Область техники
Изобретение относится к системе, предназначенной для последовательного приема и перемещения прутков от прокатного стана к накопительно-разгрузочному устройству и характеристики которой соответствуют указанным в ограничительной части основного пункта формулы изобретения.
Определение
В данном описании изобретения под прутком следует понимать металлический сортовой прокат любого типа, а следовательно, также проволоку, либо пруток, либо профиль.
Сфера применения
В сущности, сферой применения для настоящего изобретения являются прокатные цеха со станами горячей прокатки, предназначенными для производства металлических прутков.
Предпосылки к созданию изобретения
В настоящее время известно, что для производства прутков при помощи станов горячей прокатки позади линии прокатного стана предусматривается скоростная резка непрерывного сортового проката на прутки и отвод их, в сущности, на два взаимосвязанных параллельных желоба, которые включаются в работу поочередно вместе с соответствующим (известным) устройством, обеспечивающим торможение конца/обламывание очередного прутка, откуда прекратившие свое поступательное движение прутки падают на находящуюся ниже охлаждающую их плоскость, по которой они постепенно перемещаются в направлении к линии пакетирования. Такой признак раскрывается в патенте IT 112 813 (SIMAC SPA).
Следовательно, в данном техническом решении предусматривается наличие двух желобов, при поочередном функционировании которых в момент получения одним из них очередного прутка в это время из другого желоба выгружается предыдущий пруток, и наоборот.
В патентах US4258951A (KINNICUTT JR ROGER ET AL) и US3834260 (SIEURIN D Et AL) раскрывается переключающий аппарат для прутков, предназначенный для такой же цели.
Проблемы и недостатки существующих технических решений
Проблемы и недостатки существующих технических решений определяются, в сущности, тем обстоятельством, что в этих решениях возникает непреодолимый скоростной предел для производства прутков, обусловленный чередованием работы указанных двух желобов.
Для решения этой проблемы предложены технические решения, которые предусматривают применение большего количества пар желобов с применением дополнительных отводящих устройств, расположенных выше по ходу движения прутка, благодаря чему обеспечивается наличие большего числа приемных, останавливающих и разгрузочных линий, причем каждая такая линия содержит пару соответствующих приемных устройств с желобами.
Примеры таких технических решений можно найти в патенте 1Т1010454, выданном на имя Officine Meccaniche Danieli и относящемся к устройству для перемещения прутков от прокатного стана с очень высокой скоростью, характеризующемуся тем, что оно включает в себя многоручьевой желоб с четырьмя и более ручьями, по которым прутки, отрезаемые под размер, могут поочередно перемещаться в соответствующем направлении. Данное техническое решение является достаточно сложным, и, кроме того, оно требует разделения проката на два разных пути движения так, чтобы на каждый такой путь приходилось по сдвоенному желобу (в общей сложности четыре ручья), на три разных пути движения так, чтобы на каждый такой путь приходилось по сдвоенному желобу (в общей сложности шесть ручьев), и т.д. Поэтому такое техническое решение становится слишком сложным и, кроме того, весьма обременительным с точки зрения его практического осуществления.
Кроме того, предложены и такие технические решения, которые предусматривали применение соответствующих технических средств, имеющих два желобчатых устройства, причем каждое такое желобчатое устройство включает в себя большее количество желобов, способных принимать упомянутые прутки в порядке очередности. Такое техническое решение описывается в заявке на итальянский патент под №UD97A000007 от 21.01.1997, поданной от имени компании SIMAC S.p.A., и предусматривает наличие двух барабанов, оснащенных каждый двумя парами желобов, расположенных один напротив другого.
Более совершенное техническое решение, в котором предусматривается осуществление подачи по четырем разным желобам по направлению к вращающимся барабанам, каждый из которых включает в себя по четыре желоба, расположенных попарно друг напротив друга, рассматривается в патенте IТ-А-1127813, выданном на имя компании SIMAC S.p.A.
Однако все эти технические решения имеют определенное ограничение, налагаемое на них в связи с наличием пары желобчатых устройств, применяемых здесь с целью обеспечить более высокий скоростной режим работы промышленной установки, но что при этом чревато необходимостью мириться с некой обременительностью и сложностью соответствующего оборудования, причем еще один дополнительный недостаток в данном случае кроется также и в том, что повышенная обременительность сопряжена дополнительно с возникновением некоторых непреодолимых ограничений, обязывающих удвоить число единиц оборудования, требующегося для данной установки, и, следовательно, вдвое увеличить затраты на нее.
Кроме того, известно также, что при наличии двух желобчатых устройств и при приеме прутков со скоростью в 40 м/сек необходимо обеспечить резку и прием прутков длиной не менее 90-100 м, поскольку в случае наложения вышеупомянутого ограничения по времени обеспечивается реальная возможность приема, торможения и выгрузки каждого прутка в последовательном порядке в одном и в другом из указанных устройств. Известно, что на предприятиях, производящих прутки очень большой длины, должны также иметься и соответствующие установки, которые являются весьма громоздкими и отличаются большой габаритной длиной (и поэтому здания, в которых они размещаются, также должны быть достаточно просторными), что делает их гораздо более дорогостоящими. Если прутки будут иметь длину в 100 м, то тогда и желобчатые устройства, и соответствующая холодильная плита обязаны будут иметь точно такую же длину, что также связано с повышенной обременительностью. Кроме того, хорошо известно, что очень длинный пруток малого диаметра (к примеру, всего лишь 6-10 мм) с трудом поддается всяческой обработке, в том числе, и механической обработке, а также может сравнительно легко запутываться.
