Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для формирования пучков катаных металлических профилированных изделий, например прутков круглого сечения, и к способу формирования пучков.
Уровень техники
Известны устройства, применяемые для формирования пучков прутков ниже по ходу зоны охлаждения, расположенные на выходе прокатного стана, при этом, в такие устройства прутки подаются посредством определяющих первую плоскость непрерывных транспортеров, прежде всего, на штанговые или манипулирующие средства, размещенные во второй плоскости, параллельной указанной первой плоскости, и затем прутки с указанных штанговых или манипулирующих средств свободно падают со значительной высоты (30-50 см) в накопитель, расположенный ниже. В результате этого, происходит беспорядочное, неконтролируемое перемещение прутков, вызывающее скручивание и/или их наложение с формированием неаккуратных пучков прутков, которые не очень компактны и выглядят некондиционно.
Получаемые таким образом пучки прутков замедляют операции механической обработки, предусмотренные ниже по ходу, например, процессы получения металлических сеток или скобок с использованием электрической сварки. Фактически, часто необходимы операции распутывания пучков, чтобы извлечь прутки, и необходимы операции правки прутков, чтобы устранить изгиб и скручивание сильно деформированных прутков.
Кроме того, во время цикла формирования слоя прутков штанги поступательно перемещаются со скоростью, согласующейся со скоростью транспортера, разгружающего прутки, занимая постепенно наружное положение относительно зоны выгрузки указанных прутков на выгружающем конце транспортера. Поддерживающие штанги взаимодействуют, по меньшей мере, с фронтальной подпоркой, перемещающейся вместе с указанными штангами для сдерживания слоя, который постепенно формируется на штангах. Обеспечивается перемещение указанных штанг вперед/назад (выдвижение/втягивание) вдоль указанной второй плоскости, параллельной первой плоскости, определяемой транспортером. В начала цикла указанные штанги находятся в положении максимального втягивания и размещаются ниже транспортера; в процессе выдвижении штанги постепенно фронтально выдвигаются относительно выгружающего конца указанного транспортера, достигая максимально выдвинутого положения. В то время как штанги перемещаются из положения максимального втягивания в положение максимального выдвижения, на указанных штангах формируется слой прутков. При завершении формирования слоя прутков транспортер останавливается и, в то время как фронтальная подпорка остается в своем максимально выдвинутом положении, штанги начинают возвращаться, внутренний конец слоя прутков переносится на дополнительную неподвижную боковую подпорку, в результате чего, обеспечивается свободное падение прутков со значительной высоты в накопитель, расположенный ниже.
Кроме того, недостаток известных устройств для формирования пучков прутков состоит в том, что в цикле формирования пучков может возникнуть простой. Фактически, обеспечивается прерывание подачи катаных прутков на поддерживающие штанги до тех пор, пока не завершится удаление предварительно сформированного пучка прутков.
Таким образом, имеется потребность в изготовлении устройства для формирования пучков катаных прутков, которое позволяет преодолевать вышеупомянутые недостатки.
Раскрытие изобретения
Первостепенная задача настоящего изобретения состоит в том, чтобы предложить устройство для формирования пучков при непрерывной подаче катаных прутков, обеспечивающее получение пучков с идеально выровненными относительно друг друга прутками, без скручивания, переплетения и наложения прутков как внутри, так и снаружи пучков, придающее указанному пучку превосходную форму и надлежащий внешний вид.
Другая задача изобретения состоит в том, чтобы предложить способ непрерывного формирования пучков катаных прутков при использовании вышеупомянутого устройства.
Поэтому, для достижения рассмотренных выше задач согласно настоящему изобретению предлагается устройство для формирования пучков катаных прутков, приспособленное для взаимодействия с выгружающим концом транспортера, подающего указанные прутки, который определяет первую плоскость, при этом, устройство в соответствии с пунктом 1 формулы изобретения содержит:
- множество поперечных поддерживающих элементов, размещенных на второй плоскости и параллельных друг другу,
- средства перемещения, приспособленные для перемещения множества поперечных поддерживающих элементов вдоль указанной второй плоскости из первого положения приема, обеспечивающего получение заданного количества прутков для формирования слоя прутков, во второе положение выгрузки, обеспечивающее выгрузку указанного слоя прутков в средства накопления с такой скоростью, чтобы предотвращалось смещение прутков, опирающихся на указанные поддерживающие элементы.
- первые сдерживающие средства указанного слоя прутков, взаимодействующие с указанным множеством поддерживающих элементов,
причем, вторая плоскость наклонена под заданным углом относительно указанной первой плоскости.
Согласно второму аспекту настоящего изобретения предлагается способ формирования пучков катаных прутков при использовании вышеупомянутого устройства, который в соответствии с пунктом 11 формулы изобретения, содержит следующие этапы:
- обеспечение множеством поперечных поддерживающих элементов в первом положении приема;
- прием заданного количества прутков указанной второй плоскостью для формирования одного слоя прутков, причем, посредством транспортера прутки подаются, по меньшей мере, по одному с первым заданным временным интервалом между подачей, по меньшей мере, одного прутка и подачей, по меньшей мере, одного последующего прутка;
- перемещение указанного множества поддерживающих элементов из первого положения приема во второе положение выгрузки, чтобы выгрузить указанный слой прутков в средства накопления, и перемещение из этого второго положения назад в первое положение приема в течение второго временного интервала, который короче первого временного интервала.
Устройство и способ согласно изобретению преимущественно позволяют получить компактные, аккуратно сформированные пучки прутков, которые характеризуются высоким коэффициентом заполнения.
