпалами предпочтительно проводить на специализированной для этого линии без лишних перегрузок одного из многочисленных, массивных и максимально используемых старогодных материалов - шпал.
Известна линия для ремонта звеньев стендовым способом, например, из книги: Ю.А.Орлов, А.В.Егиазарян. Производственные базы путевых машинных станций. - М.: Транспорт, 1986. - С.35-36, содержащая стендовый путь и автономные агрегаты технологического оборудования. Ремонт звеньев осуществляется при последовательном перемещении агрегатов оборудования в технологической последовательности выполнения операций вдоль стендового пути, на котором осуществляются операции по ремонту звеньев. Перемещение агрегатов осуществляется либо по пути, объемлющем стендовый путь, либо по рельсам ремонтируемого звена. Одновременное и независимое выполнение каждым агрегатом своих функций предопределяет их работу на определенном расстоянии друг от друга, выполняющего роль межпозиционного задела, что в свою очередь предопределяет растянутость фронта работ, учитывая при этом значительную длину ремонтируемых звеньев. Операционное поле работы каждого агрегата постоянно перемещается вдоль стендового пути, что предопределяет разброс материалов звена по всему фронту работ вдоль всей длины линии, необходимость постоянного переключения питающего агрегат кабеля, возврат агрегатов из конечного положения в начальное, что в свою очередь сказывается на производительности линии за счет этих цикловых потерь времени. Уборка рельсов при разборке звеньев, укладка рельсов при сборке звеньев в процессе их ремонта, а также переноска агрегатов осуществляется обслуживающими линию крановыми средствами.
Известна поточная линия для ремонта звеньев, например, по авт. св. СССР №1451080, B65G 35/08, E01B 29/24, содержащая параллельно расположенные прямой и обратный потоки размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине размещаемого на ней звена пути, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты, размещенные вдоль потоков механизмы продольного перемещения тележек-спутников, размещенное вдоль потоков стационарно смонтированное технологическое оборудование для производства разборочных и сборочных работ, размещенные между потоками и параллельно им направляющие для перемещения по ним и размещения на них тележек для рельсов.
Последовательные группы технологических операций по ремонту звеньев выполняются одновременно и независимо друг от друга либо на покоящейся тележке-спутнике, что благоприятно для работы с длинномерными материалами звена (самими звеньями и их рельсами), либо в процессе перемещения тележки-спутника, что благоприятно при операциях с каждым однотипным материалом звена (шпалами, элементами скреплений). Стационарное размещение технологического оборудования предопределяет максимально возможное сосредоточение в одном определенном месте материалов звена - звеньев, рельсов, элементов скреплений, как снимаемых при разборке звеньев, так и устанавливаемых при их сборке. Цикловые потери времени на линии отсутствуют за счет непрерывного последовательного перемещения тележек-спутников по замкнутой прямоугольной трассе их передвижения.
Однако стационарное размещение технологического оборудования при выполнении операций с каждым однотипным материалом звена предопределяет шаговое от шпалы к шпале перемещение тележки-спутника с ремонтируемым звеном, что вызывает определенные затруднения, учитывая весьма солидную массу ремонтируемого звена (около 25-и тонн совместно с массой тележки-спутника). Не предусмотрен механизм перемещения тележек для рельсов с учетом их перемещения через передаточный агрегат. Все это снижает технологические возможности линии.
Известна поточная линия для ремонта звеньев, например, по патенту РФ №2210654, E01B 29/24, B65G 25/04, 35/08 (принято за прототип), содержащая параллельно расположенные примой и обратный потоки перемещения размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине размещаемого на ней звена пути, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты (трансбордеры), размещенные вдоль потоков приводы продольного перемещения тележек-спутников с быстроходным, шаговым и непрерывным с небольшой скоростью их перемещением, размещенное вдоль потоков технологическое оборудование для производства разборочных и сборочных работ, смонтированное стационарно и размещенное на тележках-спутниках с возможностью их шагового перемещения по рельсам звеньев пути, размещенные между потоками и параллельно им направляющие для перемещения по ним и размещения на них сплотки тележек для рельсов с приводами ее перемещения.
