Изобретение относится к области прецизионного машиностроения и может быть использовано во всех областях, где производится изготовление тел вращения при круглом шлифовании на круглошлифовальных станках. Высокая точность формы окружности наружного диаметра при круглом шлифовании вала электрошпинделя и пневмошпинделя становится источником информации, создающим возможность получения стабильного результата.
Решение технических проблем переходит в информационные технологии, которые позволяют организовать технические решения на более высоком уровне, обеспечивающем дальнейшее повышение экономической эффективности продукции и совершенствование технологических процессов при изготовлении тел вращения.
Известно техническое решение, в котором раскрыт способ шлифования тела вращения, в частности вала, включающее установку вала в центрах круглошлифовального станка, сообщение ему вращения посредством поводка с хомутиком, закрепленным на валу, и его шлифование (см. ЯЩЕРИЦЫН П.И. и др. Шлифование металлов, Минск, Издательство БЕЛАРУСЬ, 1963 г., с.84-89).
Недостатком известного способа является невысокая точность обработки вала из-за деформирования его центрового отверстия при закреплении хомутика.
Техническим результатом изобретения является повышение точности формы наружной поверхности вала электрошпинделя и эффективности обработки.
Указанный технический результат достигается тем, что вал электрошпинделя устанавливают в центрах круглошлифовального станка, сообщают ему вращение посредством поводка с хомутиком, закрепленным на валу, и осуществляют поочередное окончательное шлифование передней и задней шеек вала электрошпинделя с его перестановкой, причем перед окончательным шлифованием задней шейки хомутик закрепляют на окончательно прошлифованной передней шейке вала электрошпинделя в месте, в котором отсутствует деформация центрового отверстия вала от воздействия хомутика, с обеспечением биения передней шейки вала электрошпинделя, не превышающего 0,002 мм.
Результат достигается следующим.
1. Путем исследования причин, сопутствующих получению высокой точности формы окружности наружного диаметра прошлифованного тела, измеряемой в десятых долях микрометра 0,2-0,5 (0,0002-0,0005 мм), и причин, препятствующих получению данной точности.
2. Применением высокоточных индикаторных средств измерения с ценой деления 0,0005 мм и 0,001 мм.
3. Использованием конструктивных решений, касающихся пневмошпинделя А 30/100, которые становятся точкой отсчета для получения стабильного результата при круглом шлифовании наружной поверхности вала из-за отсутствия при его шлифовании деформации центрового отверстия Технологической Установочной Базы (ТУБ).
4. Использованием конструктивного решения в отношении вала пневмошпинделя АС 72/0,25, позволяющего зафиксировать деформацию, возникшую от усилия сжатия при закреплении хомутика на валу, что и привело к поиску решения по выходу из создавшегося положения.
В ходе проведенных патентных исследований по научно-технической и патентной литературе не было обнаружено источников, аналогичных предложенному. В соответствии с изложенным можно сделать вывод о его соответствии условиям «новизна» и «изобретательский уровень».
Изобретение представлено на чертежах где:
- на фиг.1 изображен процесс шлифования вала пневмошпинделя А 30/100;
- на фиг.2 - разрез по Б-Б фиг.1;
- на фиг.3 - процесс шлифования вала пневмошпинделя АС 72/0,25;
- на фиг.4 - разрез по Б-Б фиг.3;
- на фиг.5 - процесс шлифования вала пневмошпинделя АС 72/0,25 с установкой хомутика в другом месте вала;
- на фиг.6 - процесс измерения биения вала АС 72/0,25 в центрах станка в процессе круглого шлифования;
- на фиг.7 - процесс шлифования вала электрошпинделя ШК 36/1,5;
- на фиг.8 - процесс шлифования вала электрошпинделя ШК 36/1,5 после перестановки;
- на фиг.9 - разрез по Б-Б фиг.8;
- на фиг.10 - процесс шлифования передней шейки вала электрошпинделя ШК 36/1,5;
- на фиг.11 - процесс шлифования задней шейки вала электрошпинделя ШК 36/1,5;
- на фиг.12 - круглограмма внутреннего отверстия вала АС 72/0,25;
- на фиг.13 - круглограмма деформированного внутреннего отверстия вала АС 72/0,25;
- на фиг.14 - две круглограммы наложены друг на друга.
Производство (изготовление) электрошпинделей и пневмошпинделей в прецизионном машиностроении занимает особое место и имеет свою нишу. Электрошпиндель и пневмошпиндель относятся к средствам производства и сами являются производством средств производства.
