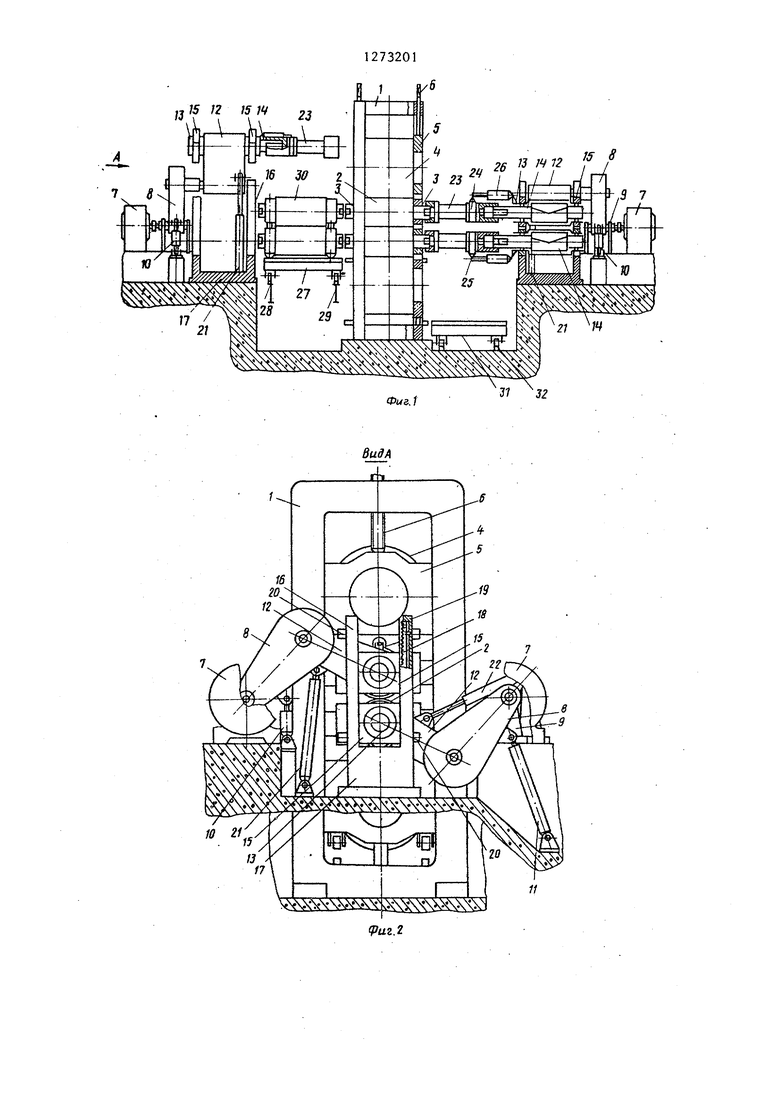
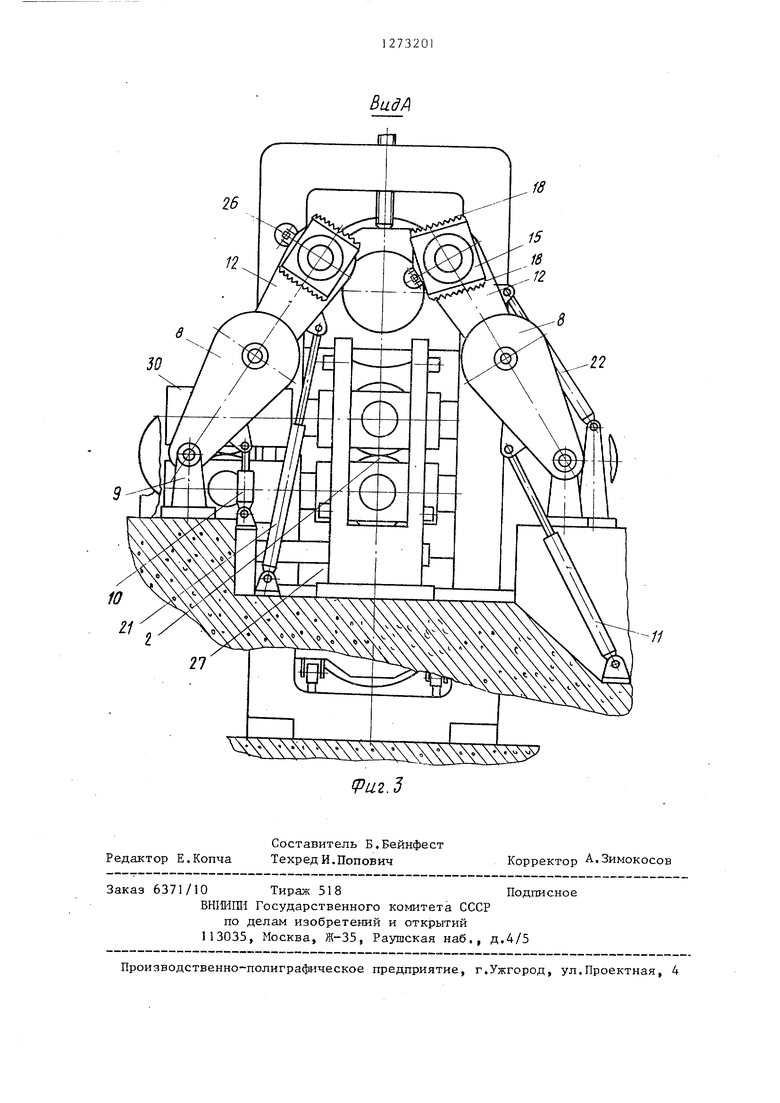
Изобретение относится к производству проката, в частности к конструкциям прокатных клетей. Цель изобретения - повышение нагрузочной способности валков, а также обеспечение возможности перевалки в зоне привода. На фиг.1 схематично изображена клеть по направлению прокатки, общий вид (справа изображено рабочее положение клети, слева - положение перевалки валков); на фиг. 2 - вид А на фиг.1 (клеть в рабочем положении); на фиг, 3 - то же (клеть в положеНИИ перевалки валков), Прокатная клеть включает в себя I станину 1, прокатные валки 2, каждый с двумя приводными концами 3, опорные валки 4, подушки 5 которых опираются на нажимные винты 6. С обе их сторон клети симметрично расположены идентичные приводы вращения вал ков , включающие двигатели 7, соединенные с входными валами редукторовкривошипов 8, цапфы корпусов которых соосные входным валам, установлены в подшипниках опорных стоек 9, Каждый редуктор-кривошип снабжен гидроцилиндром 10 или 11.качания, а его корпус шарнирно соединен с корпусом редуктора-шатуна 12, Редуктор-кривошип 8 и редуктор-шатун 12 кинематически связаны между собой выходным валом редуктора-кривошипа, являющегося одновременно входным валом редуктора-шатуна. На цапфы 13 корпуса редуктора-шатуна 12, соосные его вы ходному валу 14, свободно посажены ползуны 15, входящие в направляюш 1е 16 стойки 17 и имеюш 1е зубья 18, вхо-40
. в зацепление с зубьями реек 19 размещенш 1К в пазах стойки 17 и являющихся фиксаторами редуктора-шатуна 12, Рейки 19 соединены со штоками гидроцилиндров 20, корпусы которых закреплены на стойке 17.Каждь й редуктор-шатун 12 снабжен гидроцилиндром 21 или 22 качания. На концевую часть выходного вала 14 редуктора-шатуна 12, выполненную под трефовое соединение, посажен шпиндель 23, имеющий соответственную ответную часть. На шпинделе 23 имеется кольцевая канавка, в которой установлен подшипник с посаженным на него кольцом 24 с проушиной 25. К последней шарнирно прикреплен шток гидроцилиндра 26, корпус которого закреппеи на