Объем настоящего изобретения
Объем настоящего изобретения обеспечивает решение вышеупомянутых проблем, позволяет устранить отмеченные недостатки и, кроме того, осуществить все это без каких-либо дополнительных накладных расходов, а также без сопутствующего снижения надежности применяемого оборудования и без существенного повышения его обременительности:
- улучшив функциональность оборудования и повысив его эффективность;
- увеличив производительность установки с тем, чтобы обеспечить при этом возможность работы с повышенной скоростью без необходимости дублирования холодильной плиты.
Другая цель настоящего изобретения заключается в том, чтобы обеспечить возможность производства очень коротких прутков, поскольку известно, что нельзя получить очень короткие прутки, применяя лишь традиционные устройства, имеющие расположенные попарно желоба, в которые принимаемые ими прутки поступают попеременно, именно из-за тех ограничений, которые налагаются в связи с последовательным осуществлением соответствующих действий по приему, торможению и выгрузке прутков.
Решение проблемы и краткое изложение отличительных особенностей изобретения
Решение этой проблемы обеспечивается благодаря отличительным признакам настоящего изобретения, указанным в основном пункте прилагаемой формулы изобретения.
В зависимых пунктах прилагаемой формулы изобретения представлены предпочтительные варианты осуществления настоящего изобретения, которые обеспечивают получение соответствующих преимуществ и позволяют добиться наилучшей функциональности.
Преимущества
Таким образом, обеспечивается получение следующих преимуществ:
- улучшение функциональности оборудования и повышение его эффективности;
- увеличение производительности.
Фактически, при наличии двух таких устройств, предназначенных для приема и выгрузки прутков, допустимая скорость движения поступательно перемещающегося прутка может достигать 40 м/сек, тогда как при наличии трех таких установленных рядом друг с другом устройств, каждое из которых может единовременно принимать и выгружать по одному прутку, возможно получение скорости перемещения прутка, достигающей 60 м/сек и даже выше (70-80 м/сек), что происходит благодаря значительному упрощению выполняемых при этом операций, а также в связи с увеличением времени, которое предоставляется каждому устройству для приема, торможения и выгрузки соответствующего прутка на охлаждающую плоскость с последующим перемещением его в поперечном направлении.
Помимо этого, при применении такого технического решения обеспечивается также возможность приема очень коротких прутков, например, длиной всего лишь 50-60 м, потому что имеется больше времени для приема, торможения и выгрузки каждого прутка в последовательном порядке. В этом случае, соответствующее устройство, предназначенное для приема, торможения и выгрузки прутка на холодильную плиту, можно будет в значительной степени укоротить, благодаря чему вся такая промышленная установка в целом станет менее обременительной при сохранении той же ее производительности.
В дополнение к этому, известно, что транспортировка более коротких прутков существенно упрощается, а опасность их запутывания при этом соответственно уменьшается.
Вполне естественно, что при таком техническом решении можно будет осуществлять прием, торможение и выгрузку с высокой скоростью сразу двух прокатываемых проволок (прутков) одновременно (при раздельной прокатке, либо в случае применения двухниточного прокатного стана, например, такого, который раскрывается в патенте 1Т-А-83489А/88), а также выгружать на плиту единовременно по одному прутку, используя при этом три барабана с двойными желобами (а именно, две противоположные пары на каждом барабане), как предусмотрено в заявке №UD97A000007, поданной от имени компании SIMAC S.p.A.
Вполне естественно, что при таком варианте осуществления настоящего изобретения, в котором предусматривается наличие трех примыкающих друг к другу желобчатых устройств, ничто не исключает такой возможности, что только лишь два из них могут использоваться одновременно для обеспечения поступательного движения по ним прутков, как это происходит, например, при работе с прутками более крупного размера. Фактически, хорошо известно, что для одного и того же типа прокатного стана скорость подачи прутков на выходе из него варьируется, увеличиваясь при возрастании общего количества более мелких профилей и уменьшаясь при возрастании общего количества более крупных профилей. Таким образом, совершенно очевидно, что такой прокатный стан будет гораздо более универсальным, быстродействующим и к тому же более компактным.