Скорость вращения вала электрошпинделя и пневмошпинделя исчисляется десятками тысяч оборотов в минуту. Трехфазный ток высокой частоты до 2500 герц обеспечивает возможность получать скорости вращения до 150000 об/мин. Скорость вращения пневмошпинделя обеспечивается турбиной, которая находится на валу пневмошпинделя.
Требования к валу, вращающемуся с такой высокой скоростью, очень жесткие. Допуск на наружные посадочные размеры шеек вала, выражается величиной размера на допуск 0,002-0,003 мм (2-3 микрона) и не зависит от величины диаметра шейки вала, от 8 мм до 50 мм допуск один (единый), по 1-2 квалитету точности по ЕСДП. Допуск на конусность, параллельность выражается величиной от 0,0006-0,0015 мм. Отклонения от круглости (некруглость) выражен величиной 0,0005-0,0012 мм.
Прецизионное машиностроение предъявляет высокие требования к изготовлению деталей.
Высокая точность предъявляет высокие требования по созданию условий для выполнения поставленной задачи, которые становятся источником информации.
Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС), разработал шпиндель, в котором отсутствовали подшипники качения, так называемые пневмошпиндели.
Подшипники качения заменены графитовыми подшипниками. Способ работы такого подшипника заключается в следующем: в зазор между валом и графитовым подшипником подается очищенный от влаги и масла сжатый воздух, который удерживает вал в подвешенном состоянии. Скорость вращения вала пневмошпинделя может составлять от 20000 об/мин до 250000 об/мин. К валу, который вращается с такой высокой скоростью, предъявляются повышенные требования к форме наружного диаметра поверхности вала. Некруглость формы наружного диаметра поверхности вала не должна превышать 0,0005 мм. Особенности конструкции валов пневмошпинделей, потребовали особого внимания к ТУБ.
Процесс шлифования вала А 30/100 показан на фиг.1 где: А - базовая поверхность, 1 - вал в процессе шлифования, который расположен между центрами 3 и 4, шлифовальный круг 2, шлифуемый вал перемещается гидравлической системой станка. Планшайба передней бабки 5, на которой установлен поводок 6, передающий вращение передней бабки валу 1, с помощью болта 7 и хомутика 8. Болт 7 контактирует с поверхностью лыски 9 для ключа.
На фиг.2 показан разрез по Б-Б фиг.1, где плоскость поверхности лыски 9 служит точкой опоры болта 7 хомутика 8.
Вал пневмошпинделя А 30/100 (вал вращается со скоростью от 30000-100000 об/мин) имеет лыску для ключа, которая используется шлифовщиком для закрепления на валу хомутика, с помощью которого валу пневмошпинделя передается вращение от передней бабки станка. Лыска для ключа оказалась элементом вспомогательным при круглом шлифовании, который использовался шлифовщиком, он создавал условия, при которых в процессе прецизионного шлифования центровые отверстия ТУБ не подвергались деформации. Отсутствие деформации создавало единство базирования, при котором центровые отверстия ТУБ находились на одной прямой линии. Отсутствие деформации ТУБ позволяло шлифовщику получать высокую точность формы наружного диаметра поверхности вала, в пределах до 0,0005 мм.
Технологическая установочная база, созданная на устройстве для внутреннего шлифования (патент №2287420), позволяет прошлифовать вал А 30/100 на круглошлифовальном станке по наружному диаметру в допуске по некруглости в пределах до 0,0005 мм. Шлифование производилось на станке фирмы Jones-Shipman. Модель 1305 ЕIT (Джонс-Шипман).
При круглом шлифовании вала пневмошпинделя АС 72/0,25 не выдерживался параметр по некруглости диаметра вала. По чертежу допустимая некруглость вала составляет до 0,0005 мм. В процессе окончательного круглого шлифования некруглость получалась более 0,001 мм. Повторное шлифование ТУБ не давало повышения точности.
На фиг.3 представлен процесс шлифования базовой поверхности А вала АС 72/0,25. Вал 1 расположен между центрами 3 и 4.
Для передачи вращения детали в центрах станка используется хомутик, который закрепляется болтом или винтом на валу.