образом, клетью реализуется полная крутильная несущая способность прокатных валков, т.е. максимальный момент прокатки превьш1ает в 2 раза максимальный момент прокатки известных прокатных клетей, в которых крутящий момент передается на прокатный валок лишь через один его приводной конец. Изменение радиального зазора между валками осуществляется перемещением подушек 5 верхнего опорного валка 4 нажимными винтами 6, При этом гидроцилиндры 20 автоматически перемещают рейки 19, выводя их зубья из зацепления с зубьями 18 ползунов 15. Редукторы-кривошипы 8 и редукторы-шатуны 12 перемещаются в новое заданное положение гидроцилиндрами 10, 11, 21 цапфе 13 корпуса редуктора-шатуна 12. На противоположном конце шпинделя 23 также имеется ответная часть, выполненная под трефовое соединение, сцепляющаяся с трефой приводного конца 3 прокатного валка 2. Длина трефового соединения со стороны редуктора-шатуна более чем в 2 раза больше, чем со стороны прокатного валка.Расстояние между станиной 1 и стойкой 17 превышает длину наиболее длинных валков. На тележке 27, перемещаемой по рельсам 28, закрепленным на балках 29, установлен комплект 30 сменных приводных прокатных валков. Тележка 31, перемещаемая по рельсам 32, предназначена для смены опорных валков 4. Прокатная клеть работает следуюmyiM образом. В рабочем положении прокатки все четыре шпинделя 23 соединены соответственно с четырьмя приводными концами 3 прокатных валков 2, а ползуны 15 закреплены в направляюш 1х 16 зубьями реек 19, входяш ми в зацепление d зубьями 18 ползунов. Рейки 19 удерживаются гидроцилиндрами 20. Крутящий момент для осуществления прокатки подводится от каждого из четырех электродвигателей 7 соответственно к входным валам редукторов-кривошипов 8. Редуцированный крутящий момент от редукторов-кривошипов через валы, проходяш ие через полые шарнирные соединения корпусов, передается на редукторы-шатуны 12, а затем через шпиндели 23 и их трефовые соединения на каждый приводной конец 3 прокатных валков 2. Таким и 22, в котором редукторы-шатуны 12 снова фиксируются зубчатыми рейками 19 с помощью гидроцилиндров 20. Для осуществления перевалки валков все шпиндели 23 перемещаются в осевом направлении гидроцилиндрами 26 до полного расцепления с приводными концами 3 прокатных валков 2. После защемления шпинделей 23 в кра нем положении на выходных валах 14 редукторы-шатуны 12 и редукторы-кри вошипы 8 переводятся гидроцилиндрами 