Последовательные группы технологических операций по ремонту звеньев выполняются одновременно и независимо друг от друга как на покоящейся на позиции выполнения операции тележке-спутнике, что благоприятно для работы с длинномерными материалами звена (самими звеньями при их укладке и уборке и рельсами при их уборке в процессе разборочных рабат и укладке в процессе сборочных работ), так и при перемещении тележки-спутника на позиции выполнения операции, что благоприятно при выполнении операций с каждым однотипным материалом звена (шпалами, элементами скреплений), без цикловых потерь времени за счет последовательного перемещения тележек-спутников по замкнутой прямоугольной трассе их передвижения, что благоприятствует производительной и эффективной работе линии.
Известная линия предназначена для ремонта звеньев, преимущественно, со скреплениями типа КБ, когда для раскрепления, демонтажа, улавливания и накопления элементов скреплений при разборочных работах, а также при установке при сборочных работах дорельсовых элементов скреплений, т.е. элементов, устанавливаемых на шпалы собираемого звена до установки на них рельсов, наиболее эффективно применение стационарно устанавливаемых агрегатов технологического оборудования с механизмом шагового перемещения тележки-спутника на позиции производства соответствующих технологических операций.
Установка послерельсовых элементов скреплений, т.е. элементов, устанавливаемых после установки рельсов на шпалы собираемого звена, и их закрепление наиболее эффективны при размещении агрегатов соответствующего технологического оборудования на тележке-спутнике при их шаговом перемещении по рельсам собираемого звена с механизмом непрерывного с небольшой скоростью перемещения тележки-спутника на позиции производства соответствующих технологических операций.
На линии не предусмотрены разборочные работы при размещении соответствующих агрегатов технологического оборудования на тележке-спутнике при их шаговом перемещении по рельсам разбираемого звена с механизмом непрерывного с небольшой скоростью перемещения тележки-спутника, что снижает технологические возможности и эффективность линии при производстве ремонтных работ с другими типами скреплений, например скреплением типа АРС.
Необходима высокопроизводительная, без цикловых потерь времени, с одновременным и независимым выполнением последовательных групп технологических операций звеноремонтного процесса линия, включающая эффективное звеноразборочное технологическое оборудование для разборки звеньев при шаговом перемещении его агрегатов по рельсам разбираемого звена при непрерывном с небольшой скоростью перемещения тележки-спутника соответствующим приводом.
Для этого в известной поточной линии для ремонта звеньев рельсошпальной решетки железнодорожного пути, содержащей параллельно расположенные прямой и обратный потоки перемещения размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине размещаемого на ней звена пути, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты (трансбордеры), размещенные вдоль потоков приводы продольного перемещения тележек-спутников с быстроходным, шаговым и непрерывным с небольшой скоростью их перемещением, размещенное вдоль потоков технологическое оборудование для производства звеноразборочных и звеносборочных работ, смонтированное стационарно и размещенное на тележках-спутниках с возможностью их шагового перемещения по рельсам звеньев пути, размещенные между потоками и параллельно им направляющие для перемещения по ним и размещения на них сплотки тележек для рельсов с приводами ее перемещения, агрегаты технологического оборудования для звеноразборочных работ размещены с возможностью их шагового перемещения по рельсам разбираемого звена на тележке-спутнике с приводом непрерывного с небольшой скоростью ее перемещения со стационарно смонтированным в зоне размещения агрегатов оборудованием для улавливания и накопления элементов скреплений, снимаемых в процессе производства звеноразборочных работ.
Выполнение звеноразборочных и звеносборочных работ при ремонте звеньев на не связанных между собой тележках-спутниках, независимо перемещаемых по замкнутой прямоугольной трассе их передвижения, позволяет вести последовательные технологические операции звеноремонтного процесса одновременно и независимо друг от друга без цикловых потерь времени, что гарантирует высокопроизводительную, ритмичную и эффективную работу линии.