Описание предпочтительного варианта осуществления настоящего изобретения
Для обеспечения более полного понимания настоящего изобретения ниже приводится описание предпочтительного варианта его осуществления, которое ведется со ссылками на прилагаемые чертежи, на которых представлены:
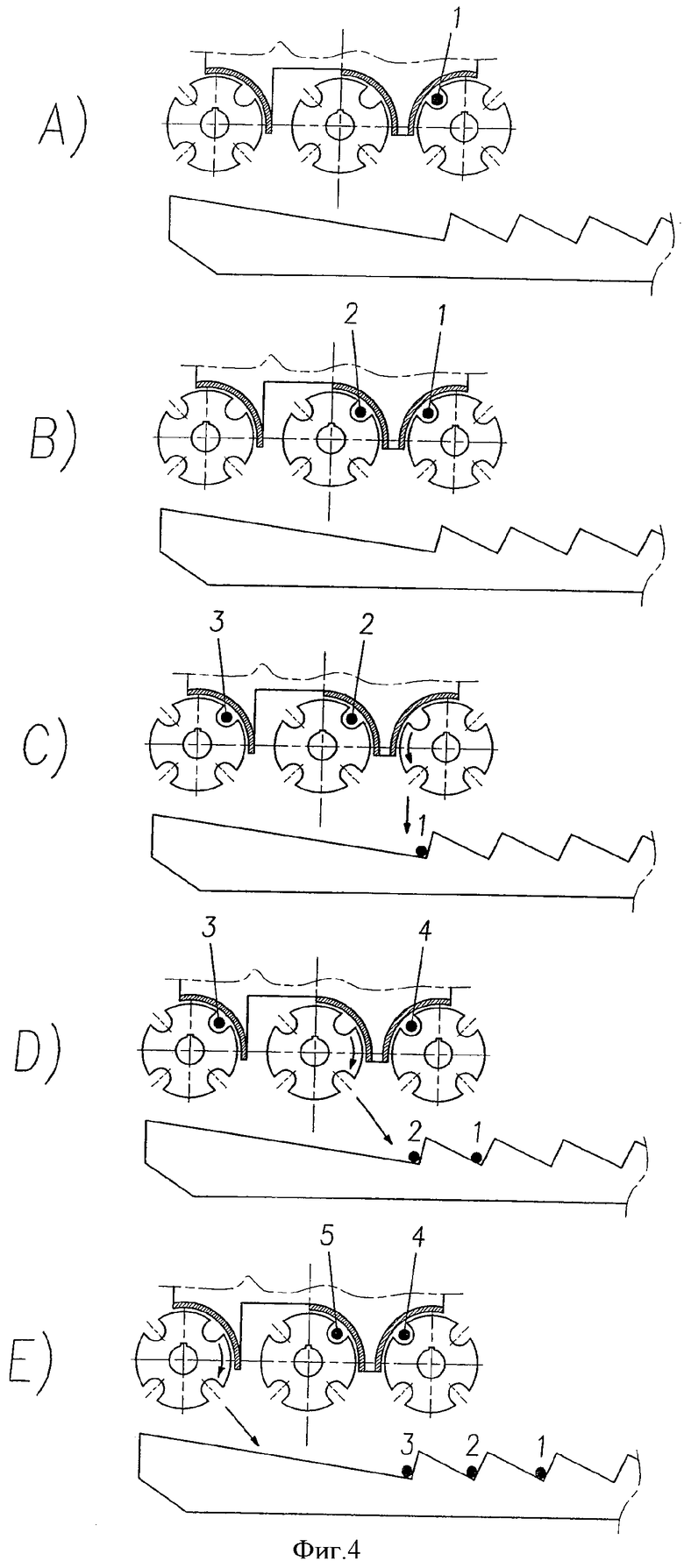
- Фиг.1 представляет собой схематический вид спереди, на котором показан новый механизм, предназначенный для приема прутков и снабженный тремя примыкающими друг к другу устройствами (T1, T2, Т3) с приемными желобами (сn), из которых прутки выгружаются на находящуюся ниже холодильную плиту и на шлеппер (PR), причем в каждом из вышеуказанных устройств предусматривается наличие четырех желобов (сn), расположенных ортогонально по отношению к соответствующему вращающемуся барабану и предназначенных для поочередного приема в них соответствующих прутков, каждый раз по одному прутку 1, 2, 3 (одноразовая подача).
- Фиг.2 представляет собой измененный вид по отношению к предыдущему виду, причем на этом виде изображены желоба, объединенные между собой в противолежащие друг другу пары и предназначенные для приема следующих одна за другой очередных пар прутков 1-2, 3-4, 5-6 в каждый из имеющихся барабанов.
Фиг.3 представляет собой изображение, иллюстрирующее другой вариант способа относительно представленного на предыдущем чертеже, причем прутки, принимаемые каждым желобом, могут быть разными 1В-1А, 2В-2А, 3В-3А.
Фиг.4 представляет собой вид, иллюстрирующий стадии А), В), С), D), Е) процесса приема и выгрузки применительно к техническому решению, представленному на фиг.1.
