[0001] Настоящее изобретение относится к способу и системе для замедления длинномерных продуктов, например прутков, стержней или тому подобного, выходящих из прокатного стана, предназначенного для изготовления указанных длинномерных продуктов, и особенно к способу и системе для бесконтактного торможения таких длинномерных продуктов.
[0002] Изготовление длинномерных металлических продуктов обычно осуществляется на техническом оборудовании посредством последовательности этапов. Обычно, на первом этапе, металлический лом обеспечивается в качестве подающегося материала в печь, которая нагревает лом до достижения жидкого состояния. Затем, оборудование для непрерывного литья используется для охлаждения и отвердевания жидкого металла и для образования имеющей подходящий размер нити. Такая нить затем может отрезаться для изготовления имеющего подходящий размер промежуточного длинномерного продукта, типично заготовки или блюма, для создания подающегося сырьевого материала для прокатного стана. Обычно, такой подающийся сырьевой материал затем охлаждается на стеллажах для охлаждения. Затем, прокатный стан используется для преобразования подающегося сырьевого материала, иначе называемого заготовкой или блюмом в зависимости от размеров, в конечный длинномерный продукт, например арматуры или стержни в виде прямых продуктов или пружин, доступных в разных размерах, которые могут использоваться в механической или строительной индустрии. Для получения этого результата, подающийся сырьевой материал предварительно нагревается до температуры, которая является подходящей для входа в прокатный стан, для того, чтобы прокатываться посредством прокатного оборудования, состоящего из множества клетей прокатного стана. Посредством прокатки через это множество клетей, подающийся сырьевой материал уменьшается до желаемого поперечного сечения и формы. Длинномерный продукт, получающийся в результате процесса прокатки фасонными валиками, обычно отрезается, когда по-прежнему находится в горячем или теплом состоянии, типично от 500 до 980°C; охлаждается на стеллаже для охлаждения; и в заключение отрезается на коммерческую длину, типично от 12 до 24 метров, и упаковывается, чтобы быть готовым к транспортировке заказчику в пакетах от 1 до 5 тонн.
[0003] В любом случае, все длинномерные металлические продукты, полученные посредством непрерывного литья и прокатки, выходят из прокатного стана с определенной скоростью и длиной, и они обычно требуют отрезания и затем замедления, при продвижении вдоль пути подачи, который заканчивается стеллажом для охлаждения, где длинномерные металлические продукты складируются ввиду дополнительной обработки и/или упаковки.
[0004] Например, горячекатанные стальные рифленые прутки или арматуры, которые типично используются для армирования бетона, после схода с последней прокатки на так называемых высокоскоростных прокатных станов, охлаждаются до около 500-600°C и отрезаются на заданную длину, которая типично составляет около 90-120 м. Из заготовки длиной 12 м и весом 2 тонны, может изготавливаться пруток с длиной более 3000 м. Скорость на выходе прокатного стана обычно составляет около 30-50 м/с, и прутки, после отрезания, требуют подходящего торможения для обеспечения возможности их разгрузки на стеллажи для охлаждения. Требуется, чтобы прутки, изготавливаемые таким образом, достигали стеллажей для охлаждения, предпочтительно, со скоростью, которая близка к 0.
[0005] Ввиду вышеприведенных фактов, одна главная техническая задача заключается в достижении торможения прутков с 30 м/с и выше на выходе прокатных станов до скорости, подходящей для разгрузки на стеллажи для охлаждения, такой как, например, 2 м/с, за кратчайший промежуток времени.
[0006] Использующиеся в настоящее время технологии выполняют торможение прутков или, в общем смысле, длинномерных продуктов посредством моторизированных вращающихся роликов, которые зажимают пруток и механическим образом обеспечивают замедление. Магнитное оборудование, тормозящее пруток посредством трения между магнитами и самим прутком, также использовалось.
[0007] В соответствии с этими существующими технологиями, длинномерные продукты, например прутки, зажимаются между двумя вращающимися роликами, которые, посредством закрывания на каждом прутке, например, посредством пневмоцилиндра, в результате тормозят пруток. Давление контакта на поверхности прутков и коэффициент трения создают тормозную силу на прутках.
[0008] Вращающиеся ролики обычно механически соединены с электродвигателями. Типичная установленная мощность составляет 400-800 кВт, распределяемые на 2-4 электродвигателя, которые независимо приводятся в действие.
[0009] Вследствие деформируемости длинномерных продуктов, например вышеприведенных прутков, при температурах, которые, непосредственно на выходе последней клети прокатного стана, по-прежнему составляют около 600°C в среднем, давление, прикладываемое вращающимися роликами для торможения, может приводить в результате к недопустимой деформации длинномерного продукта до точки изменения формы его поперечного сечения.
[00010] Для ограничения вышеприведенных нежелательных побочных эффектов повреждения продукта, вызванных торможением посредством зажимных роликов в соответствии с уровнем техники, сила сжатия, создаваемая пневмоцилиндром, может быть ограничена.
[00011] Однако, при компромиссе касательно силы сжатия, коэффициент трения между прутком и роликами уменьшается и, следовательно, передаваемый крутящий момент оказывается уменьшенным. Посредством уменьшения прикладываемого крутящего момента, получающаяся в результате тормозная сила уменьшается и, соответственно, производительность системы ограничена.
[00012] Увеличение количества тормозных роликов, или зажимных роликов, доказывает свою экономическую неэффективность, так как общие затраты на оборудование увеличились бы с количеством применяющихся тормозных роликов, по меньшей мере так как также требовалось бы больше приводных средств. При таких условиях, типичное установочное пространство, необходимое для тормозного узла в соответствии с предшествующим уровнем техники, составляет от 5 до 10 м.
[00013] Дополнительно к такому непредпочтительному образу регулирования тормозной силы, технологии, применяющиеся в настоящее время, для торможения длинномерных продуктов из прокатных станов, имеют дополнительный недостаток, связанный с механическими соединениями между зажимными роликами и их средствами приведения в действие. В действительности, время отклика тормозной системы, основанной на зажимных роликах, является небольшим, и порядок величины результирующего тормозного цикла составляет по меньшей мере 1 секунду.
[00014] Никакое существующее техническое оборудование для изготовления длинномерных металлических продуктов посредством процессов непрерывного литья и прокатки не справляется с замедлением длинномерных продуктов, выходящих из прокатного стана, и их подачей на стеллаж для охлаждения, при этом, одновременно, гарантируя то, что форма и механические свойства указанных длинномерных продуктов остаются неизменными, без компромисса касательно эффективности эффекта торможения.