Кроме того, на основании вышеупомянутых признаков изобретение также позволяет получить следующие преимущества:
- устраняются простои в цикле формирования пучка при одновременной подаче прутков на штанги и непрерывном удалении уже сформированного пучка прутков;
- обеспечивается прямолинейность прутков в пучке;
- в результате аккуратного размещения прутков и их прямолинейности ускоряются и упрощаются операции механической обработки, предусмотренные ниже по ходу, например, процессы получения металлических сеток или скобок с использованием электрической сварки, так как облегчается извлечение каждого единичного прутка из пучка;
- пучки имеют правильную геометрическую форму даже после операции вязки;
- полностью устранены простои и затраты, связанные с операциями распутывания пучков и правкой прутков.
Устройство и способ формирования пучков прутков являются задачей настоящего изобретения и применяются независимо от системы упаковки прутков, предпочтительно, ниже по ходу горячих прокатных станов для производства прутков. Предпочтительно, устройство и способ применяются для упаковки пучков прутков круглого сечения, с ребрами для использования в железобетоне или гладких, предназначенных, например, для вытяжки.
Прутки, упаковка которых обеспечивается, предпочтительно, устройством согласно изобретению имеют диаметр, предпочтительно, в диапазоне от 6 мм до 32-40 мм и длину от 6 до 18 м.
В зависимых пунктах формулы изобретения описываются предпочтительные варианты осуществления изобретения.
Краткое описание чертежей
Дополнительные признаки и преимущества изобретения будут более очевидны в свете подробного описания предпочтительных, но не исключительных, вариантов устройства, формирующего пучки прутков, проиллюстрированного неограничительным примером при помощи прилагаемых чертежей.
Фиг.1 - вид сбоку устройства согласно изобретению, взаимодействующего с транспортером по первому варианту.
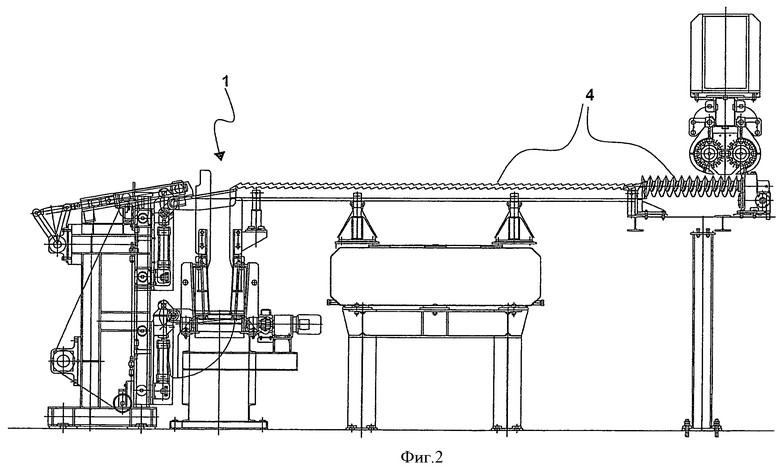
Фиг.2 - вид сбоку устройства согласно изобретению, взаимодействующего с транспортером по второму варианту.
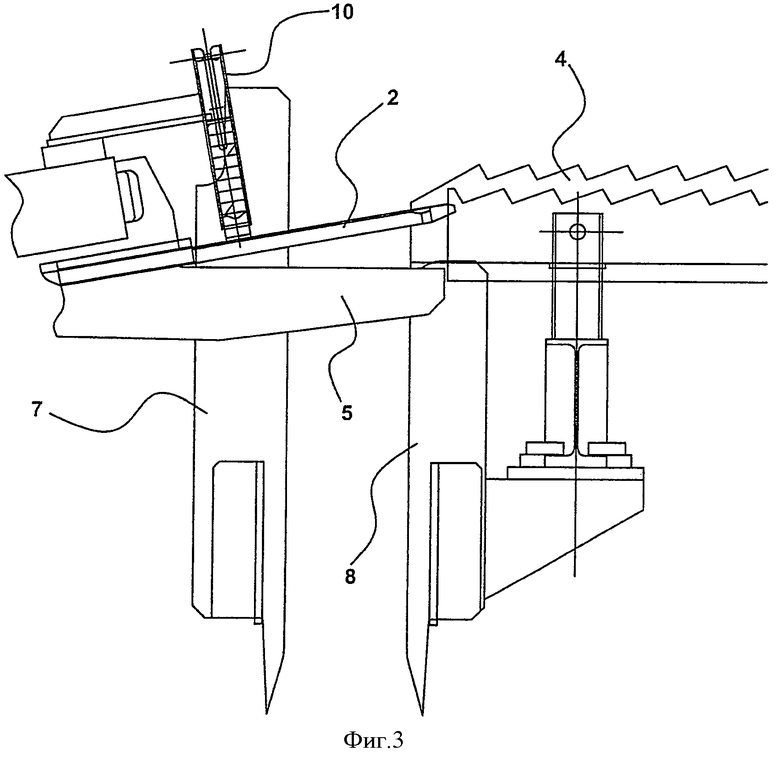
Фиг.3 - вид сбоку некоторых компонентов устройства согласно изобретению.