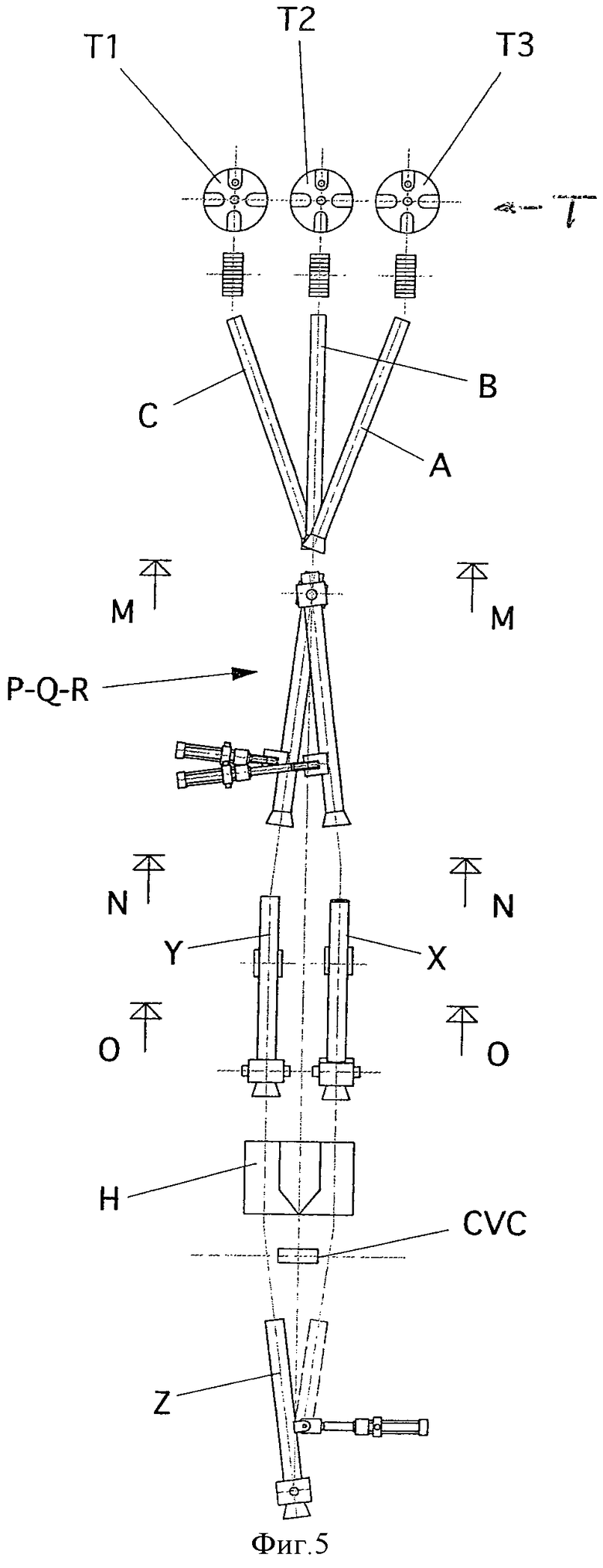
Фиг.5 представляет собой вид в плане того участка установки, на котором производится разрезание прутков на куски определенной длины и, соответственно, отвод очередных кусков на отдельные желоба (сn) имеющихся устройств (T1, T2, Т3), предназначенных для приема, торможения и выгрузки прутков.
Фиг.5А, 5В, 5С представляют собой соответствующие виды в разрезе для установки, показанной на фиг.5.
Фиг.6 представляет собой перспективный вид, изображающий техническое решение, показанное на фиг.5.
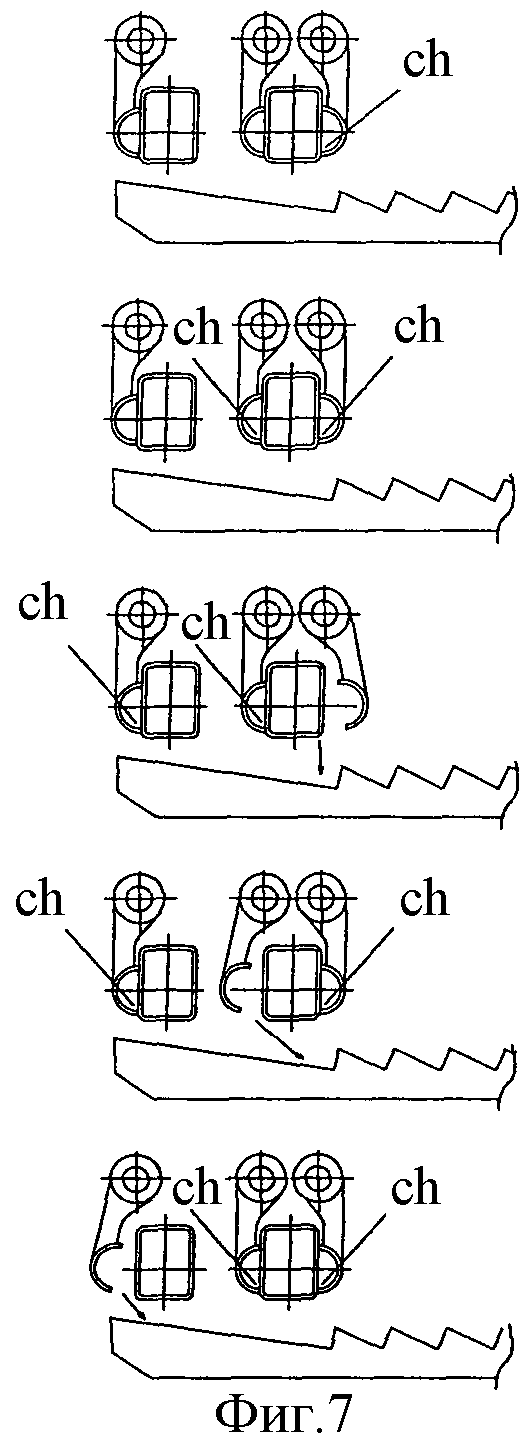
Фиг.7 и 8 иллюстрируют другие технические решения, представляющие собой не вращающуюся желобчатую систему.