[00015] Кроме того, никакое из существующих решений для замедления длинномерных металлических продуктов на выходе из последней клети прокатного стана конкретно не выполнено с возможностью эффективного учета одновременно
- производительности, то есть скорости, с которой длинномерные металлические продукты изготавливаются и выпускаются с прокатного стана;
- пространственных ограничений, которым проект схемы расположения оборудования идеально соответствует;
- расходов на эксплуатацию производственного оборудования для непрерывного литья и прокатки длинномерных продуктов, предусмотренного с относительной тормозной системой, обеспечивающей возможность складирования таких длинномерных продуктов на стеллажи для охлаждения;
- качества продукта с точки зрения формы и технологических свойств.
[00016] Таким образом, в предшествующем уровне техники имеется потребность в способе, и соответствующей системе, для замедления длинномерных продуктов, выходящих из прокатного стана, например прутков, который сохраняет неизменными форму и функциональные характеристики таких длинномерных продуктов, как получены в результате процесса прокатки, при этом параллельно эффективно справляясь со связанными объемами выпуска и со скоростью, с которой длинномерные продукты выходят с прокатных станов.
[00017] В предшествующем уровне техники также имеется потребность в способе, и соответствующей системе, для замедления длинномерных продуктов, выходящих из прокатного стана, например прутков, который гарантирует уменьшение пространств, требующихся для торможения, а затем упаковки таких длинномерных продуктов, при этом обеспечивая возможность уменьшения расходов, связанных с оснащением и оборудованием.
[00018] Соответственно, главной целью настоящего изобретения является обеспечение способа, и соответствующего технического оборудования, для замедления длинномерных продуктов, выходящих из прокатного стана, который обеспечивает возможность:
- эффективного торможения прокатных длинномерных продуктов с выходной скорости на последней клети прокатного стана до скорости, совместимой с выгрузкой на стеллажи для охлаждения;
и, одновременно, обеспечивает преимущество
- выполнения вышеприведенной операции торможения в кратчайший промежуток времени и в пределах наименьших пространств
- эффективного торможения прокатного длинномерного продукта без соприкасания с прутком и без непосредственного прикладывания силы к прутку.
Прокатное оборудование, которое оснащено системой в соответствии с настоящим изобретением, может справляться с объемом выпуска прокатных продуктов, перемещающихся с высокими скоростями, например 30 м/с и выше, и достигать существенного торможения таких продуктов в удобном небольшом пространстве без соприкасания с прутком.