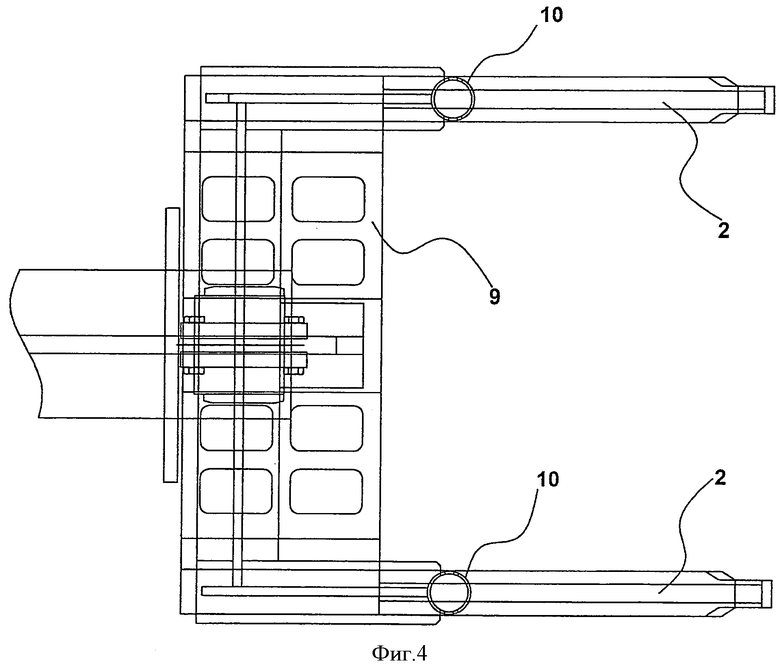
Фиг.4 - вид сверху модуля, относящего к устройству согласно изобретению.
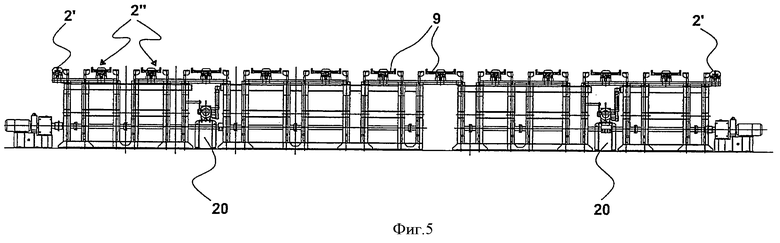
Фиг.5 - вид сбоку устройства, формирующего пучки прутков согласно настоящему изобретению относительно плоскости, параллельной оси вращения.
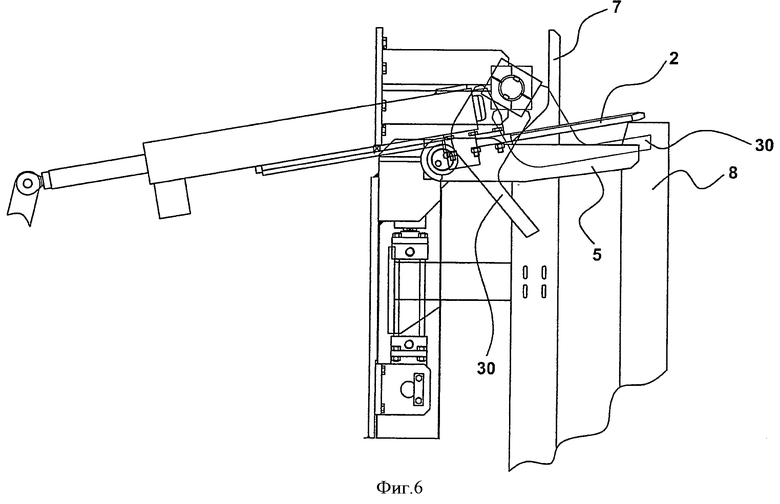
Фиг.6 - вид сбоку части устройства согласно первому варианту осуществления изобретения.
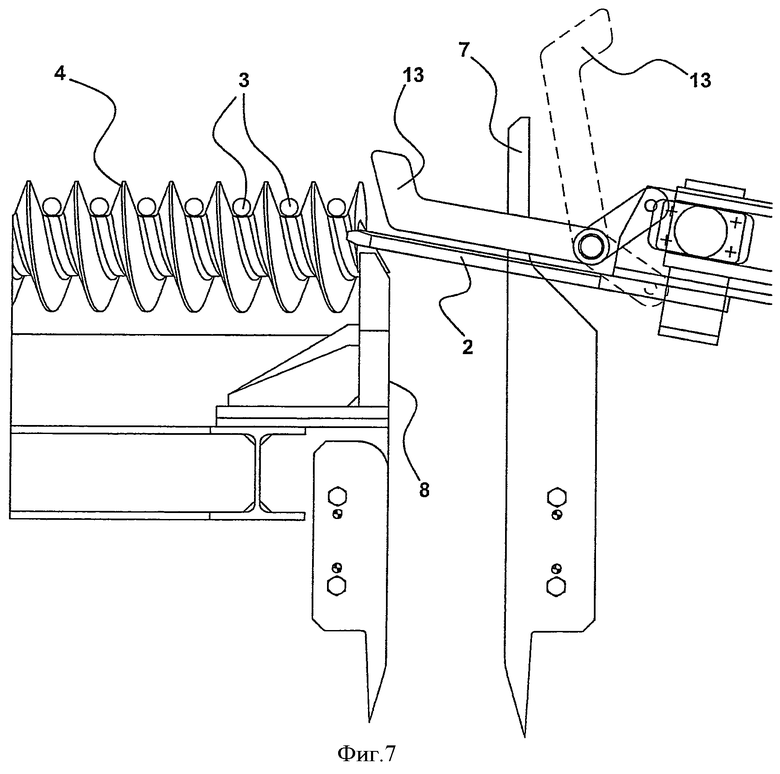
Фиг.7 - вид сбоку части устройства согласно второму варианту осуществления изобретения.
