Изобретение относится к технике изготовления газоочистных и пылеулавливающих аппаратов и может быть использовано в производстве минеральных удобрений, металлургической, химической, нефтехимической и других отраслях промышленности для очистки газов в электрофильтре.
Наиболее близким к предлагаемому является способ изготовления осадительных электродов электрофильтра из полимерных материалов, согласно которому композицию из полимерных материалов с электропроводящими наполнителями формуют и термообрабатывают, получают элементы электродов в виде многоканальных пластин. Далее пластины собирают и соединяют с помощью соединительных элементов, а затем стенки соединительных элементов и многоканальные пластины в локальных точках проплавляют насквозь за один прием. Проплавление ведут инструментом, нагретым до температуры 300-360°С в направлении, перпендикулярном плоскости пластин. Затем соединяемые детали сжимают и охлаждают до образования кольцевых сварных швов (см. патент РФ №2118914 Бюл. №26, 1998).
Известный способ обеспечивает жесткость системы осадительных электродов электрофильтра, достигаемую кольцевыми сварными швами. При этом электрофильтр может работать на скоростях газового потока до 3-4 м/сек и выдерживать многократный разогрев и охлаждение при пуске и остановке.
Недостатком известного способа является отсутствие опоры для внутренних ребер соединительных элементов в момент проплавления, что приводит к изгибу ребер и даже к их надлому. Кроме того, при сжатии соединяемых деталей ввод в место образования кольцевых сварных швов собираемых электродов инструмента вызывает сложности при большой длине (3,8-4,0 м) электродов.
В результате на внутренней поверхности собранных электродов образуются острые выступы в местах надломленных ребер и наплывы материала в местах, где не было опоры при сжатии и образовании кольцевых сварных швов. Эти дефекты приводят к снижению рабочего (предпробойного) напряжения и тока при работе электрофильтра и, как следствие, снижают эффективность очистки газа.
Задача предлагаемого технического решения - обеспечение эффективной очистки газа в электрофильтре.
Решение задачи достигается техническим результатом, которым является увеличение рабочего (предпробойного) напряжения и тока за счет отсутствия острых выступов и наплывов на внутренней поверхности электродов при образовании кольцевых сварных швов. Кроме того, устраняются места, на которых могут образовываться наросты шламовых отложений, так как внутренняя поверхность осадительных электродов становится более гладкой.
Для достижения технического результата в способе изготовления осадительных электродов электрофильтра из полимерных материалов с электропроводящими наполнителями, включающем формование элементов электродов в виде многоканальных пластин, их термообработку, сборку и соединение многоканальных пластин кольцевыми сварными швами, образованными путем проплавления многоканальных пластин с соединительными элементами инструментом с последующим сжатием и охлаждением, согласно изобретению перед сборкой многоканальных пластин электродов устанавливают шаблон, ось которого совпадает с осью электродов, а проплавление многоканальных пластин с соединительными элементами осуществляют до упора инструмента в наружную поверхность шаблона.
Кроме того, инструмент нагревают до температуры 260-290°С.
Также при осадительных электродах в виде шестигранника устанавливают шаблон шестигранной формы, при этом первые два кольцевых сварных шва выполняют посередине шаблона, а последующие - попеременно в обе стороны от середины шаблона.
Суть реализации способа показана в конструкции, где:
на фиг.1 - осадительный электрод в собранном виде (шестигранной формы), общий вид;
на фиг.2 - сечение А-А осадительного электрода на фиг.1;
на фиг.3 - подготовка к выполнению кольцевого сварного шва;
на фиг.4 - проплавление многоканальной пластины с соединительным элементом;
на фиг.5 - образование и охлаждение кольцевого сварного шва;
на фиг.6 - направление выполнения кольцевых сварных швов на одной из сторон осадительного электрода.
Способ осуществляется следующим образом.
Композицию из полимерных материалов с электропроводящими наполнителями формуют и термообрабатывают, получают элементы осадительных электродов в виде многоканальных пластин 1 (фиг.1-6). Перед сборкой многоканальных пластин электродов устанавливают шаблон 2 (фиг.1-6), ось 3 которого совпадает с осью электродов (фиг.1, 2, 6) и с размерами, соответствующими внутренним размерам электродов. Далее вокруг шаблона 2 собирают многоканальные пластины 1 и соединительные элементы 4 (фиг.1-6), обеспечивая при этом их прилегание к шаблону. После сборки в точках 5 (фиг.2-4) нагретым до температуры 260-290°С инструментом 6 (фиг.3, 4) проплавляют многоканальные пластины 1 с соединительными элементами 4 до упора инструмента 6 в наружную поверхность шаблона 2 (фиг.4). Далее инструмент 6 убирают, расплавленный материал прижимают оправкой 7 (фиг.5) к шаблону 2 и охлаждают до образования кольцевого сварного шва 8 (фиг.1, 5, 6), соединяющего многоканальные пластины 1 электродов с соединительными элементами 4. Затем шаблон вынимают из осадительного электрода и используют для изготовления следующего электрода.