[00019] Дополнительной целью настоящего изобретения является обеспечение возможности торможения длинномерных продуктов, выходящих из прокатного стана, без подвергания риску, в общем смысле, повреждения таких продуктов, например, вследствие оставления постоянных углублений или отметин на них или изменения формы поперечного сечения, полученной посредством процесса прокатки.
[00020] В этом отношении, посредством применения технологии бесконтактного торможения, такой как в настоящем изобретении, любой риск повреждения продуктов во взаимосвязи с операцией замедления и разгрузки на стеллажи для охлаждения может быть, предпочтительно, исключен.
[00021] Не только это, но и конструкция тормозной системы в соответствии с настоящим изобретением обеспечивает возможность исключения использования громоздких приводных средств и передаточных средств, которые обычно занимают очень большое физическое пространство и потребляют значительное количество энергии. Соответственно, тормозная система в соответствии с настоящим изобретением, предпочтительно, способствует уменьшению глобальных производственных затрат, так как, таким образом, требуется меньше энергии, в соответствии с увеличивающимися релевантными мерами по экономии энергии и экологическими требованиями.
[00022] Настоящее изобретение достигает эти и другие цели и преимущества посредством признаков системы и способа в соответствии с соответствующими независимыми пунктами формулы изобретения. Зависимые пункты формулы изобретения дополнительно представляют особенно предпочтительные варианты осуществления.
[00023] Другие цели, признаки и преимущества настоящего изобретения теперь будут описываться более подробно со ссылкой на конкретные варианты осуществления, представленные на прилагаемых чертежах, на которых:
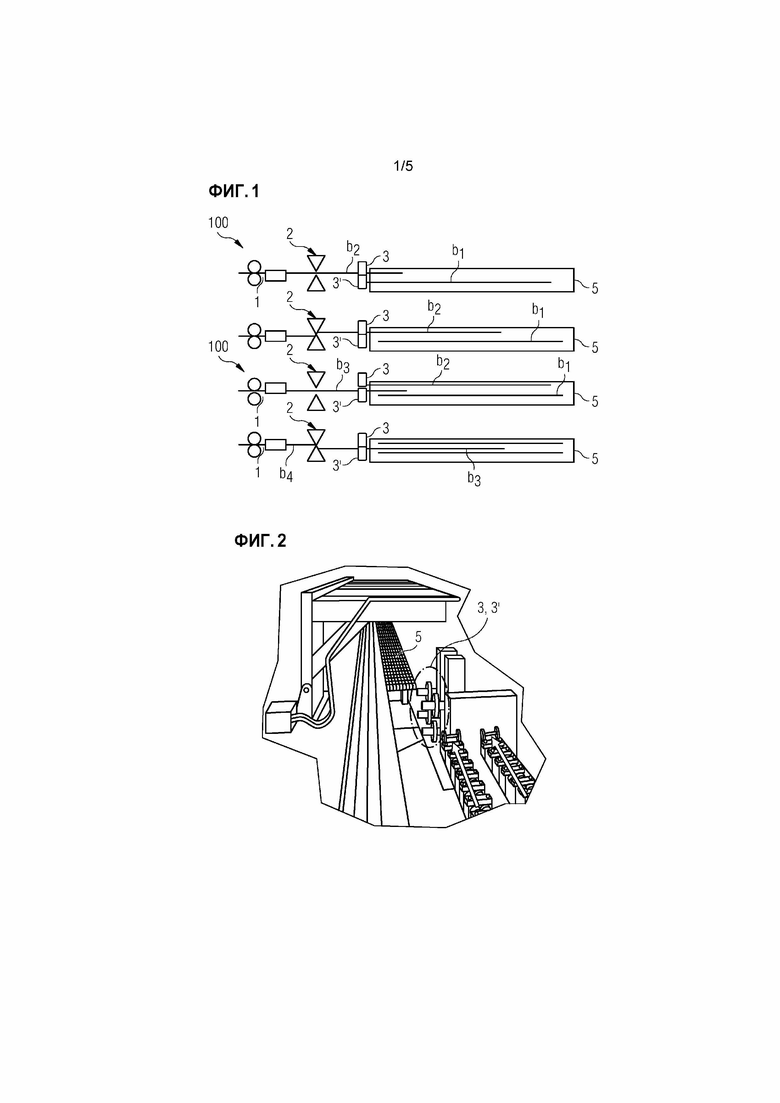
- фигура 1 представляет собой схематичный, общий вид производственного оборудования, содержащего клети прокатного стана и ножницы, например в однониточном прокатном стане, как изображено, причем несколько фаз тормозного цикла в соответствии с существующими решениями торможения по предшествующему уровню техники последовательно показаны;
- фигура 2 представляет собой вид конкретного тормозного узла в соответствии с предшествующим уровнем техники, демонстрирующий общую громоздкость и типично значительное установочное пространство, занимаемое существующими решения торможения длинномерных продуктов;
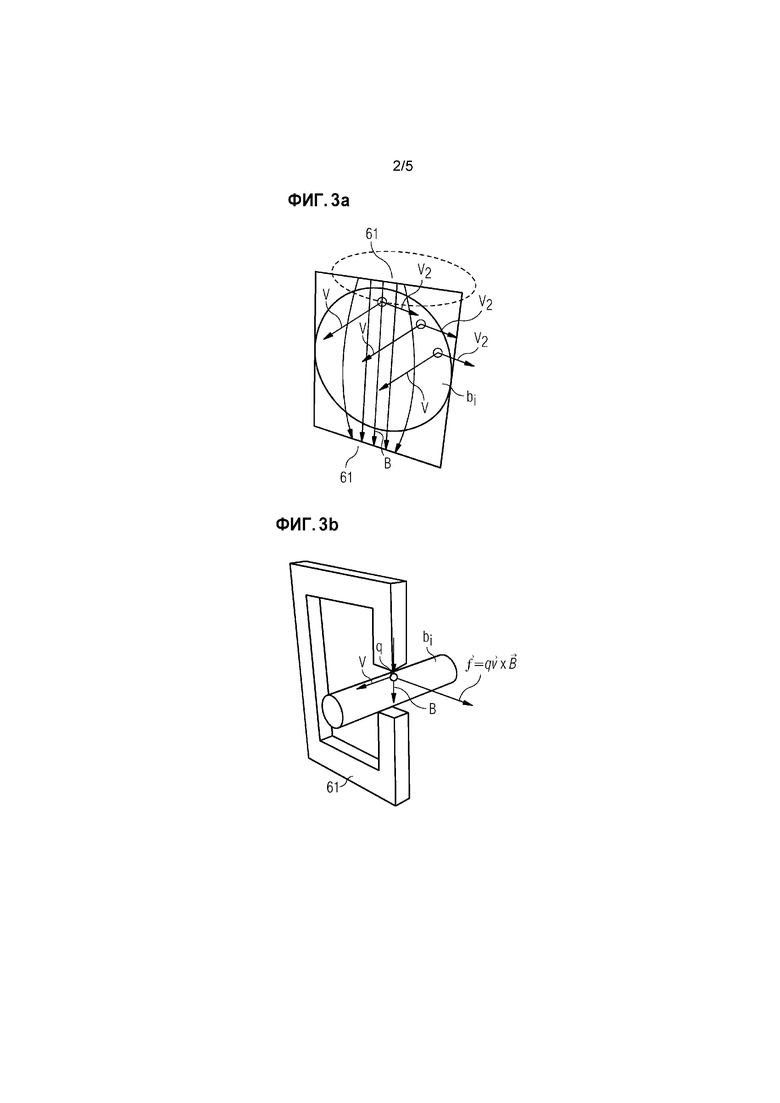
- фигура 3a представляет собой схематичное изображение того, как электромагнит в соответствии с настоящим изобретением достигает прикладывания тяговой силы к перемещающемуся, металлическому длинномерному продукту, например продукту, изготовленному посредством прокатных станов в процессе длинномерной прокатки;