Размещение агрегатов технологического оборудования для производства звеноразборочных работ при их шаговом перемещении по рельсам разбираемого звена на непрерывно с небольшой скоростью перемещающейся тележке-спутнике предопределяет их постоянное в определенном месте положение в линии, что позволяет в этих местах стационарно разместить устройства для улавливания и накопления снимаемых в процессе звеноразборочных работ элементов скреплений. Размещение агрегатов технологического оборудования для производства звеноразборочных работ на рельсах разбираемого звена позволяет упростить и облегчить их конструкцию с более рациональным в этом случае их шаговым от шпалы к шпале перемещением, что совместно с непрерывным с небольшой скоростью перемещением массивной тележки-спутника в свою очередь позволяет значительно уменьшить затрачиваемую на эти процессы мощность.
На чертеже изображена в плане схема линии для ремонта звеньев.
Поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути содержит параллельно расположенные прямой 1 и обратной 2 потоки перемещения размещаемых на направляющих 3 не связанных между собой тележек-спутников 4, длина каждой из которых соответствует длине размещаемого на ней звена пути.
По концам прямого 1 и обратного 2 потоков перемещения размещаемых на их направляющих 3 тележек-спутников 4 и перпендикулярно им размещены трансбордеры 5 и 6 для замыкания потоков 1 и 2 перемещения тележек-спутников между собой в прямоугольную замкнутую трассу их передвижения.
Каждый трансбордер 5 и 6 представляет собой перемещаемую по смонтированным перпендикулярно направляющим 3 потоков 1 и 2 перемещения тележек-спутников направляющим 7 платформу 8 со смонтированными на ней направляющими для наезда на платформу и съезда с нее тележки-спутника.
Между параллельными направляющими 3 и прямого 1 и обратного 2 потоков перемещения тележек-спутников и параллельно им размещены направляющие 9 для перемещения по ним и размещения на них сплотки 10 соединенных между собой тележек для рельсов. В зоне трансбордера 5 направляющие 9 прерваны для размещения на прерванном участке направляющих платформы 8 трансбордера 5 для перемещения по ним сплотки 10 рельсовых тележек из контура или внутрь контура замкнутой трассы перемещения тележек-спутников посредством смонтированных с обеих сторон трансбордера 5 приводов 11 продольного перемещения сплотки 10 тележек для рельсов, расстояние между которыми не превышает длины сплотки.
На трансбордерах 5 и 6 и вдоль потоков 1 и 2 перемещения тележек-спутников размещены приводы 12 быстроходного, 13 - шагового и 14 - непрерывного с небольшой скоростью передвижения тележек-спутников с расстоянием между смежными приводами не превышающим длины тележки-спутника.
Вдоль прямого потока 1 перемещения тележек-спутников смонтировано технологическое оборудование для производства звеноразборочных работ.
На тележке-спутнике, на рельсах разбираемого звена, в зоне установки привода 14(1) непрерывного с небольшой скоростью перемещения тележки-спутника размещены агрегаты 15 для раскрепления и снятия элементов рельсовых скреплений. В зоне их работы стационарно размещены устройства 16 для улавливания и накопления снимаемых элементов рельсовых скреплений. На потоке стационарно размещены рельсосниматель 17 с размещенными по его концам быстроходными приводами 12(2)-12(3) и агрегаты 18 для раскрепления, улавливания и накопления элементов послерельсовых скреплений с размещенными в зоне их установки шаговыми приводами 13(1)-13(2).
Вдоль обратного потока 2 перемещения тележек-спутников смонтировано технологическое оборудование для производства звеносборочных работ.
На потоке стационарно размещены агрегат 19 для укладки и установки на шпалы собираемого звена элементов дорельсовых скреплений с размещенным в зоне его установки шаговым приводом 13(3) и рельсоустановщик 20 с размещенными по его концам быстроходными приводами 12(6)-12(7). На тележке-спутнике, на рельсах собираемого звена, в зоне установки привода 14(2) непрерывного с небольшой скоростью перемещения тележки-спутника размещены агрегаты 21 для установки и закрепления элементов рельсовых скреплений.