Пример. Заготовку из полимерных материалов с электропроводящими наполнителями на основе полипропилена и сажеграфитовой смеси формуют и термообрабатывают, получают полимерные многоканальные пластины размером 3700·126·6 мм и соединительные элементы с пазом 32·6 мм. Перед сборкой осадительного электрода электрофильтра в виде шестигранника с размерами по осям противоположных сторон 250 мм и длиной 3,7 м изготавливают шаблон из листового металла с наружным размером шестигранника 238±0,5 мм и длиной 3,8 м. Шаблон устанавливают вертикально, его ось совпадает с осью шестигранника. Вокруг шаблона собирают электрод путем вставки многоканальных пластин в пазы соединительных элементов. При необходимости в нескольких местах по высоте электрода устанавливают стягивающие бандажи. Инструментом, нагретым до температуры 275°С, с жалом диаметром 7 мм проплавляют пластины с соединительными элементами до упора инструмента в наружную поверхность шаблона. Первыми выполняют два кольцевых сварных шва посередине шаблона, а последующие - попеременно в обе стороны от середины шаблона вверх и вниз по высоте электрода. После образования всех кольцевых сварных швов на одной стороне электрода в виде шестигранника аналогично выполняют кольцевые сварные швы на других сторонах шестигранника. После изготовления осадительного электрода шестигранной формы шаблон вынимают.
Преимуществами предлагаемого технического решения по сравнению с прототипом являются: изготовление осадительных электродов электрофильтра с минимальными отклонениями от заданных размеров, достигаемое плотным прилеганием пластин электродов и соединительных элементов к шаблону; улучшение условий эксплуатации осадительных электродов из-за отсутствия на внутренней поверхности электродов острых выступов и наплывов, что делает поверхность гладкой при проплавлении материала до упора инструмента в наружную поверхность шаблона; устранение необходимости контроля максимального усилия при сжатии и образовании кольцевого сварного шва, так как предел сжатия определяется упором оснастки в шаблон.
Сравнительные данные рабочего (предпробойного) напряжения и тока электрода электрофильтра, изготовленного предлагаемым способом и по прототипу, приведены в таблице.
Таким образом, указанные преимущества предлагаемого способа позволяют при работе электрофильтра увеличить рабочее (предпробойное) напряжение на 5-10% и ток в 1,4-1,5 раза по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРОВ | 1998 |
|
RU2131301C1 |
| Способ изготовления пластинчатых осадительных электродов электрофильтра | 1980 |
|
SU971428A1 |
| ЭЛЕКТРОФИЛЬТР | 1987 |
|
SU1815843A1 |
| Способ изготовления пластинчатых электродов электрофильтра | 1990 |
|
SU1740072A1 |
| ЭЛЕКТРОФИЛЬТР | 1993 |
|
RU2036016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2019299C1 |