- фигура 3b представляет собой схематичный перспективный вид электромагнита, подлежащего размещению последовательно вдоль линии торможения в соответствии с настоящим изобретением, причем открытый магнитный сердечник электромагнита содержит зазор, образованный двумя противоположными полюсами, между которыми протекает магнитное поле, для обеспечения возможности бесконтактного скольжения длинномерного продукта через него, когда он выходит из прокатного стана;
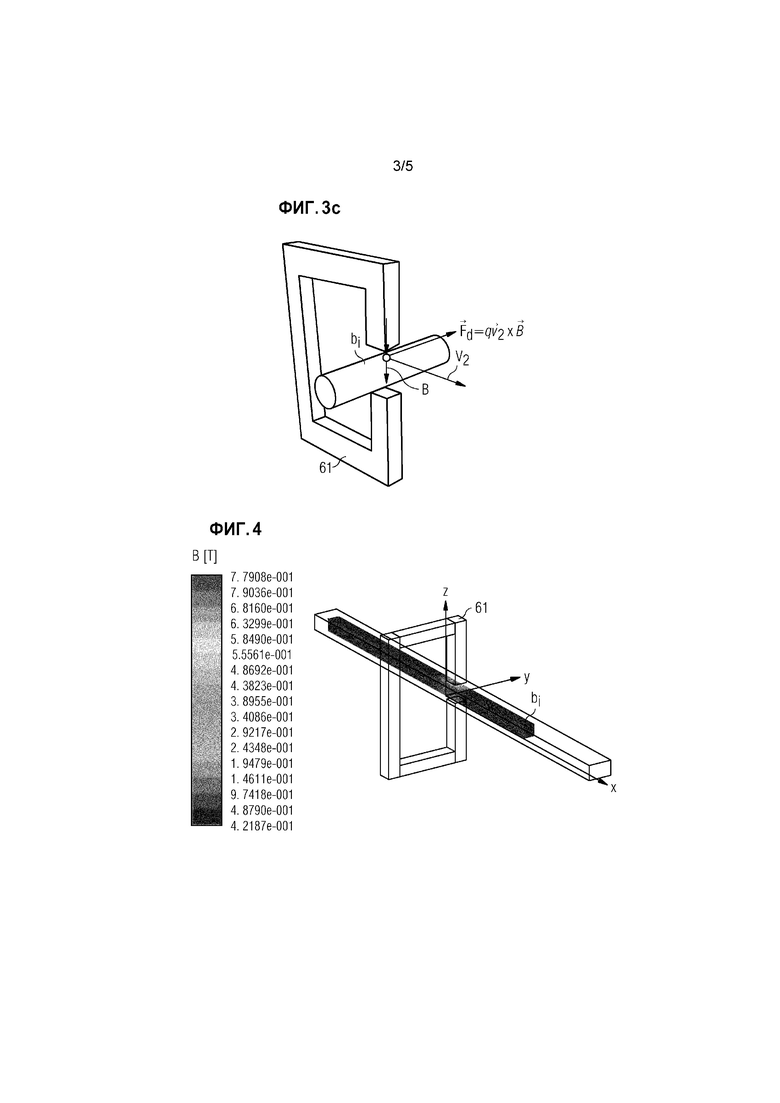
- фигура 3c представляет собой схематичный перспективный вид электромагнита фигуры 3b, причем отмечено, как, на основе вихревых токов, создается тяговая сила, противоположно воздействующая на источник изменения магнитного поля, которая оказывает действие торможения, противоположное относительно перемещения длинномерного продукта фигуры 3b;
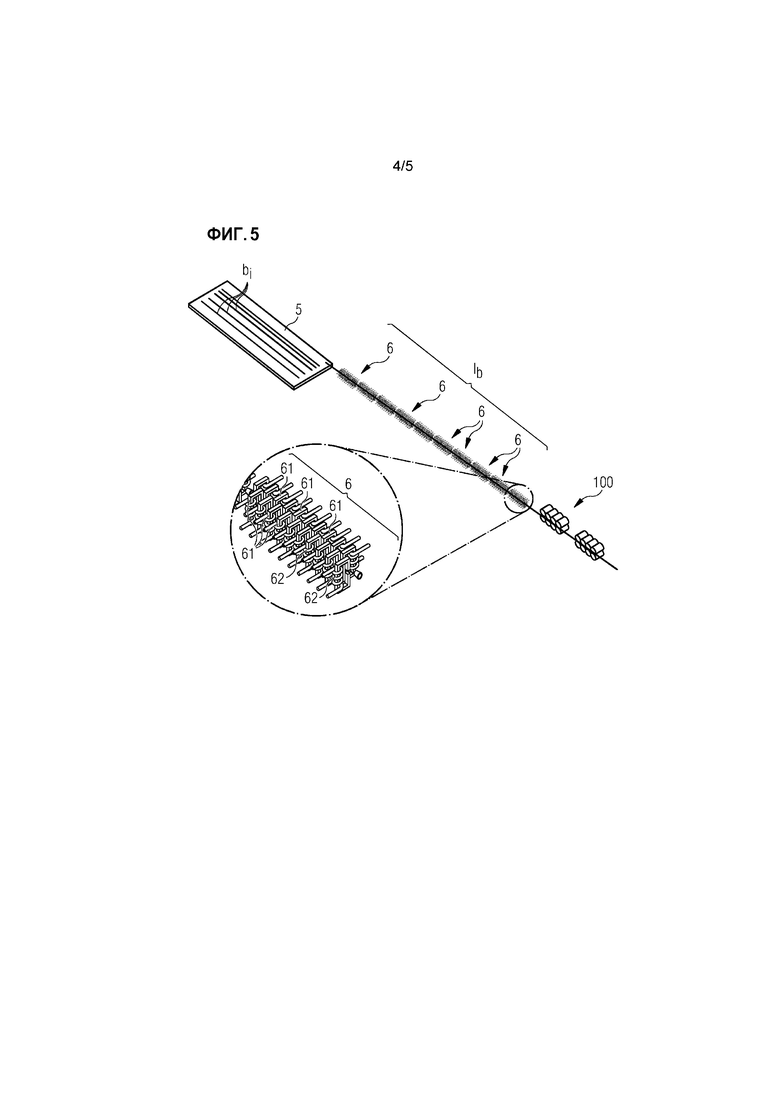
- фигура 4 представляет собой схематичный перспективный вид электромагнита в соответствии с настоящим изобретением, такого как на фигурах 3b и 3c, причем созданный эффект торможения находится во взаимосвязи с магнитным полем, созданным электромагнитом в моделировании МКЭ;
- фигура 5 представляет собой схематичный вид оборудования длинномерного проката, содержащего бесконтактную тормозную систему для замедления длинномерных продуктов, например прутков, в соответствии с настоящим изобретением;
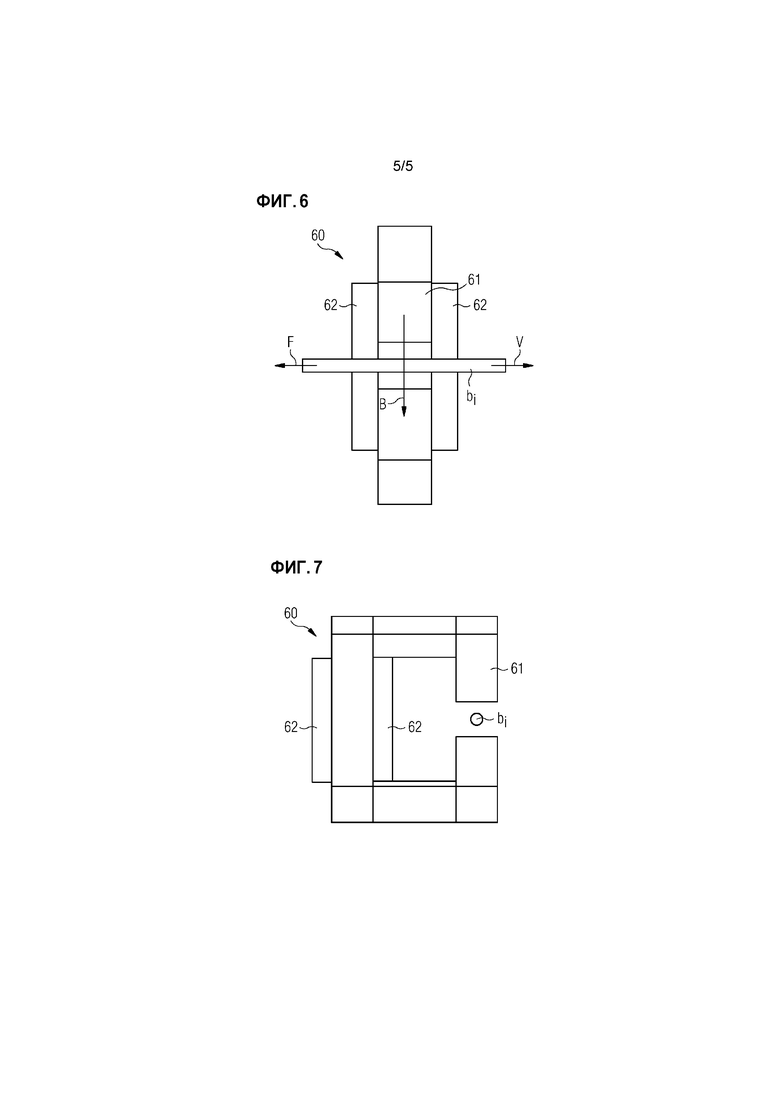
- фигура 6 и фигура 7 представляют собой, соответственно, схематичные виды спереди и сбоку электромагнита фигуры 3b или фигуры 3c, на которых дополнительно показана обмотка, окружающая магнитный сердечник электромагнита, где:
о v представляет собой скорость прутка
о F представляет собой тормозную силу
о В представляет собой магнитное поле.
[00024] На фигурах, одинаковые ссылочные позиции обозначают одинаковые элементы.
[00025] Со ссылкой на фигуры 1 и 2, будут дополнительно разъяснены недостатки систем, использующихся в настоящее время в предшествующем уровне техники, для замедления длинномерных продуктов, выходящих из прокатного стана. В качестве примера, однониточный прокатный стан типично работает посредством использования традиционной двухниточной тормозной системы для замедления изготовленных длинномерных продуктов, например, прутков, для обеспечения возможности их складирования на стеллаж для охлаждения. Однониточный прокатный стан 100 обычно содержит клети 1 прокатного стана и ножницы 2 для отрезания нитей или промежуточного длинномерного продукта в общем на желаемую, требуемую конечную длину стеллажа для охлаждения.