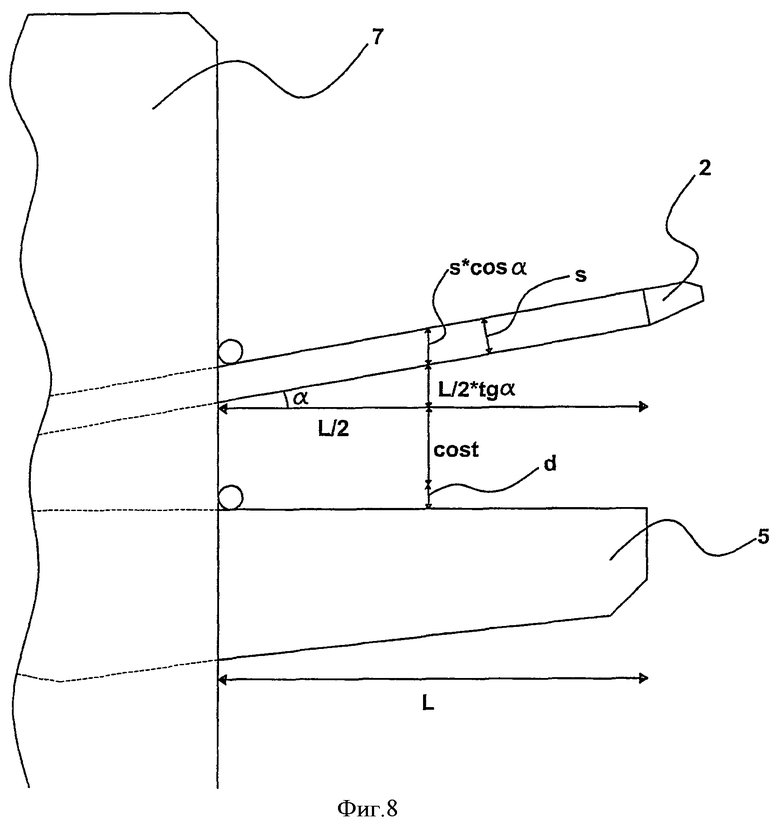
Фиг.8 - начальное положение двух компонентов вышеупомянутого устройства в рабочем цикле согласно изобретению.
Осуществление изобретения
На фиг.1 представлен вид сбоку участка прокатного оборудования для изготовления гладких или ребристых прутков круглого сечения, содержащего устройство, формирующее пучки прутков, согласно настоящему изобретению.
Ссылочной позицией 1 в целом обозначено указанное устройство, формирующее пучки прутков, которое взаимодействует с концевым участком средств перемещения и выгрузки катаных прутков 3, размещенных ниже по ходу прокатного стана.
Устройство содержит штанговые или манипулирующие средства 2, приспособленные для сбора прутков 3, которые подаются с выгружающего конца транспортера 4, и для последующей их выгрузки в подвижный контейнер 5, находящийся ниже. Штанговые средства, или просто поддерживающие штанги 2, размещены вблизи выгружающего конца транспортера таким образом, что их продольная ось, по существу, ортогональна оси прутков. В поперечном сечении относительно оси вращения видно, что указанные поддерживающие штанги 2 размещены в плоскости, которая несколько наклонена по отношению к горизонтальной плоскости, в которой расположен транспортер 4.
Поддерживающие штанги 2, предпочтительно, наклонены относительно указанной горизонтальной плоскости под заданным углом а и их перемещение, а именно, выдвижение/втягивание, вдоль продольной оси обеспечивается посредством соответствующих кинематических механизмов, например, прутково-рычажного типа. Могут быть предусмотрены другие механизмы гидравлического или пневматического типа. Каждая штанга 2 имеет, по существу, трапециевидное поперечное сечение относительно ее оси, с меньшим основанием, обращенным вверх, что позволяет снизить до минимума поверхность, контактирующую с прутком, лежащим на ней.
На фиг.5 показан вид сбоку параллельно оси вращения, на котором поддерживающие штанги 2 размещены с промежутком на заданном расстоянии друг от друга, позволяющем поддерживать катаные прутки 3 по всей их продольной протяженности от головной части до хвостовой. В частности, в головной части и хвостовой части для прутков предусмотрены, соответственно, одиночные штанги 2', в то время как в промежуточных частях устройства 1 штанги смонтированы парами 2" на общей раме 9. На фиг.5 показаны приводные двигатели 20 вышеупомянутых кинематических механизмов или других механизмов.
На фиг.4 представлен вид сверху пары поддерживающих штанг 2, смонтированных на общей раме 9.
Указанное заданное расстояние между штангами одной и той же пары и между двумя последовательными штангами двух смежных пар, предпочтительно, не слишком большое, предпочтительно, составляет от 0,5 до 1 м,
Фактически, так как остаточная температура прутка все еще является довольно высокой и находится в пределах от около 200°С до около 650°С, формирование одного или более витков между точками опоры, т.е., между штангами, приводит к продольной деформации прутка, которая может нарушить прямолинейность прутка. Поскольку, помимо остаточной температуры выгруженного прутка, величина прогиба участка прутка между двумя опорами также зависит от диаметра прутка и расстояния между опорами, то величина такого прогиба может поддерживаться минимальной насколько это возможно, за счет выбора вышеупомянутого заданного расстояния между этими двумя штангами, чтобы во время этапа формирования пучка пруток был наиболее прямолинейным для достижения требуемого качества самого пучка прутков.
Дополнительным преимуществом устройства согласно изобретению является обеспечение подходящих смазочных средств, используемых для верхней поверхности штанг 2.
В предпочтительном варианте осуществления изобретения для каждой штанги 2 предусмотрен аппликатор 10 из смазочного вещества, представляющий собой, например, твердый графитовый цилиндр (фиг.3), постоянной контакт которого со смазываемой поверхностью обеспечивается противовесом. При перемещении, т.е., при втягивании штанги, описанном ниже, графит циклически и равномерно наносится на всю верхнюю поверхность штанги.