Усилие зажима, которое создает болт при закреплении хомутика на валу деформирует вал в точке приложения усилия. Внутреннее отверстие вала позволяет измерить величину деформации нутромером по внутреннему диаметру отверстия. Величина деформации отверстия показывает величину деформации центрового отверстия, так как они являются сопрягаемыми поверхностями. Биение вала в центрах станка без хомутика не превышает 0,002 мм. Биение вала с закрепленным хомутиком увеличивается на 0,001-0,003 мм. Внутреннее отверстие вала в точках сжатия уменьшается на 0,015-0,025 мм, а в точках, расположенных под углом 90°, увеличивается на 0,010-0,015 мм. Цилиндрическое отверстие под усилием сжатия изменяет форму и принимает форму эллипса, следовательно, центровое отверстие также принимает форму эллипса. Вал с деформированной ТУБ при установке в центрах станка показывает увеличение биения поверхности вала всего на 0,001-0,003 мм. Парадоксальный случай, внутренняя цилиндрическая поверхность приобрела форму эллипса и ТУБ, сопряженная с цилиндрической поверхностью, претерпевает подобное изменение, а биение в центрах изменяется совсем незначительно на 0,001-0,003 мм. Изменилась форма внутреннего отверстия, отверстие приобрело форму эллипса на величину от 0,025-0,040 мм, а величина биения увеличилась на 0,001-0,003 мм.
На фиг.4 разрез по Б-Б фиг.3, показано место крепления хомутика, деформирующего вал, и внутреннее отверстие вала, по которому можно зафиксировать величину деформации.
Деформированная ТУБ незначительно увеличивает биение вала в центрах станка, но препятствует получению стабильного результата при шлифовании наружной поверхности вала. Деформированная ТУБ принимает форму эллипса, точки соприкосновения детали с центрами станка мало изменяют положение детали, но вершины деформированной ТУБ имеют прерывистый (точечный) контакт с поверхностью центра станка, и это является причиной нестабильности при круглом шлифовании.
Выяснив причину нестабильности, перенесем хомутик на другой диаметр вала, более отдаленный от центрового отверстия, и проверим влияние усилия закрепления хомутика на изменение формы центрового отверстия. На фиг.5 показано место крепления хомутика, который при закреплении не деформирует центровое отверстие ТУБ. Внутренний диаметр вала в точке сопряжения с центровым отверстием не изменился. Биение вала в центрах станка без хомутика и с закрепленным хомутиком не изменилось.
Процесс круглого шлифования стал стабильным, некруглость наружной поверхности вала не превышает 0,0005 мкм.
На фиг.6 зафиксирован способ проверки возникновения момента изменения формы центрового отверстия при закреплении хомутика в точке I и точка измерения биения. При закреплении хомутика в точке II отсутствует увеличение биения на поверхности вала.
Положительный результат находит применение и используется для совершенствования технологии шлифования.
Вал электрошпинделя имеет две шейки под подшипники качения. Шлифование шеек вала производится поочередно, с перестановкой вала. Закрепление хомутика на валу производится на одном конце вала, а шлифование шейки вала производится на другом конце вала. Первой окончательно шлифуется передняя шейка вала. Усилие зажима хомутика не деформирует ТУБ. Процесс шлифования передней шейки вала происходит в благоприятных условиях (фиг.7). После перестановки вала (фиг.8) закрепленный хомутик деформирует ТУБ у передней бабки, а шлифование производится у задней бабки шлифовального станка. Шлифование происходит на том участке вала, где не происходит изменение ТУБ. Шлифование производится на большом удалении от деформированной ТУБ, и это обстоятельство позволяет получить высокую точность прошлифованной поверхности.
Происходит нарушение единства базирования, но этот момент остается не зафиксированным.
Конструкцией вала электропшинделя предусмотрено отверстие для закрепления оправки с режущим инструментом. Центровое отверстие с этой стороны имеет увеличенный диаметр, что создает условия для деформации центрового отверстия.
На фиг.9 разрез по Б-Б фиг.8 в точке крепления хомутика, который создает усилие и изменяет форму центрового отверстия.
Фиг.10 иллюстрирует процесс шлифования передней шейки вала ШК 36/1,5.
Шлифование шеек вала электрошпинделя производится с перестановкой, что приводит к такому случаю, когда передняя шейка вала шлифуется с недеформированной ТУБ, так как центровое отверстие в точке закрепления хомутика на противоположном конце вала имеет диаметр центрового отверстия 6 мм и усилия зажима хомутика не деформируют ТУБ.
Фиг.11 иллюстрирует процесс шлифования задней шейки вала ШК 36/1,5. Окончательно прошлифованная поверхность передней шейки вала позволяет проверить точность установки детали перед окончательным шлифованием задней шейки вала. Точка I - место крепления хомутика. Точка II - окончательное шлифование поверхности задней шейки вала. Точка III - место проверки биения окончательно прошлифованной передней шейки вала.
Шлифование другой шейки вала после перестановки происходит в неблагоприятных условиях. Усилие зажима хомутика на валу деформируют вал и одновременно деформируется ТУБ.