[00026] Стандартный тормозной цикл в соответствии с так называемой двухниточной тормозной системой содержит последовательность этапов, на которых, со ссылкой на иллюстрации фигуры 1, сверху вниз:
- на первом этапе, первый длинномерный продукт, например пруток b1, в конце концов тормозится посредством тормоза 3' и последовательно выгружается на стеллаж 5 для охлаждения; при этом
- на втором этапе, выполняющемся параллельно с вышеприведенным первым этапом, второй длинномерный продукт, например пруток b2, проходит через тормоз 3, который еще не приведен в действие и активно не прикладывает тормозную силу к прутку b2 через его зажимные ролики, которые остаются на этом этапе открытыми;
- на третьей этапе, когда пруток b2 отрезается посредством ножниц 2, тормоз 3 приводится в действие и активно прикладывает тормозную силу к прутку b2 через его зажимные ролики, которые остаются на этом этапе закрытыми, в течение времени, необходимого для замедления прутка b2 со скорости прокатки типично до 3 м/с;
- на четвертом этапе, тормоз 3 прекращает активно применять тормозное действие к прутку 2, который в итоге готов к выгрузке на стеллаж 5 для охлаждения, аналогично некогда прутку b1; тогда как дальнейший третий длинномерный продукт, например пруток b3, имеет возможность прохода на еще не приведенный в действие тормоз 3', чтобы тормозиться этим же тормозом 3', как только ножницы 2 выполнили отрезание на прутке b3. Аналогично уже описанному циклу, четвертый пруток b4 идет следом и направляется к тормозу 3, и цикл поочередно повторяется для прутков b3 и b4.
[00027] Тормоза 3 и 3' фигуры 1 обычно не работают вместе в такой традиционной двухниточной тормозной системе. Типичный тормозной цикл для прутка длиной 96 м при скорости 50 м/с содержит следующие фазы:
время включения торможения: 0,94 секунды; время выключения торможения: 2 секунды.
[00028] На фигуре 2 показано, что пространство, типично занимаемое традиционным тормозным узлом, содержащим зажимные ролики, как описано, составляет в диапазоне от 5 до 10 метров.
[00029] в предшествующем уровне техники известны тормоза на вихревых токах, которые основаны на электромагнитной тяговой силе между магнитом и соседним проводником при относительном движении, при этом такая тяговая сила возбуждается вследствие вихревых токов в проводнике посредством электромагнитной индукции.
[00030] В настоящее время, тормоза на вихревых токах используются для замедления высокоскоростных поездов или американских горок, для быстрой остановки приводных инструментов, когда питание выключается, или в электрических счетчиках и переключателях, использующихся энергосистемами общего пользования. Рельсовые тормоза на вихревых токах раскрыты, например, в WO 2010/038910 A2.
[00031] В предшествующем уровне техники нет известной заявки, которая обеспечивает возможность применения вихревых токов для замедления длинномерных продуктов, например прутков, выходящих из прокатного стана, предназначенного для изготовления таких длинномерных продуктов.
[00032] Система и способ в соответствии с настоящим изобретением, предпочтительно, применяются к области длинномерного проката - и в частности к задаче замедления длинномерных прокатных продуктов, например прутков, - тому факту, что проводящая поверхность, перемещающаяся мимо неподвижного магнита, будет иметь круглые электрические токи, т.е. вихревые токи, возбуждаемые в ней посредством относительного магнитного поля, на основе закона индукции Фарадея. На фигурах 3a, 3b и 3c схематично изображено создание вихревых токов, протекающих со скоростью v2, на проводящей поверхности длинномерного продукта, например прутка bi, в контексте настоящей заявки. Такие вихревые токи возникают в результате перемещения, с собственной скоростью v, длинномерного продукта bi через электромагнит 60 в соответствии с настоящим изобретением. Как следствие перемещения проводника и длинномерного продукта bi через электромагнит 60, заряды q на проводнике и длинномерном продукте bi задают силу f
(векторно обозначенную на фигуре 3b как 
[00033] В соответствии с законом Ленца, циркулирующие вихревые токи будут создавать свое собственное магнитное поле, которое является противоположным полю B магнита 60. Таким образом, перемещающийся проводник, например длинномерный продукт bi, изготовленный посредством длинномерного проката, будет испытывать тяговую силу Fd со стороны магнита 60, противоположную его движению. Такая тяговая сила Fd (векторно обозначенная на фигуре 3c как 
[00034] В свете идей, объясняемых на фигурах 3a-3c, и со ссылкой на фигуры 4 и 5, бесконтактная тормозная система для замедления длинномерных продуктов, например прутков bi, выходящих из прокатного стана 100, предназначенного для изготовления указанных длинномерных продуктов, содержит по меньшей мере один тормозной модуль 6.
Такой тормозной модуль 6 содержит множество электромагнитов 60, размещенных последовательно вдоль линии 1b торможения.
[00035] Каждый из электромагнитов 60 выполнен таким образом, чтобы возбуждать магнитное поле B, и содержит открытый магнитный сердечник 61 и обмотку 62, намотанную вокруг магнитного сердечника 61, как например показано на фигурах 5, 6 и 7. Провода обмотки 62 соединены с источником питания, и электрический ток протекает в обмотке 62, таким образом создавая магнитное поле B.
[00036] Магнитный сердечник 61 может представлять собой С-образный магнитный сердечник или он может иметь, в общем смысле, форму хомута. Более конкретно, открытый магнитный сердечник 61 содержит зазор, образованный двумя противоположными полюсами, между которыми протекает магнитное поле B. В случае варианта осуществления, в котором магнитный сердечник является C-образным, например, магнитное поле B замыкается на сердечнике через указанный зазор.
Электромагниты 60 выполнены таким образом, что зазор каждого открытого магнитного сердечника 61 имеет возможность размещать и пропускать с бесконтактным скольжением через него каждый длинномерный продукт bi, выходящий из прокатного стана 100, как объяснено на фигурах 3b, 3c и 4.
[00037] Когда длинномерный продукт, например пруток bi, бесконтактно скользит через зазор магнитного сердечника 61, тормозная магнитная сила, или тяговая силы, Fd прикладывается к длинномерному продукту bi посредством электромагнитов 60.
Тормозная магнитная сила Fd является противоположной относительно направления перемещения длинномерного продукта bi, выходящего из прокатного стана 100.
[00038] В одном возможном, предпочтительном варианте осуществления, бесконтактная тормозная система в соответствии с настоящим изобретением может содержать множество тормозных модулей 6, размещенных последовательно относительно друг друга вдоль линии 1b торможения, как например показано на фигуре 5.