Благодаря смазке облегчается вращение первого прутка вокруг своей оси, который выгружается на штанги 2 и достигает основания наклонной плоскости, определяемой верхними поверхностями самих штанг, облегчается вращение последующих выгружаемых прутков вокруг своей оси и обеспечивается их размещение бок о бок в превосходном взаимном контакте для формирования однородного, аккуратного слоя на указанной наклонной плоскости.
Угол наклона а рабочей поверхности поддерживающих штанг 2 относительно горизонтальной рабочей поверхности транспортера 4, предпочтительно, выбран так, чтобы обеспечить полный и однородный спуск прутков и избежать переплетения прутков на основании этой наклонной поверхности.
Указанный угол а, предпочтительно, находится в диапазоне от около 1° до 20° и наиболее предпочтительным является угол, равный 10°, при котором были получены наилучшие результаты.
Предусмотрен подвижный контейнер 5, который в исходном положении расположен несколько ниже поддерживающих штанг 2 и содержит множество горизонтальных опорных поверхностей, которые между собой разделены промежутками, причем, каждая опорная поверхность, предпочтительно, находится на соответствующей штанге. Контейнер 5 находится во взаимодействии с первой вертикальной подпоркой 7 и со второй вертикальной подпоркой 8, противоположной первой подпорке, по существу, помещенной ниже выгружающего конца транспортера 4. Эти две подпорки 7, 8 закреплены и сдерживают слои, сформированные в контейнере, предотвращая нежелательное поперечное перемещение прутков, и также сдерживают готовый пучок прутков во время перемещения прутков из контейнера 5 к роликовому столу 6, находящемуся ниже.
Роликовый стол 6 состоит из приводных горизонтальных роликов 6' и поддерживающих вертикальных роликов 6", причем, опорные поверхности контейнера 5, проходя через зазор между горизонтальными приводными роликами 6', оставляют пучок прутков на указанных роликах 6'. После получения пучка прутков приводные ролики 6' удаляют его, направляя в область вязки устройства для упаковки прутков. Ниже по ходу области вязки могут быть предусмотрены дополнительные роликовые столы для перемещения связанных пучков, станция взвешивания и группы сборных и накопительных контейнеров для связанных пучков.
Цикл формирования пучка прутков включает согласно изобретению этап укладки слоев единичных прутков на штанги 2, перемежающийся этапами разгрузки и накопления каждого единичного слоя прутков на подвижном контейнере 5, расположенном ниже. Указанный подвижный контейнер 5 в указанном исходном положении размещен непосредственно под поддерживающими штангами 2 и принимает слой прутков 3 циклически выпускаемый непосредственно штангами; пучок прутков, состоящий из прутков, скомпонованных идеально бок о бок и примыкающих друг к другу, формируется посредством последующего наложения слоев в подвижном контейнере.
Высота падения прутков из штанг 2 в контейнер 5 является, предпочтительно, весьма небольшой; при небольшой разнице уровней, фактически, предотвращается отскок прутков при выгрузке и, таким образом, исключается риск переплетения и наложения самих прутков.
Конкретнее, предпочтительная средняя высота падения или выгрузки Нm прутков из штанг 2 в контейнер 5 определяется следующим уравнением:
Нm=s*cosα+(L/2)*tgα+cost+d
где (фиг.8):
s - толщина поддерживающих штанг 2;
L - протяженность подвижного контейнера 5 поперечно к пруткам, т.е., ширина подвижного контейнера, измеренная от первой вертикальной подпорки 7 до конца;
cost - константа в диапазоне от 0 до 100 мм, предпочтительно равная примерно 30 мм;
d - диаметр прутков.
Если cost равна нулю:
Нm=s*cosα+(L/2)*tgα+d.
После выгрузки одного слоя прутков со штанги 2 в подвижный контейнер 5, указанный контейнер опускается на фиксированное расстояние, равное, по меньшей мере, толщине или диаметру прутков, чтобы всегда допускалось свободное перемещение штанг 2; это опускание выполняется постепенно вплоть до достижения требуемого количества слоев прутков, в зависимости от требуемого окончательного размера пучка прутков, который должен быть сформирован. Однако высота падения прутков на накапливающиеся внизу слои, по существу, является неизменной.
После завершения формирования пучка подвижный контейнер 5 опускается на роликовый стол 6, расположенный ниже (положение 5' на фиг.1), помещает пучки на приводные горизонтальные ролики 6' и перемещается назад вплоть до начального положения непосредственно под штангами 2. Непосредственно после перемещения пучков к роликовому столу подвижный контейнер, предпочтительно, поворачивается на 90° вниз, занимая, по существу, вертикальное положение 5" (фиг.1), таким образом, во время перемещения контейнера вверх предотвращается его столкновение с только что уложенным пучком прутков. В результате, контейнер может подниматься без необходимости ожидания удаления пучков прутков. При обратном ходе к исходному положению контейнер поворачивается и постепенно возвращается в горизонтальное положение.
Конкретнее, во время этапа укладки прутков штанги 2 находятся в первом положении, т.е., в максимально выдвинутом положении, и сопрягаются с выгружающим концом транспортера 4, чтобы принимать прутки 3, которые выгружаются из транспортера непосредственно под действием силы тяжести.
Благодаря наклону штанг 2 прутки, вращаясь вокруг своей оси, спускаются под действием силы тяжести непосредственно по верхним поверхностям штанг. Первый пруток при выгрузке на штанги скатывается до тех пор, пока он не останавливается первой фронтальной подпоркой 7, которая выполняет сдерживающую функцию; следующие разгруженные прутки будут скатываться вниз, размещаясь бок о бок и формируя первый однородный слой прутков на штангах.
После формирования первого слоя прутков штанги 2 втягиваются очень быстро, занимая второе положение, т.е., положение максимального втягивания, чтобы обеспечить падение первого слоя прутков в подвижный контейнер 5, расположенный ниже.