Подробное описание изобретения со ссылками на прилагаемые чертежи
Из представленных здесь чертежей следует, что настоящее изобретение, по существу, включает в свой состав группу (Т) устройств, предназначенную для приема и выгрузки прутков, которая состоит из трех таких устройств (T1, T2, Т3), осуществляющих прием и выгрузку прутков.
Выше по ходу перемещения прутков находится соответствующий механизм, предназначенный для разрезания прутка на отдельные куски с последующим их перемещением, и который, по существу, состоит из:
1 - горизонтального отводящего устройства (Z), расположенного выше по ходу перемещения прутков и имеющего два положения для поочередного отвода прутков направо и налево к режущим ножам механических ножниц с непрерывно вращающимися ножами известного в данной области техники типа (CVC), причем очевидно, что могут применяться также и механические ножницы такого типа, которые попеременно включаются и выключаются.
ii - желоба (Н) с двумя дорожками, расположенного ниже по ходу перемещения прутков относительно механических ножниц (CVC);
iii - пары вертикальных отводящих устройств (X, Y), каждое из которых совершает вертикальное отводящее движение в трех положениях;
iv - трех горизонтальных отводящих устройств Р, Q, R, расположенных друг над другом, а именно, закрывающих собой друг друга, каждое из которых совершает горизонтальное движение в двух положениях, соответственно, вправо-влево;
v - трех неподвижных шлепперов (А, В, С), посредством которых выход упомянутых трех устройств (Р, Q, R) для отвода прутков вправо-влево соединяется с соответствующими тремя желобами устройства (T1, T2, Т3), осуществляющего прием прутков и выгрузку их на холодильную плиту с соответствующим срабатыванием тормозного устройства (FC) для хвостовой части прутков, известного в данной области техники и предусмотренного для каждого из них.
Вполне естественно, что хотя на фиг.1-6 показаны три устройства, осуществляющие прием и выгрузку прутков и относящиеся к такому их типу, в котором предусматривается наличие трех вращающихся барабанов, возможно также применение аналогичных устройств с раскрывающимися полками, а именно, вращающиеся барабаны могут быть заменены неподвижными раскрывающимися желобами, в данном случае, тремя такими раскрывающимися желобами.
Функционирование
I) установка оборудована:
- горизонтальным отводящим устройством (Z), расположенным выше по ходу перемещения прутков и находящимся справа;
- правосторонним вертикальным отводящим устройством (X), находящимся в высоком положении (верхнем);
- левосторонним вертикальным отводящим устройством (Y), находящимся в промежуточном положении (среднем);
- верхним горизонтальным отводящим устройством (Р), находящимся справа;
- промежуточным горизонтальным отводящим устройством (Q), находящимся слева;
- нижним горизонтальным отводящим устройством (R), находящимся справа;
- поэтому пруток проходит через отводящее устройство (Z), правую дорожку желоба (Н) с двумя дорожками, вертикальное отводящее устройство (X), находящееся в верхнем положении, верхнее горизонтальное отводящее устройство (Р), находящееся справа, и третий шлеппер (А), подводимый к соответствующему третьему устройству (Т3), осуществляющему прием и выгрузку прутков, при помощи тормозного устройства (FC) для прутков.