[00039] Линия 1b торможения размещена и проходит между выходом прокатного стана 100 и стеллажом 5 для охлаждения, к которому продукт процесса длинномерного проката, например прутки bi, может подаваться, чтобы впоследствии выгружаться на него. Тормозная система также может устанавливаться непосредственно на стеллаж для охлаждения, так как электродвигатель не соединен непосредственно, а только силовые кабели соединены с источником питания.
[00040] Как очевидно на увеличенном виде узла a фигуры 5, в предпочтительной - но не исключительной - конфигурации тормозных модулей 6, электромагниты 60 могут, предпочтительно, размещаться в шахматном порядке вдоль линии 1b торможения в соответствии с первым рядом и со вторым рядом так, чтобы образовывать чередующееся расположение друг с другом вдоль линии 1b торможения.
В частности, электромагниты 60 первого ряда и электромагниты 60 второго ряда также могут быть смещены друг от друга в направлении, поперечном относительно линии 1b торможения, таким образом полная последовательность зазоров, образованная двумя противоположными полюсами каждого сердечника 61 электромагнита, выровнена.
Благодаря такому расположению, является возможным бесконтактный проход длинномерного продукта bi через зазоры последовательности электромагнитов 60.
[00041] Являются возможными другие, модифицированные и конкретные расположения последовательности электромагнитов 60, совместимые с по существу бесконтактным проходом длинномерных продуктов bi через зазоры последовательности электромагнитов 60, и достижением создания общей магнитной тормозной силы, или тяговой силы, Fd.
В общем, в бесконтактной тормозной системе для замедления длинномерных продуктов bi в соответствии с настоящим изобретением, результирующая общая магнитная тормозная сила Fd, или тяговая сила, предпочтительно, представляет собой сумму тормозных магнитных сил, созданных каждым электромагнитом 60.
[00042] Два противоположных полюса каждого открытого магнитного сердечника 61, между которыми протекает магнитное поле B, предпочтительно, имеют активную поверхность, протяженность и форма которой зависят от общих физических характеристик и размеров изготавливаемых длинномерных продуктов bi. Активная поверхность таких полюсов может, предпочтительно, находиться в широком диапазоне от 60 до 1000 квадратных миллиметров. Аналогично, величина зазора между двумя полюсами может варьироваться в пределах широкого диапазона относительно конечных продуктов, например зазор может составлять от 10 до 60 миллиметров.
[00043] Количество электромагнитов 60 также может варьироваться и зависит от требуемой производительности оборудования и от характеристик изготавливаемых продуктов. Электромагниты 60, предпочтительно, могут быть в количестве от 20 до 400.
[00044] Аналогично, настоящая заявка также относится к способу бесконтактного замедления длинномерных продуктов, например прутков, выходящих из прокатного стана, предназначенного для изготовления таких длинномерных продуктов.
[00045] Способ бесконтактного замедления длинномерных продуктов в соответствии с настоящим изобретением содержит этап размещения по меньшей мере тормозного модуля 6, содержащего множество электромагнитов 60 последовательно вдоль линии 1b торможения, причем линия 1b торможения размещена между выходом прокатного стана 100 и стеллажом 5 для охлаждения для длинномерных продуктов bi.
Электромагниты, использующиеся для выполнения связанных операций, выполнены как описано выше, то есть каждый из указанных электромагнитов 60 содержит открытый магнитный сердечник 61 и обмотку 62 вокруг магнитного сердечника 61, при этом открытый магнитный сердечник 61 содержит зазор, образованный двумя противоположными полюсами.
Способ в соответствии с настоящим изобретением содержит этап возбуждения, посредством каждого из электромагнитов 60, магнитного поля B, протекающего через зазор, что достигается посредством подачи питания на обмотки 62.
[00046] Затем, способ в соответствии с настоящим изобретением содержит этап подачи длинномерных продуктов bi, выходящих из прокатного стана 100, на по меньшей мере один тормозной модуль 6 посредством обеспечения возможности бесконтактного скольжения длинномерных продуктов bi через каждый из зазоров соответствующих открытых магнитных сердечников 61.
Действуя вышеприведенным образом, способ в соответствии с настоящим изобретением обеспечивает то, что тормозная магнитная сила, или тяговая сила, Fd прикладывается к длинномерным продуктам bi посредством электромагнитов 60, при этом длинномерные продукты bi бесконтактно скользят через зазоры. Как объяснено, указанная тормозная магнитная сила Fd является противоположной относительно направления перемещения длинномерных продуктов bi.
[00047] Для оптимального обеспечения возможности скольжения длинномерных продуктов bi из выхода прокатного стана 100 на стеллаж 5 для охлаждения, при этом с эффективным торможением, без непосредственного контакта с составными элементами тормозной системы в соответствии с настоящим изобретением, является предпочтительным размещать по меньшей мере один тормозной модуль 6 посредством выравнивания зазоров, образованных двумя противоположными полюсами каждого электромагнита 60, для образования бесконтактного пути для длинномерных продуктов bi.
[00048] В одном предпочтительном варианте осуществления, способ в соответствии с настоящим изобретением содержит этап размещения в шахматном порядке электромагнитов 60 вдоль линии 1b торможения в соответствии с первым рядом и со вторым рядом так, чтобы образовывать чередующееся расположение вдоль линии 1b торможения. Бесконтактный проход длинномерных продуктов через зазоры последовательности электромагнитов 60 таким образом гарантируется посредством смещения друг от друга электромагнитов 60, соответственно, первого и второго ряда в направлении, поперечном относительно линии 1b торможения. Размещение электромагнитов, как описано, приводит к наличию всех зазоров, образованных двумя противоположными полюсами каждого электромагнита 60, выровненных для образования бесконтактного пути для длинномерных продуктов bi.
[00049] Способ в соответствии с настоящим изобретением действует посредством прикладывания к длинномерным продуктам bi общей тормозной магнитной силы, или тяговой силы, Fd. Сила Fd является по существу пропорциональной сумме тормозной магнитной силы, создаваемой каждым из электромагнитов 60.
[00050] Способ в соответствии с настоящим изобретением может содержать этап размещения множества тормозных модулей 6 последовательно относительно друг друга вдоль линии 1b торможения, особенно с учетом размеров и веса длинномерных продуктов, подлежащих манипулированию, торможению и подаче на стеллаж 5 для охлаждения. Такая конфигурация изображена, например, на фигуре 5. В любом случае, соответствующие электромагниты 60 размещаются таким образом, что бесконтактный проход длинномерных продуктов bi обеспечивается вдоль линии 1b торможения через последовательность как:
- зазоров последовательности электромагнитов 60 в пределах одного и того же тормозного модуля 6; так и
- зазоров, или промежутков, между последовательными тормозными модулями 6.
[00051] Способ и система в соответствии с настоящим изобретением эффективно создают требуемую тормозную силу Fd для замедления длинномерных продуктов, например прутков bi, выходящих из прокатного стана 100, посредством возбуждения вихревых токов в длинномерных продуктах.