10, 11, 21 и 22 в положение пер валки, как показано на фиг. 3 и с левой стороны на фиг.1, В результате этого обе стороны клети слева и справа пригодны дпя осуществления процесса перевалки. В основном вари анте левая сторона предназначена дл перевалки приводных прокатных валков, для чего комплект 30 сменных валков устанавливается на тележку 2 и на эту же тележку выкатываются сменяемые валки 2. Тележка перемеща ется по рельсам 28, комплект 30 устанавливается против окна станины и вкатывается на рабочее место. Ана логично осуществляется перевалка опорных валков 4 с помощью тележки 31, перемещаемой по рельсам 32, затем гидроцилиндрами 10, 11, 21 и 22 редукторы 8 и 12 переводятся в рабо чее положение, ползуны 15 фиксируют ся рейками 19 в направляющих 6, а шпиндели 23 перемещаются в осевом направлении гидроцилиндрами 26 до сцепления с приводными концами 3 пр катных валков 2. Кпеть готова к работе. Возможны варианты выполнения про катной клети. Шпиндели могут быть выполнены не трефовыми, а зубчатыми или универсальными, т.е. допускающими больший перекос, а следовательно, и меньшее количество перемещений ползунов 15. С одной стороны клети может быть установлен любой привод, допускающий регулировку радиального зазора, в том числе и без возможности разборки и отвода шпинделей. В этом случае перевалка как приводных прокатных валков, так и опорных производится на одной стороне клети, где установлен привод по основному варианту исполнения. Перевалка осуществляется одним из известных способов, применяемых в клетях, у которых одна сторона является стороной привода, а другая - стороной перевалки. При этом достигается упрощение конструкции и сокращение габаритов клети за счет, например, уменьшения длины шпинделей, но появляется некоторая стесненность и неудобство при перевалке, так как рабочие и опорные валки переваливаются на одну сторону клети сторону перевалки, что приводит к необходимости размещать в одном месте две различные тележки для валков, рабочих и опорных, два рельсовых пути и т.д. В результате удвоенного максимального момента прокатки вследствие подвода крутящего момента к обоим приводным концам каждого прокатного валка вдвое возрастает максимальная мощность гфивода по сравнению с достигнутой на самых мощных современных станах, что обеспечивает повьш1ение производительности стана. ;jf 23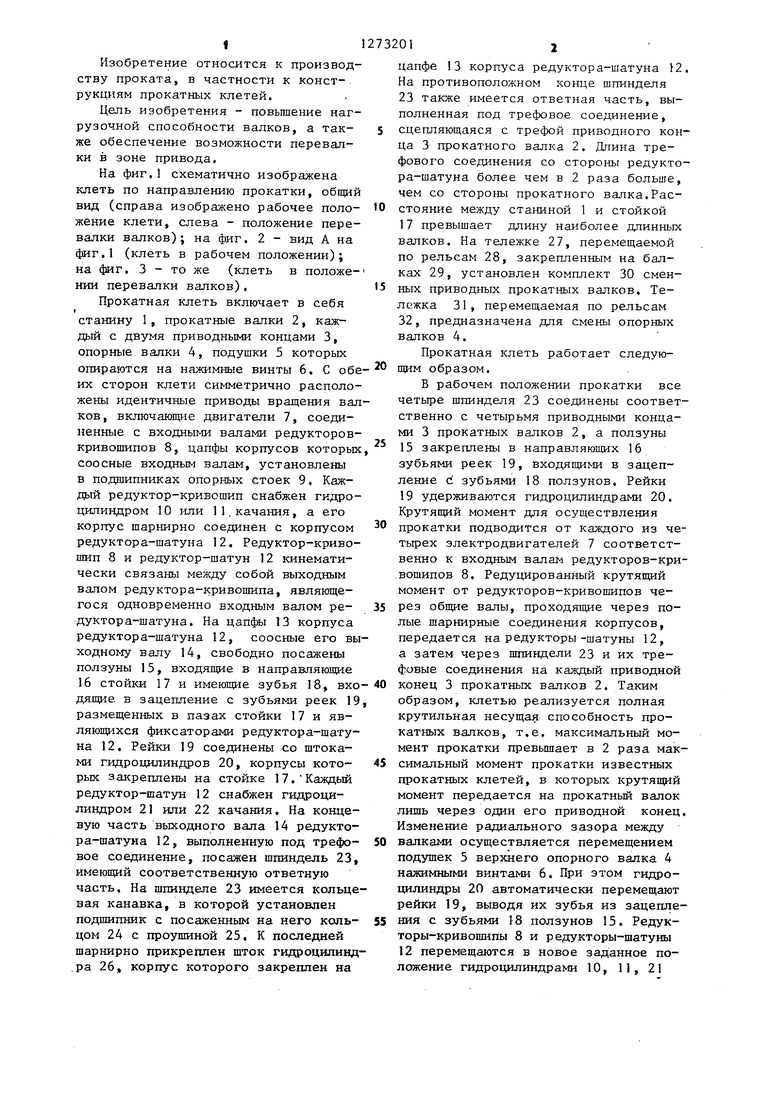