В соответствии с первым аспектом изобретения в способе формирования пучков предусмотрена такая скорость втягивания поддерживающих штанг 2, чтобы создавался своего рода «эффект скатерти», т.е., опорная поверхность, на которой располагается пруток, почти мгновенно удаляется, чтобы исключалось смещение прутка, вызывающее возникновение силы трения между контактирующими поверхностями пруток-штанга. Благодаря этому, на этапе выгрузки прутков со штанг исключается переплетение и наложение прутков как непосредственно на штангах, так и на соответствующих уже накопившихся слоях прутков в контейнере, расположенном внизу; «эффект скатерти» позволяет пруткам падать одновременно параллельно друг другу, и в подвижном контейнере 5 прутки будут сохранять, по существу, то же самое взаимное положение как и прежде на штангах.
Кроме того, временной интервал, необходимый для перехода штанг из положения максимального выдвижения в положение максимального втягивания и затем назад в положение максимальному выдвижения, предпочтительно, короче частоты подачи транспортером 4 прутков 3, чтобы прутки могли непрерывно укладываться на штангах без простоя или прерываний процесса, связанных с этапом выгрузки прутков, уже уложенных на штангах. Этот временной интервал составляет, предпочтительно, около 1 сек.
Эта процедура выгрузки прутков со штанг, по существу, предотвращает все боковые перемещения, переплетение или скручивание прутков, которые аккуратно выгружаются в подвижный контейнер, формируя, таким образом, пучки, состоящие из аккуратно наложенных слоев прутков. Подвижный контейнер 5, взаимодействуя с вертикальными подпорками 7, 8, опускается, чтобы его опорные поверхности проходили через зазор между приводными роликами 6', обеспечивая укладку сформированного пучка прутков на указанных роликах 6'. На данном этапе приводные горизонтальные ролики 6' транспортируют пучок прутков в область вязки. Вертикальные поддерживающие ролики 6", предпочтительно, сдерживают пучок прутков на конечном участке спуска из контейнера.
В соответствии со вторым аспектом изобретения предусмотренное в способе время, затраченное подвижным контейнером 5 для завершения опускания и укладки пучка прутков на роликовый стол 6 и возвращение в исходное положение для формирования нового пучка, короче продолжительности цикла заполнения поддерживающих штанг 2 новым слоем прутков. Таким образом, перемещение пучка прутков от подвижного контейнера 5 к роликовому столу 6 также выполняется без необходимости прерывания подачи прутков транспортером 4.
В соответствии с дополнительным аспектом изобретения предусмотренный в способе транспортер 4, который подает прутки 3 к поддерживающим штангам 2, приспособлен, чтобы, предпочтительно, поддерживать заданное расстояние между перемещаемыми прутками, и может представлять собой, например, червячное винтовое передающее устройство (фиг.1 и 3) или охлаждающую плиту с неподвижными и подвижными реечными зубьями (фиг.4), или комбинацию указанных устройств (фиг.5). Содержание прутков физически отделенными друг от друга перед их выгрузкой на штанги обеспечивает точное, аккуратное формирование слоев на штангах без нежелательного переплетения прутков. Указанный транспортер также может подавать прутки 3 парами к штангам 2, предпочтительно, поддерживая заданное расстояние между перемещаемыми парами прутков.
Использование охлаждающей плиты имеет дополнительное преимущество, позволяющее понизить температуру прутков, увеличивая, таким образом, их жесткость перед выгрузкой для обеспечения прямолинейности.
В соответствии с одним из вариантов осуществления устройства согласно изобретению предусматривается использование дополнительного контейнера или накопителя 30, представленного на фиг.6, который может приводиться в действие в заданный момент цикла и приспособлен размещаться непосредственно под поддерживающими штангами 2, когда подвижный контейнер 5 начинает перемещение сформированных пучков к роликовому столу 6. Указанный дополнительный контейнер 30, подобно подвижному контейнеру 5, принимает первый слой прутков 3, подаваемый поддерживающими штангами 2, и затем доставляет его к подвижному контейнеру 5, который тем временем возвращается в свое исходное положение.
Конфигурация дополнительного контейнера позволяет доставлять этот первый слой прутков в подвижный контейнер 5, просто размещая указанный слой на горизонтальных опорных поверхностях контейнера 5. На этом этапе дополнительный контейнер освобождается, и другие слои прутков разгружаются снова на подвижный контейнер 5, и цикл продолжается, как описано выше. Поэтому, указанный дополнительный контейнер действует как буферное пространство. Использование этого дополнительного контейнера особенно предпочтительно, если в соответствии с требованиями установки и размещения рабочая поверхность транспортера 4 несколько выше рабочей поверхности роликового стола 6, что не позволяет подвижному контейнеру 5 благодаря более длинному пути, который должен быть пройден, вовремя возвратиться в исходное положение и разгрузить новый первый слой прутков, подаваемый штангами, при этом, время формирования слоя на штангах является неизменным.