Проверка индикатором показывает увеличение биения шейки вала. Дополнительное биение показывает несоосность шеек вала электрошпинделя относительно друг друга. Незначительная несоосность возникает на всю длину вала, и поэтому остается незамеченной, труднодоступной для выявления. Возникшая несоосность шеек вала электрошпинделя на незначительную величину 0,001-0,003 мм на больших оборотах, выраженных десятками тысяч оборотов в минуту, увеличивает вибрацию работающего электрошпиндедя, что снижает чистоту прошлифованной поверхности и одновременно снижает продолжительность работоспособности подшипников электрошпинделя.
Величина ошибки очень мала, и поэтому она не обнаруживается. Ошибка происходит на всю длину вала электрошпинделя в процессе шлифования, а проверка в центрах на ПБ-500 происходит на участке от центрового отверстия до торца шейки вала, что не позволяет обнаружить столь малую ошибку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2003 |
|
RU2287420C2 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ ПОВЫШЕННОЙ ТОЧНОСТИ | 2011 |
|
RU2521542C2 |
| Способ обработки конических сопряженных поверхностей | 1982 |
|
SU1268375A1 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ЛЮНЕТ | 2004 |
|
RU2268816C2 |
| УНИВЕРСАЛЬНЫЙ ФЛАНЦЕВЫЙ ЦЕНТРОСМЕСТИТЕЛЬ | 2011 |
|
RU2481940C2 |
| ЛЮНЕТ ШЛИФОВАЛЬНОГО СТАНКА | 1992 |
|
RU2008164C1 |
| УСТРОЙСТВО К КРУГЛОШЛИФОВАЛЬНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА СЕПАРАТОРА | 1991 |
|
RU2024384C1 |
Изобретение относится к области прецизионного машиностроения и может быть использовано при изготовлении валов электрошпинделя на круглошлифовальных станках. Вал устанавливают в центрах круглошлифовального станка. Сообщают ему вращение посредством поводка с хомутиком, закрепленным на валу. В процессе окончательного шлифования осуществляют поочередное шлифование передней и задней шеек вала электрошпинделя с его перестановкой. Перед окончательным шлифованием задней шейки хомутик закрепляют на окончательно прошлифованной передней шейке вала электрошпинделя в месте, в котором отсутствует деформация центрового отверстия вала от воздействия хомутика, с обеспечением биения передней шейки вала электрошпинделя, не превышающего 0,002 мм. В результате повышается точность формы наружной поверхности вала электрошпинделя. 14 ил.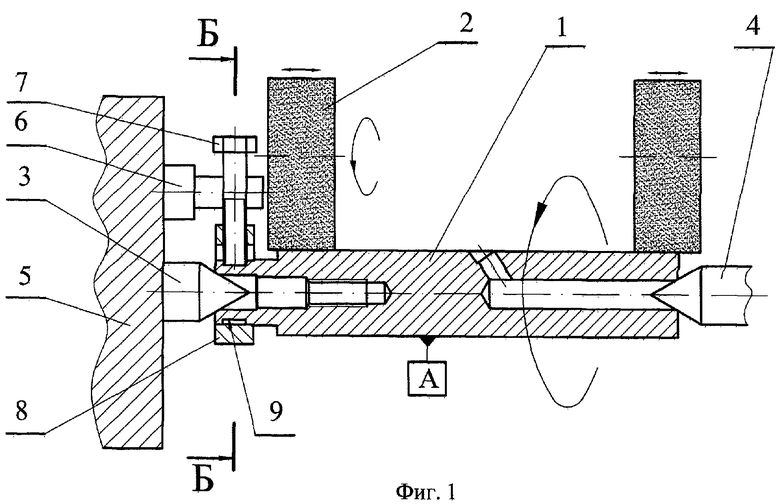
Способ прецизионного шлифования вала электрошпинделя, включающий установку вала в центрах круглошлифовального станка, сообщение ему вращения посредством поводка с хомутиком, закрепленным на валу, и его шлифование, отличающийся тем, что в процессе окончательного шлифования осуществляют поочередное шлифование передней и задней шеек вала электрошпинделя с его перестановкой, причем перед окончательным шлифованием задней шейки хомутик закрепляют на окончательно прошлифованной передней шейке вала электрошпинделя в месте, в котором отсутствует деформация центрового отверстия вала от воздействия хомутика, с обеспечением биения передней шейки вала электрошпинделя, не превышающего 0,002 мм.
| ЯЩЕРИЦЫН П.И | |||
| и др | |||
| Шлифование металлов | |||
| - Минск: БЕЛАРУСЬ, 1963, с.84-89 | |||
| Круглошлифовальный станок | 1981 |
|
SU1052370A1 |
| Поводковое приспособление | 1988 |
|
SU1579645A1 |
| DE 3817161 A1, 01.12.1988. | |||