II) процесс функционирования включает в себя следующие стадии:
a) на начальном этапе перемещения головной части сортового проката, как это указано выше, когда им достигается такая длина, при которой его нужно будет разрезать, производится отрезание очередного прутка от сплошного сортового проката, отклоняемого при этом под вращающиеся ножи летучих механических ножниц (CVC) с одновременным приведением в действие горизонтального отводящего устройства (Z), расположенного выше по ходу перемещения прутка, которое в результате этого переводится из одного своего положения в другое;
b) как только произойдет отрезание прутка, вслед ему направляется головная часть следующего за ним второго прутка, который при этом не натыкается на хвостовую часть предыдущего первого прутка, который уже находится в другом желобе, а проходит вдоль следующей дорожки желоба, уже подведенной под второй пруток, при этом:
- его принимает левосторонняя дорожка желоба (Н) с двумя дорожками;
- вертикальное отводящее устройство (Y) находится в промежуточном своем положении;
- промежуточное горизонтальное отводящее устройство (Q) находится в левом положении;
- центральный/промежуточный шлеппер (В), подводимый ко второму желобчатому устройству (Т2), осуществляющему прием прутков, находится при этом в промежуточном своем положении, обеспечиваемом с помощью соответствующего тормозного устройства (FC) для прутков;
c) одновременно с этим производится торможение предыдущего первого прутка с помощью тормозного устройства (FC) для прутков, расположенного на входе соответствующего желоба третьего устройства (Т3), осуществляющего прием прутков, и, следовательно, затем происходит выгрузка этого прутка;
d) как только хвостовая часть первого прутка пройдет начало шлеппера (А), правое вертикальное отводящее устройство (X) и верхнее горизонтальное отводящее устройство (Р) перемещаются таким образом, чтобы обеспечить возможность приема следующего затем третьего прутка, при этом правостороннее вертикальное отводящее устройство (X) соответственно переводится из верхнего положения в нижнее свое положение, а верхнее горизонтальное отводящее устройство (Р) переводится из правого положения в левое свое положение;
e) одновременно с этим, второй пруток достигает такой своей длины, при которой его нужно будет уже отрезать, и, таким образом, с помощью механических ножниц (CVC) в этот момент осуществляется его отрезание, а горизонтальное отводящее устройство (Z), расположенное выше по ходу перемещения прутков, переводится при этом из левого положения в правое свое положение;
f) как только произойдет отрезание этого прутка, вслед ему направляется головная часть следующего за ним третьего прутка, при этом он не натыкается на хвостовую часть предыдущего второго прутка, который, как указано в пункте d), уже находится на соответствующей дорожке в первом шлеппере (С), а также в соответствующем желобе первого устройства (Т1), осуществляющего прием прутков;
g) следовательно, происходит торможение второго прутка с помощью соответствующего тормозного устройства (FC) для прутков, расположенного на входе желоба второго центрального устройства (Т2), осуществляющего прием прутков, и, таким образом, затем происходит выгрузка этого прутка на плиту;
h) как только хвостовая часть второго прутка пройдет начало центрального шлеппера (В), левостороннее вертикальное отводящее устройство (Y) и промежуточное горизонтальное отводящее устройство (Q) соответственно перемещаются следующим образом:
- первое из этих устройств (Y) переводится из промежуточного положения в верхнее свое положение, а
- второе из этих устройств (Q) переводится из левого положения в правое свое положение,
чтобы обеспечить тем самым возможность приема очередного четвертого прутка и перемещения его головной части в третий шлеппер (А) и, следовательно, в соответствующее третье устройство (Т3) с приемными желобами;
i) одновременно с этим, когда третий пруток достигает такой своей длины, при которой его нужно будет уже отрезать, горизонтальное отводящее устройство (Z), расположенное выше по ходу перемещения прутков, переводится из правого положения в левое свое положение;
1) как только произойдет отрезание этого прутка, вслед ему направляется головная часть следующего за ним четвертого прутка, при этом он не натыкается на хвостовую часть предыдущего третьего прутка, который, как указано в пункте h), уже находится на соответствующей дорожке в третьем шлеппере (А) и, следовательно, отводится в третье устройство (Т3) с приемными желобами;
m) одновременно происходит торможение третьего прутка с помощью соответствующего тормозного устройства (FC) для прутков, расположенного на входе первого устройства (Т1), осуществляющего прием и выгрузку прутков, и, таким образом, происходит выгрузка этого прутка на плиту (PR).
Из отдельных стадий, рассмотренных в приведенном здесь выше описании, и состоит весь цикл отрезания и выгрузки на плиту первых трех прутков, причем данный цикл продолжает осуществляться в течение всего времени, пока из соответствующей заготовки не будут получены все нужные прутки.
По завершении выгрузки последнего прутка на плиту, все отводящие устройства (Z, X, Y, P, Q, R) снова занимают в данной установке положение готовности к повторному выполнению рассмотренного здесь выше цикла.
Естественно, что здесь приводится всего лишь только одно из возможных технических решений, начиная с предварительного описания установки в подпункте (I), но, тем не менее, должно быть совершенно очевидно, что вполне возможна и совсем другая первоначальная настройка установки, рассмотренной в данном описании изобретения (например, совершенно противоположная вышеизложенной, либо предусматривающая начало осуществления данного цикла в центре установки или же в каком-нибудь другом ее месте, и т.д.).








Изобретение предназначено для увеличения производительности оборудования, повышения скорости транспортирования прутков. Система оборудована устройствами для отвода прутков на разные дорожки, взаимодействующими, по меньшей мере, с одним режущим устройством для прутка, совершающего поступательное движение, тормозным устройством для прутков, взаимодействующим, по меньшей мере, с одной группой устройств для приема и выгрузки прутков, имеющих желоба для приема и выгрузки прутков на находящуюся ниже плиту, совершающую поступательное движение. Возможность производства коротких прутков и перемещения их с высокой скоростью обеспечивается за счет того, что группа устройств для приема и выгрузки прутков содержит, по меньшей мере, три примыкающих одно к другому параллельных устройства, устройство для отвода прутков включает подвижные направляющие устройства, предназначенные для того, чтобы попеременно направлять последовательно поступающие к ним прутки в периодически повторяющемся порядке на соответствующий(-ие) желоб(-а) (сn) в каждом из упомянутых устройств для приема и выгрузки прутков так, чтобы в то время как в первом таком устройстве завершается выгрузка очередного прутка, последнее из этих устройств занимает такое свое положение, в котором оно готово к приему нового прутка, а промежуточное(-ые) из этих устройств находится (-ятся) в работе, принимая очередной пруток. 2 н. и 6 з.п. ф-лы, 11 ил.