Работает линия следующим образом.
В технологическом процессе ремонта звеньев путевой решетки занято семь (4(1)-4(7)) тележек-спутников, условно показанных на чертеже на позициях выполнения очередных определенных операций звеноремонтного процесса.
Тележка-спутник 4(1) с уложенным на нее на трансбордере 5 подлежащим ремонту звеном накануне покинула его платформу 8 посредством своего привода 12(1). Освобожденная от тележки-спутника 4(1) с подлежащим ремонту звеном платформа 8 трансбордера 5 переместилось к потоку 2 перемещения тележек-спутников для приема на себя посредством быстроходных приводов 12(8) и 12(1) тележки-спутника 4(7) с отремонтированным звеном. После уборки с тележки-спутника 4(7) отремонтированного звена (крановыми средствами) она переместится к потоку 1 перемещения тележек-спутников, где на нее поместят подлежащее ремонту звено (крановыми средствами) и она посредством быстроходного привода 12(1) переместила в стык к тележке-спутнику 4(1) для совместного их в течение какого-то времени непрерывного с небольшой скоростью перемещения приводом 14(1).
На тележке-спутнике 4(1) при ее непрерывном с небольшой скоростью перемещении приводом 14(1) агрегатами 15 при их шаговом перемещении по рельсам разбираемого звена производится раскрепление и снятие элементов рельсовых скреплений (отвинчивание гаек клеммых болтов скрепления типа КБ, отвинчивание гаек закладных болтов скрепления типа ЖБР, отвинчивание шурупов скрепления типа ЖБРШ, изъятие монорегуляторов скрепления типа АРС, снятие болтов, шурупов, гаек, клемм, изолирующих уголков и др. элементов скреплений). Темп работы агрегата 15 при его шаговом перемещении от шпалы к шпале по рельсам разбираемого звена совпадает со скоростью непрерывного перемещения тележки-спутника приводом 14(1) так, что агрегат всегда располагается в определенном месте относительно стационарно смонтированного устройства 16, которым снимаемые элементы дорельсовых скреплений улавливаются и накапливаются для последующей их отгрузки.
По окончании работы на тележке-спутнике 4(1) агрегаты 15 переместятся, оставаясь на своих местах относительно устройств 16, на поданную встык к тележке-спутнику 4(1) тележку-спутник 4(7), а тележка-спутник 4(1) с обработанным звеном ускоренно быстроходным приводом 12(2) переместится в рельсосниматель 17. Рельсоснимателем 17 рельсы с покоящейся на позиции тележки-спутника снимаются и укладываются на рельсовую тележку сплотки 10 тележек для рельсов.
На тележках спутниках 4(2) и 4(3), накануне побывавших в зоне рельсоснимателя 17 и последовательно переместившихся на свои позиции быстроходными приводами 12(3) и 12(4) агрегатами 18 при шаговом перемещении тележек-спутников приводами соответственно 13(1) и 13(2), производится раскрепление и снятие послерельсовых скреплений (отвинчивание гаек закладных болтов скрепления типа КБ, извлечение закладных болтов скреплений типов КБ и ЖБР, снятие подкладок, скоб, прокладок и прочих элементов скреплений), замена дефектных шпал на старогодные, установка шпал по оси тележки-спутника и эпюре ремонтируемого звена.
На тележке-спутнике 4(4), принятой в свое время на платформу 8 трансбордера 6 на потоке 1 перемещения тележек-спутников посредством своего быстроходного привода 12(5), перемещенной платформой трансбордера к потоку 2 передвижения тележек-спутников и на поток 2 посредством своего быстроходного привода 12(5) к шаговому приводу 13(3), агрегатом 19 при шаговым перемещении тележки-спутника производится раскладка и монтаж дорельсовых элементов скреплений на расставленные по эпюре ремонтируемого звена шпалы (прокладки, подкладки, сборки закладных болтов скреплений типов КБ и ЖБР, прокладки упорные скобы, шурупы скрепления типа ЖБРШ, прокладки, подклеммники скрепления типа АРС). Платформа 8 трансбордера 6 после покидания ее тележкой-спутником при перемещении последней на поток 2 передвижения тележек-спутников возвращается к потоку 1 передвижения тележек-спутников за очередной тележкой-спутником с подготовленным комплектом шпал звена.