В соответствии с одним из дополнительных вариантов осуществления устройства согласно изобретению предусмотрено использование подвижного поддерживающего элемента 13, представленного на фиг.7, который подвешен на одной раме со штангами 2 и непосредственно взаимодействует со штангами. Указанный поддерживающий элемент 13, поворачиваясь вокруг штифта 14, способен размещаться таким образом, чтобы его поверхность была параллельна верхним поверхностям штанг 2 и находилась на заданном расстоянии от них, в зависимости от диаметра прутков. Это расстояние слегка превышает диаметр прутков, что позволяет предотвратить какое-либо переплетение прутков, таким образом, обеспечивая, безупречное выравнивание и размещение прутков бок о бок. Использование этого подвижного поддерживающего элемента 13 особенно предпочтительно, когда окончательный размер пучка прутков, который должен быть изготовлен, является значительным, в результате чего требуется большее расстояние между неподвижными вертикальными подпорками 7, 8 и длина поддерживающих штанг 2 должна быть больше. В этом случае, не исключено, что, вследствие инерционности и физических ограничений перемещающегося кинематического механизма, штанги не смогут втянуться достаточно быстро и создать так называемый «эффект скатерти». В одном из дополнительных вариантов осуществления устройства согласно изобретению может использоваться как подвижный поддерживающий элемент 13, так и дополнительный контейнер.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ ПРУТКОВ К СТАНКУ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2440207C2 |
| КАМЕРА ДЛЯ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2813445C1 |
| СИСТЕМА ДЛЯ ИНКУБАЦИИ И ФОРМИРОВАНИЯ ЦИФРОВЫХ ИЗОБРАЖЕНИЙ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811721C1 |
| МОДУЛЬ ПЕРЕМЕЩЕНИЯ КОНТЕЙНЕРОВ В КАМЕРЕ ДЛЯ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2812238C1 |
| СИСТЕМА ДЛЯ НАПРАВЛЕНИЯ ПО КАНАЛАМ И ВЫГРУЗКИ ГОРЯЧЕКАТАНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2590430C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ ХРАНЕНИЯ ПРУТКОВ | 2020 |
|
RU2812938C2 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| МОДУЛЬ ЗАГРУЗКИ И ВЫГРУЗКИ КОНТЕЙНЕРОВ ДЛЯ КАМЕРЫ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811536C1 |
| СПОСОБ ИЗМЕРЕНИЯ И СОРТИРОВКИ ПРУЖИН РЕССОРНОГО КОМПЛЕКТА ГРУЗОВЫХ ВАГОНОВ | 2007 |
|
RU2349394C1 |
| Устройство для укладки штучных предметов в тару | 1984 |
|
SU1248896A1 |
Изобретение предназначено для осуществления непрерывного цикла формирования пучков катаных прутков. Получение компактных пучков без скручивания, переплетения или наложения обеспечивается за счет того, что устройство, взаимодействующее с выгружающим концом транспортера (4), определяющим первую плоскость, содержит поперечные поддерживающие штанги (2), размещенные во второй плоскости параллельно друг другу, средства их перемещения вдоль второй плоскости из первого положения приема во второе положение выгрузки прутков в накопительный подвижный контейнер (5) со скоростью, предотвращающей смещение прутков, первые подпорки (7), взаимодействующие с указанными поддерживающими штангами (2). Вторая плоскость относительно первой наклонена под углом от 1° до 20° таким образом, чтобы прутки опускались под действием силы тяжести и, вращаясь вокруг своей оси, катились по верхним поверхностям штанг (2), размещаясь бок о бок с формированием на штангах (2) однородного слоя прутков. Контейнер (5) имеет разделенные между собой промежутками горизонтальные опорные поверхности, каждая из которых расположена на соответствующей штанге (2), контейнер (5) взаимодействует с первыми (7) и вторыми подпорками (8), расположенными напротив первых, и может перемещаться из первого во второе положение (5') на роликовом столе (6), расположенном ниже. Способ включает соответствующие операции. 2 н. и 11 з.п. ф-лы, 8 ил.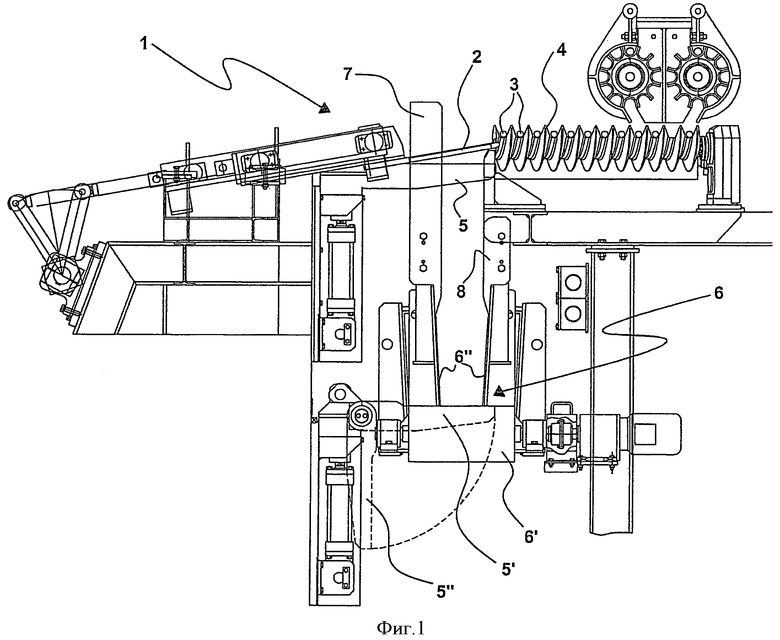
1. Устройство для формирования пучков катаных прутков, предназначенное для взаимодействия с выгружающим концом транспортера (4), подающего указанные прутки, который определяет первую плоскость, содержащее множество поперечных поддерживающих штанг (2), размещенных во второй плоскости параллельно друг другу, средства перемещения множества поперечных поддерживающих штанг (2) вдоль указанной второй плоскости из первого положения приема и сопряжения с указанным концом транспортера (4), в котором поддерживающие штанги (2) находятся на этапе приема заданного количества прутков, выгружаемых из транспортера (4) для формирования слоя прутков на указанных поддерживающих штангах (2), во второе положение выгрузки, обеспечивающее выгрузку указанного слоя прутков в накопительный подвижный контейнер (5) со скоростью, предотвращающей смещение прутков, опирающихся на указанные поддерживающие штанги, первые подпорки (7) указанного слоя прутков, взаимодействующие с указанными поддерживающими штангами (2), при этом вторая плоскость наклонена под заданным углом (α) от 1° до 20° относительно указанной первой плоскости таким образом, чтобы прутки, выгружаемые транспортером (4), опускались под действием силы тяжести и вращаясь вокруг своей оси катились по верхним поверхностям поддерживающих штанг (2), размещаясь бок о бок с формированием на указанных поддерживающих штангах (2) однородного слоя прутков, сдерживаемого указанными первыми подпорками (7), накопительный подвижный контейнер (5) имеет множество разделенных между собой промежутками горизонтальных опорных поверхностей, каждая из которых расположена на соответствующей поперечной поддерживающей штанге (2), накопительный подвижный контейнер (5) взаимодействует с первыми подпорками (7) и со вторыми подпорками (8), расположенными напротив первых, размещен под выгружающим концом транспортера (4) с возможностью перемещения из указанного первого положения во второе положение (5') на роликовом столе (6), расположенном ниже.