[00052] Посредством применения решения в соответствии с настоящим изобретением, контакт между прутками, или длинномерными продуктами в общем, и составными элементами тормозной системы не является в действительности необходимым. Таким образом, основной недостаток традиционной тормозной системы решен, тем, что настоящее изобретение обеспечивает то, что деформация продуктов процесса длинномерного проката не возникает.
[00053] Настоящее изобретение обеспечивает возможность эффективного торможения прокатного продукта после его прокатки, а также отрезания в длину, и выгрузки на его стеллажи для охлаждения.
Порядок величины времени, использующегося для выполнения тормозного цикла, радикально уменьшен. Например, настоящее изобретение обеспечивает возможность уменьшения временного интервала тормозного цикла с по меньшей мере 1 секунды, необходимой применяющимися в настоящее время технологиям, до только 100 миллисекунд. Такое резкое уменьшение требуемого времени тормозного цикла влечет за собой пропорционально улучшенную способность тормозной системы справляться с большим диапазоном скоростей длинномерного проката и производственных настроек. Настоящие ограничения в производственных циклах могут быть решены, так как тормозная система в соответствии с настоящим изобретением показывает себя намного более гибкой и совместимой с обширными рабочими состояниями прокатного оборудования и связанных стеллажей для охлаждения, откуда длинномерные продукты забираются на упаковку или на станции дополнительной обработки.
[00054] Посредством применения полностью электромагнитной тормозной системы с возбуждением вихревых токов в соответствии с настоящим изобретением, без подвижных или контактных частей и без вращающихся роликов - в противоположность использующимся в настоящее время электромеханическим системам - затраты на техническое обслуживание, предпочтительно, уменьшены, так как нет частей, подвергающихся износу. Вследствие того факта, что нет вращающихся частей, подшипники и смазочные устройства, предпочтительно, становятся излишними.
[00055] Благодаря тормозной системе и связанному способу бесконтактного замедления в соответствии с настоящим изобретением, установочное пространство, требующееся для торможения длинномерных прокатных продуктов, будет уменьшено вследствие исключения электродвигателей и механических соединений между такими электродвигателями и традиционными зажимными роликами.
[00056] Кроме того, благодаря отказу от использования энерго-неэффективных электро-механических исполнительных механизмов, использующихся в настоящее время, (например, зажимных роликов, требующих соединения с электродвигателями переменного тока или постоянного тока и перемещения посредством пневмоцилиндров), достигается существенная экономия энергопотребления. Соответственно, настоящее решение обходится без неблагоприятного воздействия на окружающую среду использующихся в настоящее время технологий.
Изобретение относится к области прокатки длинномерных продуктов (bi). Система содержит по меньшей мере один тормозной модуль (6), содержащий множество электромагнитов (60), размещенных последовательно вдоль линии (1b) торможения, каждый из которых выполнен так, чтобы возбуждать магнитное поле (B), и содержит открытый магнитный сердечник (61) и обмотку (62) вокруг указанного магнитного сердечника (61), причем открытый магнитный сердечник (61) содержит зазор, образованный двумя противоположными полюсами, между которыми протекает указанное магнитное поле (B), а зазор каждого открытого магнитного сердечника (61) имеет возможность размещать и пропускать с бесконтактным скольжением через него каждый длинномерный продукт (bi), выходящий из прокатного стана (100), таким образом, что тормозная магнитная сила (Fd) прикладывается к указанному длинномерному продукту (bi) посредством указанных электромагнитов (60), когда указанный длинномерный продукт (bi) бесконтактно скользит через указанный зазор, при этом указанная тормозная магнитная сила (Fd) является противоположной относительно направления перемещения указанного длинномерного продукта (bi), выходящего из указанного прокатного стана (100). Сохранение формы и функциональных характеристик прутков, а также сокращение технологического пространства обеспечивается за счет того, что электромагниты (60) размещены в шахматном порядке вдоль указанной линии (1b) торможения в соответствии с первым рядом и со вторым рядом так, чтобы образовывать чередующееся расположение друг с другом вдоль указанной линии (1b) торможения, при этом электромагниты (60) первого и второго ряда смещены относительно друг друга в направлении, поперечном относительно указанной линии (1b) торможения, таким образом, что все из зазоров, образованных двумя противоположными полюсами каждого магнитного сердечника (61), выровнены с обеспечением бесконтактного прохода через них длинномерного продукта (bi). 2 н. и 7 з.п. ф-лы, 7 ил.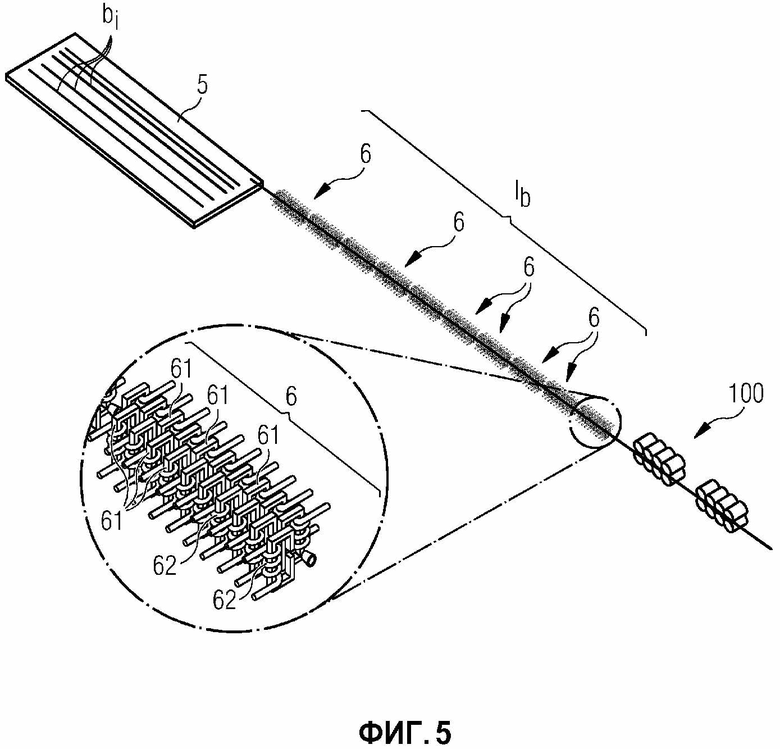
1. Бесконтактная тормозная система на вихревых токах для замедления длинномерных продуктов (bi), например прутков, выходящих из прокатного стана (100), предназначенного для изготовления указанных длинномерных продуктов (bi), при этом указанная система содержит:
по меньшей мере один тормозной модуль (6), содержащий множество электромагнитов (60), размещенных последовательно вдоль линии (1b) торможения, при этом каждый из указанных электромагнитов (60) выполнен с возможностью возбуждения магнитного поля поле (B) и содержит открытый магнитный сердечник (61) и обмотку (62) вокруг указанного магнитного сердечника (61), причем открытый магнитный сердечник (61) имеет зазор, образованный двумя противоположными полюсами, между которыми протекает указанное магнитное поле (B),
при этом электромагниты (60) указанного тормозного модуля (6) выполнены таким образом, что
зазор каждого открытого магнитного сердечника (61) выполнен с возможностью размещения и пропускания с бесконтактным скольжением через него каждого длинномерного продукта (bi), выходящего из указанного прокатного стана (100), таким образом, что
тормозная магнитная сила (Fd) прикладывается к указанному длинномерному продукту (bi) посредством указанных электромагнитов (60), когда указанный длинномерный продукт (bi) бесконтактно скользит через указанный зазор, при этом указанная тормозная магнитная сила (Fd) является противоположной относительно направления перемещения указанного длинномерного продукта (bi), выходящего из указанного прокатного стана (100),
причем для любого тормозного модуля (6) электромагниты (60) размещены в шахматном порядке вдоль указанной линии (1b) торможения в соответствии с первым рядом и со вторым рядом так, чтобы образовывать чередующееся расположение друг с другом вдоль указанной линии (1b) торможения,
причем электромагниты (60) указанного первого ряда и электромагниты (60) указанного второго ряда смещены относительно друг друга в направлении, поперечном относительно указанной линии (1b) торможения, таким образом, что все из зазоров, образованных двумя противоположными полюсами каждого магнитного сердечника (61), выровнены с обеспечением бесконтактного прохода длинномерного продукта (bi) через зазоры указанной последовательности электромагнитов (60).