1. Система для последовательного приема и перемещения прутков от прокатного стана к накопительно-разгрузочному устройству, включающая устройство для отвода прутков на разные дорожки, взаимодействующее, по меньшей мере, с одним режущим устройством (CVC) для прутков, совершающих поступательное движение, по меньшей мере, тормозное устройство (FC) для прутков, взаимодействующее, по меньшей мере, с одной группой устройств, предназначенных для приема и выгрузки прутков, и содержащей примыкающие одно к другому устройства (Т) с желобом/ами для приема и выгрузки прутков на находящуюся ниже плиту (PR), совершающую поступательное движение, при этом упомянутая группа устройств (Т) для приема и выгрузки прутков содержит, по меньшей мере, три примыкающих одно к другому устройства (T1, T2, Т3) для приема и выгрузки прутков, примыкающих друг к другу и расположенных, по существу, параллельно относительно друг друга, упомянутое устройство для отвода прутков включает подвижные направляющие устройства, предназначенные для попеременного последовательного направления поступающих к ним прутков в периодически повторяющемся порядке на соответствующий(ие) желоб(а) (сn) в каждом из упомянутых устройств (T1, T2, Т3) для приема и выгрузки прутков таким образом, чтобы в то время, как в первом таком устройстве (T1) завершается и/или оканчивается выгрузка очередного прутка, последнее из этих устройств (Т3) занимает такое свое положение, в котором оно готово к приему нового прутка, а промежуточное(ые) из этих устройств (T2) находится(ятся) в работе, принимая очередной пруток, отличающаяся тем, что она включает расположенные выше по ходу перемещения прутков относительно упомянутой группы (Т) устройств для приема и выгрузки прутков и тормозного устройства (FC) для прутков, горизонтальное отводящее устройство (Z), имеющее два положения для поочередного отвода прутков направо и налево к режущим ножам механических ножниц с непрерывно вращающимися ножами типа (CVC) или механических ножниц, которые попеременно включают и выключают, желоб (Н) с двумя дорожками, расположенный ниже по ходу перемещения прутков относительно механических ножниц (CVC), пару вертикальных отводящих устройств (X, Y), каждое из которых совершает вертикальное отводящее движение в трех положениях, три горизонтальных отводящих устройства Р, Q, R, расположенных друг над другом, а именно, закрывающих собой друг друга, каждое из которых совершает горизонтальное движение в двух положениях, соответственно, вправо-влево, три неподвижных шлеппера (А, В, С), посредством которых выход упомянутых трех устройств (Р, Q, R) для отвода прутков вправо-влево соединен с соответствующими тремя желобами устройства (T1, T2, Т3), осуществляющего прием прутков и выгрузку их на холодильную плиту с соответствующим срабатыванием тормозного устройства (FC) для хвостовой части прутков, предусмотренного для каждого из них.
2. Система по п.1, отличающаяся тем, что устройства (T1, T2, Т3) для приема и выгрузки прутков представляют собой вращающиеся барабаны с множеством продольных желобов (сn), расположенных по их периферии.
3. Система по п.1, отличающаяся тем, что устройства (T1, T2, Т3) для приема и выгрузки прутков включают, по меньшей мере, один продольный неподвижный желоб с открывающейся дверцей.
4. Система по п.2, отличающаяся тем, что для каждого устройства (T1, T2, Т3) предусмотрено наличие четырех желобов (сn), расположенных ортогонально.
5. Система по п.2, отличающаяся тем, что для каждого устройства (T1, T2, Т3) предусмотрено наличие четырех желобов (сn), расположенных по парам, которые находятся одна напротив другой.
6. Система по любому из пп.1-5, отличающаяся тем, что устройства для приема и выгрузки прутков представляют собой устройства, в которых предусматривается наличие желобов, выполненных на вращающемся барабане с возможностью приема каждого очередного прутка в соответствующий закрытый желоб и опускания следующего за ним прутка в открытый желоб.
7. Система по любому из пп.1-5, отличающаяся тем, что устройства для приема и выгрузки прутков представляют собой устройства, в которых предусматривается наличие неподвижных желобов с дверцей, закрывающейся при приеме прутка и открывающейся при опускании прутка.