На перемещенную быстроходным приводом 12(6) в зону рельсоустановщика 20 тележку-спутник 4(5) на ее снабженный дорельсовыми скреплениями комплект шпал звена устанавливаются рельсы, снимаемые рельсоустановщиком с рельсовой тележки сплотки 10 тележек для рельсов. Снабженная рельсами ремонтируемого звена тележка-спутник 4(5) быстроходным приводом 12(7) сместится встык к предыдущей тележке-спутнику 4(6).
На тележке-спутнике 4(6), поочередно приводимой в сплотке с предыдущей тележкой-спутником 4(7), а затем с последующей тележкой-спутником 4(5) приводом 14(2) непрерывного с небольшой скоростью ее передвижения агрегатами 21 при их шаговом перемещении по рельсам собираемого звена производится установка и закрепление рельсовых скреплений (монтаж сборок клеммных болтов, их закрепление и закрепление закладных болтов скрепления типа КБ, монтаж клемм и их закрепление скреплений типов ЖБР, ЖБРШ, монтаж изолирующих уголков, клемм и их закрепление монорегуляторами скрепления типа АРС). Темп работы агрегатов 21, как и агрегатов 15, совпадает со скоростью непрерывного перемещения тележки-спутника приводом 14(2), что позволяет агрегатам постоянно оставаться на своих определенных местах в линии, допустим относительно стационарно смонтированного привода 14(2) с поочередным их перемещением на подаваемую встык к обрабатываемой тележке-спутнику очередной тележки-спутника, предыдущая же обработанная и перемещаемая в сплотке тележка-спутник отрывается от сплотки тележек-спутников быстроходным приводом 12(8) и перемещается на платформу 8 трансбордера 5.
Агрегаты 15 и 21 на своих местах относительно друг друга размещаются на определенном, выполняющим роль межпозиционного задела, расстоянии, что позволяет им вести одновременную и независимую относительно друг друга работу, как и на остальных позициях выполнения звеноразборочных и звеносборочных работ на независимо друг относительно друга перемещаемых по замкнутой прямоугольной трассе передвижения не связанных между собой тележках-спутниках, что обеспечивает ритмичную, без цикловых потерь, производительную и эффективную работу линии.
У перемещенной вне смены работы линии по направляющим 9 и направляющим платформы 8 трансбордера 5 посредством приводов 11 внутрь контура замкнутой трассы перемещения тележек-спутников сплотки соединенных между собой тележек для рельсов первая и вторая по ходу перемещения сплотки внутрь контура трассы перемещения тележек-спутников рельсовые тележки заполнены рельсами, третья же, располагаемая в зоне рельсоснимателя 17, - порожняя. В процессе работы линии третья рельсовая тележка сплотки рельсовых тележек заполняется рельсами рельсоснимателем 17 с одновременным освобождением от рельсов второй рельсовой тележки сплотки рельсоустановщиком 20, после чего сплотка рельсовых тележек приводом 11 смещается так, что освобожденная от рельсов вторая рельсовая тележка размещается в зоне рельсоснимателя 17, а заполненная рельсами первая рельсовая тележка - в зоне рельсоустановщика 20. Процесс повторяется. После смены работы линии сплотка с заполненными снятыми при ремонте звеньев рельсами третьей и