2. Бесконтактная тормозная система по п.1, в которой открытый магнитный сердечник (61) каждого из указанных электромагнитов (60) имеет форму хомута, в частности выполнен C-образным, и указанное магнитное поле (B) замыкается на указанном сердечнике через указанный зазор.
3. Бесконтактная тормозная система по п.1 или 2, содержащая множество указанных тормозных модулей (6), размещенных последовательно относительно друг друга вдоль указанной линии (1b) торможения, в конфигурации, которая обеспечивает возможность бесконтактного и по существу непрерывного прохода длинномерных продуктов (bi) через зазоры электромагнитов (60) последующих тормозных модулей (6), причем указанная линия торможения размещена между выходом прокатного стана (100) и стеллажом (5) для охлаждения такого длинномерного продукта (bi).
4. Бесконтактная тормозная система по любому из пп.1-3, содержащая электромагниты (60) в количестве, варьирующемся в диапазоне от 20 до 400, при этом электромагниты (60) размещены последовательно.
5. Бесконтактная тормозная система по любому из пп.1-4, в которой зазор между указанными противоположными полюсами указанного открытого магнитного сердечника (61) составляет 10-60 миллиметров.
6. Бесконтактная тормозная система по любому из пп.1-5, в которой каждый полюс указанных магнитных сердечников (61) имеет площадь активной поверхности, варьирующуюся в диапазоне от 60 до 1000 квадратных миллиметров.
7. Способ бесконтактного замедления длинномерных продуктов (bi), например прутков, выходящих из прокатного стана (100), предназначенного для изготовления указанных длинномерных продуктов (bi), включающий этапы:
- размещения по меньшей мере тормозного модуля (6), содержащего множество электромагнитов (60), последовательно вдоль линии (1b) торможения, при этом указанная линия (1b) торможения размещена между выходом прокатного стана (100) и стеллажом (5) для охлаждения таких длинномерных продуктов (bi),
причем каждый из указанных электромагнитов (60) содержит открытый магнитный сердечник (61) и обмотку (62) вокруг указанного магнитного сердечника (61), при этом указанный открытый магнитный сердечник (61) содержит зазор, образованный двумя противоположными полюсами,
- возбуждения посредством каждого из указанных электромагнитов (60) магнитного поля (B), протекающего через указанный зазор;
- подачи указанных длинномерных продуктов (bi), выходящих из указанного прокатного стана (100), на указанный тормозной модуль (6) посредством
- обеспечения возможности бесконтактного скольжения указанных длинномерных продуктов (bi) через каждый из указанных зазоров соответствующих открытых магнитных сердечников (61);
- прикладывания тормозной магнитной силы (Fd) к указанным длинномерным продуктам (bi) посредством указанных электромагнитов (60), при этом указанные длинномерные продукты (bi) бесконтактно скользят через указанные зазоры, при этом указанная тормозная магнитная сила (Fd) является противоположной относительно направления перемещения указанных длинномерных продуктов (bi), при этом осуществляют размещение по меньшей мере указанного тормозного модуля (6), содержащего множество электромагнитов (60), последовательно вдоль линии (1b) торможения, которое содержит этапы:
- размещения в шахматном порядке указанных электромагнитов (60) вдоль указанной линии (1b) торможения в соответствии с первым рядом и со вторым рядом так, чтобы образовывать чередующееся расположение вдоль указанной линии (1b) торможения;
- обеспечения возможности бесконтактного прохода указанных длинномерных продуктов (bi) через зазоры указанной последовательности электромагнитов (60) посредством смещения друг от друга указанных электромагнитов (60) соответственно указанного первого и указанного второго ряда в направлении, поперечном относительно указанной линии (1b) торможения, таким образом, что все из зазоров, образованных двумя противоположными полюсами каждого электромагнита (60), выровнены так, чтобы образовывать бесконтактный проход указанных длинномерных продуктов (bi);
- прикладывания к указанным длинномерным продуктам (bi) общей тормозной магнитной силы (Fd), которая представляет собой сумму тормозных магнитных сил, создаваемых каждым из указанных электромагнитов (60).
8. Способ по п.7, в котором размещение по меньшей мере тормозного модуля (6), содержащего множество электромагнитов (60) последовательно вдоль линии (1b) торможения, включает этап выравнивания зазоров, образованных двумя противоположными полюсами каждого из указанных электромагнитов (60), для образования бесконтактного прохода для указанных длинномерных продуктов (bi).
9. Способ по п.7 или 8, включающий этап размещения множества указанных тормозных модулей (6) последовательно относительно друг друга вдоль указанной линии (1b) торможения, при этом размещают соответствующие электромагниты (60) таким образом, чтобы обеспечить бесконтактный проход указанных длинномерных продуктов (bi) через последовательность зазоров указанной последовательности электромагнитов (60) в пределах одного тормозного модуля (6) и между последовательными тормозными модулями (6) вдоль линии (1b) торможения.
| Электрическая машина с газовым охлаждением | 1982 |
|
SU1056375A1 |
| DE 3017717 A1, 15.01.1981 | |||
| DE 3106897, A1, 09.09.1982 | |||
| Транспортер для ферромагнитных материалов | 1976 |
|
SU791575A1 |