2. Устройство по п.1, в котором накопительный подвижный контейнер (5) размещен в первом положении под поперечными поддерживающими штангами (2) на определенном расстоянии, при этом средняя высота выгрузки (Нm) прутков из указанных штанг (2) в указанный накопительный подвижный контейнер (5) составляет
Hm=s·cosα+(L/2)·tgα+cost+d,
где s - толщина поперечных поддерживающих штанг (2), L - поперечная протяженность накопительного подвижного контейнера (5), cost - константа в диапазоне от 0 до 100 мм, d - диаметр прутков.
3. Устройство по п.2, которое имеет смазочные средства (10) для смазывания верхней поверхности поперечных поддерживающих штанг (2).
4. Устройство по п.3, в котором указанные смазочные средства выполнены в виде твердого графитового аппликатора (10) для каждой поперечной поддерживающей штанги (2).
5. Устройство по п.3, в котором указанный роликовый стол (6) содержит приводные горизонтальные ролики (6') и поддерживающие вертикальные ролики (6"), при этом накопительный подвижный контейнер (5) выполнен с возможностью прохождения его опорных поверхностей в зазоре между приводными роликами (6') для поддерживания пучков прутков указанными приводными роликами (6').
6. Устройство по любому из пп.1-5, которое имеет дополнительный накопитель (30) для размещения его непосредственно под множеством поперечных поддерживающих штанг (2) в процессе перемещения накопительным подвижным контейнером (5) сформированного пучка прутков к роликовому столу (6).
7. Устройство по любому из пп.1-5, которое имеет подвижный поддерживающий элемент (13), подвешенный на одной раме с поперечными поддерживающими штангами (2) с возможностью при взаимодействии с указанными штангами размещаться таким образом, чтобы его поверхность была параллельна верхним поверхностям поперечных поддерживающих штанг (2).
8. Способ формирования пучков катаных прутков, включающий следующие стадии с использованием устройства по п.1: а) установку множества поперечных поддерживающих штанг (2) в первом положении приема, b) прием заданного количества прутков, выгружаемых транспортером (4), второй наклонной плоскостью в указанном первом положении приема, в результате чего прутки опускаются под действием силы тяжести и вращаясь вокруг своей оси катятся по верхним поверхностям поддерживающих штанг (2), размещаясь бок о бок с формированием на указанных поддерживающих штангах (2) однородного слоя прутков, сдерживаемого указанными первыми подпорками (7), с) перемещение указанного множества поддерживающих штанг (2) из первого положения приема во второе положение выгрузки с обеспечением выгрузки указанного однородного слоя прутков в накопительный подвижный контейнер (5) со скоростью, обеспечивающей мгновенное удаление опорной поверхности, на которой расположены прутки, для исключения смещения прутков под действием силы трения между контактирующими поверхностями пруток - поддерживающий элемент, и одновременного опускания прутков параллельно друг другу в накопительный подвижный контейнер (5), с сохранением первоначального взаимного положения, в котором они находились на поддерживающих штангах (2).
9. Способ по п.8, в котором на этапе b) прутки подают, по меньшей мере, по одному посредством транспортера (4) с первым заданным временным интервалом между подачей, по меньшей мере, одного прутка и подачей, по меньшей мере, одного последующего прутка, а перемещение указанного множества поддерживающих штанг (2) из первого положения приема во второе положение выгрузки и из второго положения в первое положение приема производят со вторым временным интервалом короче первого интервала.
10. Способ по п.9, в котором указанный второй временной интервал составляет около 1 с.
11. Способ по п.10, в котором после выгрузки одного слоя прутков с поперечных поддерживающих штанг (2) в накопительный подвижный контейнер (5) указанный контейнер постепенно опускают на расстояние, равное, по меньшей мере, толщине или диаметру одного прутка.
12. Способ по п.11, в котором после завершения формирования пучка прутков накопительный подвижный контейнер (5) опускают на роликовой стол (6), расположенный ниже, и размещают на нем пучок прутков.
13. Способ по п.12, в котором после размещения пучка прутков на роликовом столе (6) накопительный подвижный контейнер (5) поворачивают вниз на 90° для исключения на этапе его перемещения вверх столкновения с только что уложенным пучком прутков.
| DE 10103677 A1, 01.08.2002 | |||
| Моталка | 1981 |
|
SU997898A2 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТОВ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2046689C1 |
| НАКОПИТЕЛЬ-РАЗМАТЫВАТЕЛЬ ПРОВОЛОКИ | 0 |
|
SU398305A1 |
| Моталка для безостановочного съема мягкой проволоки с волочильного стана | 1954 |
|
SU115392A1 |