8. Способ приема прутков и выгрузки их на холодильную плиту с использованием системы по п.1, оборудованной горизонтальным отводящим устройством (Z), расположенным выше по ходу перемещения прутков и находящимся справа, правым вертикальным отводящим устройством (X), находящимся в высоком - верхнем положении, левым вертикальным отводящим устройством (Y), находящимся в промежуточном - среднем положении, верхним горизонтальным отводящим устройством (Р), находящимся в правом положении, промежуточным горизонтальным отводящим устройством (Q), находящимся в левом положении, нижним горизонтальным отводящим устройством (R), находящимся в правом положении, в котором пруток пропускают через отводящее устройство (Z), правую дорожку желоба (H) с двумя дорожками, вертикальное отводящее устройство (X), находящееся в верхнем положении, верхнее горизонтальное отводящее устройство (Р), находящееся в правом положении, и третий шлеппер (А), подводимый к соответствующему третьему устройству (Т3), осуществляющему прием и выгрузку прутков, при помощи тормозного устройства (FC) для прутков, при этом прием и выгрузку прутков производят в соответствии со следующими стадиями: при достижении длины прутка, требующей разрезания, производят отрезание очередного прутка от сплошного сортового проката, отклоняемого при этом под вращающиеся ножи летучих механических ножниц (CVC) с одновременным приведением в действие горизонтального отводящего устройства (Z), расположенного выше по ходу перемещения прутка, которое в результате этого переводится из одного своего положения в другое, причем после отрезания прутка вслед ему направляют головную часть следующего за ним второго прутка, который при этом не натыкается на хвостовую часть предыдущего первого прутка, находящегося уже в другом желобе, а проходит вдоль соответствующей дорожки желоба, подготовленной для второго прутка следующим образом: пруток принимают на левую дорожку желоба (Н) с двумя дорожками, при этом вертикальное отводящее устройство (Y) находится в промежуточном своем положении, промежуточное горизонтальное отводящее устройство (Q) находится в левом положении, центральный шлеппер (В), подводимый ко второму желобчатому устройству (Т2), осуществляющему прием прутка, находится в промежуточном положении, обеспечиваемом с помощью соответствующего тормозного устройства (FC) для прутков, одновременно с этим производят торможение предыдущего первого прутка с помощью тормозного устройства (FC) для прутков, расположенного на входе соответствующего желоба третьего устройства (Т3), осуществляющего прием прутка, затем производят выгрузку этого прутка на плиту (PR), причем как только концевая часть первого прутка проходит начало шлеппера (А), правостороннее вертикальное отводящее устройство (X) и верхнее горизонтальное отводящее устройство (Р) перемещают таким образом, чтобы обеспечить возможность приема третьего прутка, при этом правое вертикальное отводящее устройство (X) соответственно переводят из верхнего положения в нижнее, а верхнее горизонтальное отводящее устройство (Р) переводят из правого положения в левое, одновременно с этим второй пруток, достигший длины, требующей отрезания, с помощью механических ножниц (CVC) в этот момент отрезают, а горизонтальное отводящее устройство (Z), расположенное выше по ходу перемещения прутков, переводят из одного своего положения в другое, после отрезания этого прутка вслед ему направляют головную часть следующего за ним третьего прутка, при этом он не натыкается на хвостовую часть предыдущего второго прутка, который уже находится на соответствующей дорожке в первом шлеппере (С), а также в соответствующем желобе первого устройства (Т1), осуществляющего прием прутков, производят торможение второго прутка с помощью соответствующего тормозного устройства (FC) для прутков, расположенного на входе желоба второго центрального устройства (Т2), осуществляющего прием прутков, и затем - выгрузку этого прутка на плиту (PR), после прохода хвостовой частью второго прутка начала центрального шлеппера (В) левое вертикальное отводящее устройство (Y) и промежуточное горизонтальное отводящее устройство (Q) соответственно перемещают следующим образом: первое из этих устройств (Y) переводят из промежуточного положения в верхнее, а второе из этих устройств (Q) переводят в другое положение, чтобы обеспечить тем самым возможность приема очередного четвертого прутка и перемещения его головной части в третий шлеппер (А) и, следовательно, в соответствующее третье устройство (Т3) с приемными желобами, одновременно с этим при достижении третим прутком длины, требующей отрезания, горизонтальное отводящее устройство (Z), расположенное выше по ходу перемещения прутков, переводят из одного положения в другое, после отрезания этого прутка вслед ему направляют головную часть следующего за ним четвертого прутка, при этом он не натыкается на хвостовую часть предыдущего третьего прутка, который уже находится на соответствующей дорожке в третьем шлеппере (А) и, следовательно, отводится в третье устройство (Т3) с приемными желобами, одновременно, производят торможение третьего прутка с помощью соответствующего тормозного устройства (FC) для прутков, расположенного на входе первого устройства (Т1), осуществляющего прием и выгрузку прутков, и, таким образом, производят выгрузку этого прутка на плиту (PR), далее цикл повторяют с переходом справа налево и наоборот.
| Бункер для набора модулей при упаковке стержнеобразных изделий | 1983 |
|
SU1127813A1 |
| ОХЛАДИТЕЛЬНЫЙ КОНТЕЙНЕР С ВЕРТИКАЛЬНО ПЕРЕМЕЩАЕМОЙ ПЛАТФОРМОЙ ДЛЯ БУНТА | 1999 |
|
RU2203756C2 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1971 |
|
SU424793A1 |
| US 3258951, 05.07.1966. | |||