второй рельсовыми тележками и пустой первой выкатываются из контура замкнутой трассы перемещения тележек-спутников для освобождения тележек для рельсов от снятых в процессе ремонта звеньев рельсов и заполнения ее по вышеизложенной схеме потребными для ремонта звеньев рельсами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ПУТЕВОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2436886C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2377357C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2006 |
|
RU2304191C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ | 2009 |
|
RU2410484C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2304190C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2298608C1 |
| СПОСОБ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ ПРИ БЕСПОДКЛАДОЧНОМ ТИПЕ СКРЕПЛЕНИЙ | 2010 |
|
RU2437979C1 |
Изобретение относится к области железнодорожного транспорта. Агрегаты технологического оборудования для звеноразборочных работ размещены с возможностью их шагового перемещения по рельсам разбираемого звена на тележке-спутнике с приводом непрерывного, с небольшой скоростью, ее перемещения со стационарно смонтированным в зоне агрегатов оборудованием для улавливания и накопления элементов скреплений. Скрепления снимаются в процессе производства звеноразборочных работ. Достигается высокопроизводительная, ритмичная и эффективная работа линии. 1 ил.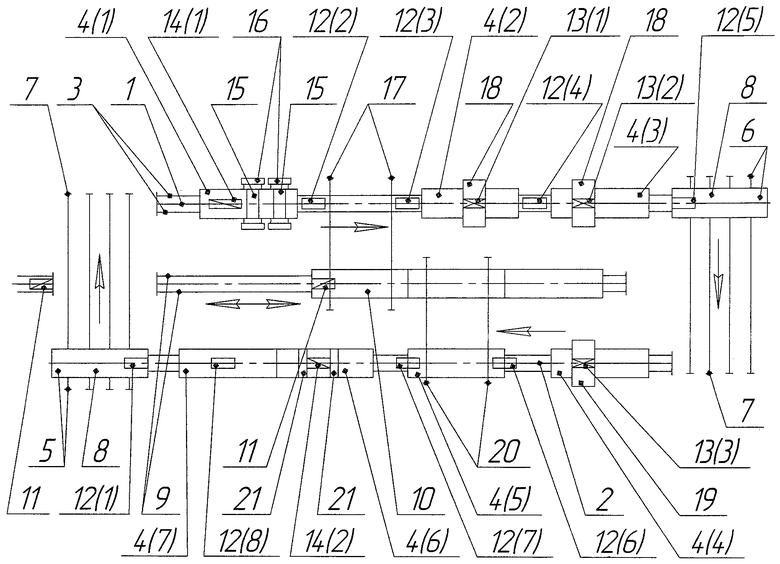
Поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути, содержащая параллельно расположенные прямой и обратный потоки перемещения размещаемых на направляющих не связанных между собой тележек-спутников, длина каждой из которых соответствует длине размещаемого на ней звена пути, размещенные по концам потоков и замыкающие их между собой передаточные агрегаты (трансбордеры), размещенные вдоль потоков приводы продольного перемещения тележек-спутников с быстроходным, шаговым и непрерывным с небольшой скоростью их перемещением, размещенное вдоль потоков технологическое оборудование для производства звеноразборочных и звеносборочных работ, смонтированное стационарно и размещенное на тележках-спутниках с возможностью их шагового перемещения по рельсам звеньев пути, размещенные между потоками и параллельно им направляющие для перемещения по ним и размещения на них сплотки тележек для рельсов с приводами ее перемещения, отличающаяся тем, что агрегаты технологического оборудования для звеноразборочных работ размещены с возможностью их шагового перемещения по рельсам разбираемого звена на тележке-спутнике с приводом непрерывного с небольшой скоростью ее перемещения со стационарно смонтированным в зоне агрегатов оборудованием для улавливания и накопления элементов скреплений, снимаемых в процессе производства звеноразборочных работ.
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2304190C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| МАШИНА ЦИКЛИЧЕСКОГО ДЕЙСТВИЯ ДЛЯ РАБОТЫ С ПРОМЕЖУТОЧНЫМИ РЕЛЬСОВЫМИ СКРЕПЛЕНИЯМИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1992 |
|
RU2040624C1 |
| JP 6173206 A, 21.06.1994. | |||