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто | 1983 |
|
SU1080893A1 |
| Линия клети прокатного стана | 1989 |
|
SU1667969A1 |
| Линия клети прокатного стана | 1988 |
|
SU1583198A1 |
| Редукционный стан | 1979 |
|
SU822935A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
| ГЛАВНАЯ ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2308329C2 |
| СПОСОБ ПЕРЕВАЛКИ ТРЕХВАЛКОВЫХ КЛЕТЕЙ МНОГОКЛЕТЕВОГО СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ И МНОГОКЛЕТЕВОЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2008 |
|
RU2367532C1 |
| Устройство для перевалки рабочих валков прокатной клети кварто стана бесконечной прокатки полосы | 1982 |
|
SU1061866A1 |
| Устройство для смены валков прокатной клети | 1980 |
|
SU995937A1 |
1. ПРОКАТНАЯ КЖТЬ, включающая станину, прокатные валки,привод враще1шя валков, расположенный с одной стороны клети и содержащий на калдый валок двигатель, зубчатые передачи в-виде двух редукторов,корпуса которых, соединенные шарниром, выполнены в виде кривошипа и шатуна, причем входной вал редуктора-кривошипа соединен с валом двигателя, а выходной вал редуктора-шатуна - с прокатным валком, механизмы качания корпусов редукторов и радиальной установки валков, перевалочные средства, а также компенсирующие звенья между валками и выходными валами редукторов, о тлнчающаяся .тем, что, с целью повьш1ения нагрузочной способности валков, она снабжена дополнительным приводом валков, установленным с противоположной стороны клети и выполненным предпочтительно аналогично основному приводу, 2. Клеть по п. 1, о т л и ч а ю щ а я с я тем, что, с целью обеспечения возможности перевалки в зоне привода, редукторы установлены на расстоянии от станины клети, достаточном для размещения перевалочных (С средств, а компенсирующие звенья выполнены в виде шпинделей, перекрывающих указанное расстояние, установленных каждый на выходном валу своего редуктора-шатуна с возможностью смещения в осевом направлении и снабженных приводом такого смещения. Ю ю
| Бесшпиндельная вертикальная клеть | 1981 |
|
SU1002056A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