| Способ изготовления осадительных электродов мокрого электрофильтра | 1984 |
|
SU1243772A1 |
| Узел крепления осадительного электрода | 1981 |
|
SU971477A1 |
| Узел крепления осадительного электрода | 1983 |
|
SU1118412A1 |
Изобретение относится к технике изготовления газоочистных и пылеулавливающих аппаратов и может быть использовано в производстве минеральных удобрений, металлургической, химической, нефтехимической и других отраслях промышленности для очистки газов в электрофильтре. Сущность изобретения в том, что в способе изготовления осадительных электродов электрофильтра композицию из полимерных материалов с электропроводящими наполнителями формуют и термообрабатывают, получают элементы осадительных электродов в виде многоканальных пластин. Далее перед сборкой многоканальных пластин электродов устанавливают шаблон, ось которого совпадает с осью электродов. Вокруг шаблона собирают многоканальные пластины и соединительные элементы. После сборки многоканальные пластины проплавляют с соединительными элементами нагретым инструментом. Проплавление осуществляют до упора инструмента в наружную поверхность шаблона. Затем расплавленный материал сжимают и охлаждают до образования кольцевых сварных швов, соединяющих многоканальные пластины с соединительными элементами. Изобретение позволяет увеличить рабочее напряжение и ток при работе электрофильтра. 1 з.п. ф-лы, 6 ил.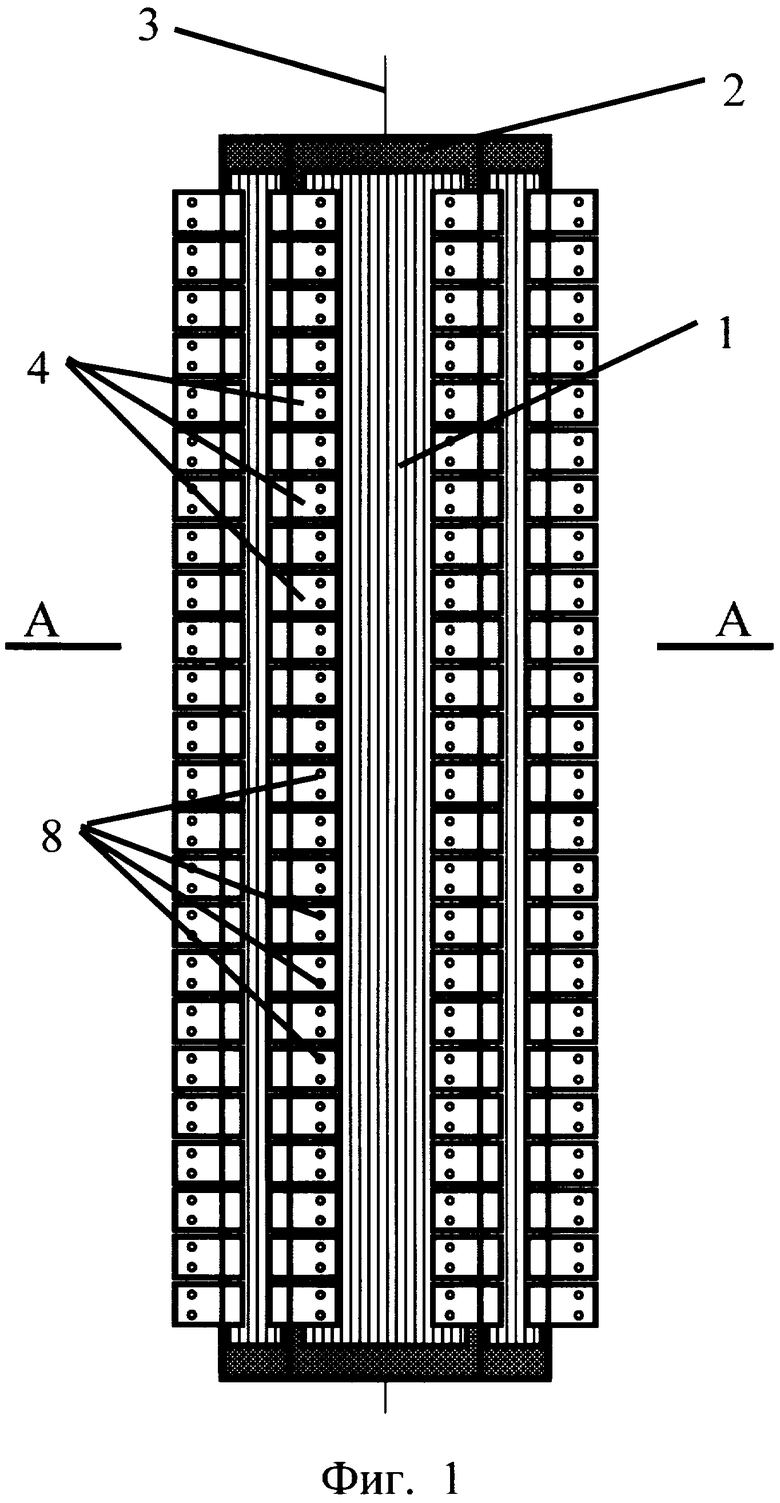
1. Способ изготовления осадительных электродов электрофильтра из полимерных материалов с электропроводящими наполнителями, включающий формование элементов электродов в виде многоканальных пластин, их термообработку, сборку и соединение многоканальных пластин кольцевыми сварными швами, образованными путем проплавления многоканальных пластин с соединительными элементами инструментом с последующим сжатием и охлаждением, отличающийся тем, что перед сборкой многоканальных пластин электродов в виде шестигранника устанавливают шаблон, ось которого совпадает с осью электродов, проплавление многоканальных пластин с соединительными элементами осуществляют до упора инструмента в наружную поверхность шаблона, при этом первые два кольцевых сварных шва выполняют посередине шаблона, а последующие - попеременно в обе стороны от середины шаблона.
2. Способ по п.1, отличающийся тем, что инструмент нагревают до температуры 260-290°С.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118914C1 |
| СПОСОБ ПЛОЩАДНОГО СВАРИВАНИЯ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТОВЫХ ЗАГОТОВОК ПОЗИСТОРНЫМ СВАРНИКОМ | 2004 |
|
RU2254236C1 |
| RU 94045175 A1 27.06.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРОВ | 1998 |
|
RU2131301C1 |
| GB 1454115 A, 27.10.1976 | |||
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "СУП С КАРТОФЕЛЕМ И КОЛБАСОЙ" СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ | 2007 |
|
RU2345669C1 |

