Изобретение относится к физико-химическим процессам, направленным на повышение технико-экономических свойств различных деталей, например, типа тел вращения и может быть использовано предпочтительно для упрочнения наружной поверхности деталей железнодорожного подвижного состава.
Известен способ упрочнения стальной детали путем ее нагрева от высоковольтного источника постоянного электрического тока, заключающийся в том, что на обрабатываемую поверхность детали цилиндрической формы воздействуют с помощью электрода стабилизированным высоковольтным электрическим дуговым разрядом через текучее вещество в качестве технологической диэлектрической среды в дистанционном зазоре между электродом и изделием. При этом деталь подключают к клемме "минус", а графитовый электрод к клемме "плюс" высоковольтного источника постоянного тока; деталь и электрод погружают в ванну в технологический диэлектрический раствор солей высших жирных кислот, устанавливают дистанционный зазор между обрабатываемой поверхностью детали и электродом в пределах 0,08…0,20 мм, поддерживают ток дуги в пределах 20…50 А, вращают деталь около неподвижного или также вращающегося электрода (см., например, описание изобретения к а.с. СССР №1540286, кл. C21D 1/09 от 20.01.1987).
Недостатками такого способа являются ограничение обрабатываемых деталей только цилиндрической формой и малыми размерами, необходимость наличия ванны с раствором солей высших жирных кислот, большая сложность выдерживания очень малых дистанционных зазоров между деталью и электродом, соизмеримых с величиной электроэррозии разрядного торца электрода, большой расход электроэнергии из-за необходимости нагрева детали и сопутствующего нагрева большого объема раствора солей высших жирных кислот и стенок ванны, дороговизна обработки, вредность процесса обработки для персонала и экологии из-за выделения паров раствора и его сброса в качестве отходов производства, повышенная хрупкость поверхностного слоя детали из-за его сплошности.
Наиболее близким из известных по своей технической сущности и достигаемому результату является выбранный в качестве прототипа способ упрочнения рабочей поверхности стальных деталей, при котором на поверхностный слой детали, установленной с возможностью вращения, воздействуют постоянным электрическим током дугового разряда в режиме высоковольтного самовозобновляющегося электрического разряда через активную технологическую среду между обрабатываемой деталью и электродом, подключенным к высоковольтному источнику постоянного тока (см., например, описание изобретения к а.с. СССР №1759900, кл. C21D 1/09, 07.09.1992).
Недостатками такого способа являются малая глубина изменения физической структуры поверхностного слоя изделия, большой расход электроэнергии, необходимость в герметичной камере, невозможность обработки изделий сложной формы и больших размеров и невыполнимость локальной обработки изделий.
Технической задачей заявляемого изобретения является повышение технологических и эксплуатационных свойств: пластичности, прочности, твердости, износоустойчивости путем воздействия на поверхность изделий высоковольтными электрическими разрядами постоянного тока через активную технологическую диэлектрическую среду при обеспечении максимальной технологической простоты, экологической безопасности и при минимальных затратах на расходуемую электроэнергию и техническое оснащение.
Указанный технический результат достигается тем, что в способе упрочнения рабочей поверхности стальных деталей, при котором на поверхностный слой детали, установленной с возможностью вращения, воздействуют постоянным электрическим током дугового разряда в режиме высоковольтного самовозобновляющегося электрического разряда через активную технологическую среду между обрабатываемой деталью и электродом, подключенным к высоковольтному источнику постоянного тока, на рабочую поверхность детали оказывают локальное воздействие импульсным электрическим разрядом и создают в поверхностном слое равномерно распределенную чередующуюся локальную структуру основного металла и множественные конусообразные проплавления с измененной мелкозернистой структурой, при этом электрический разряд направляют от электрода под углом 90° с расстояния 4-6 мм, мгновенно оплавляя наружную поверхность, формируемую за 1-3 прохода в виде конусов глубиной до 300 мкм с диаметром основания 0,2…0,5 мм самовозобновляющимися вдоль струи воды диаметром 1,0…3,0 мм, вытекающей со скоростью 0,1…20 м/с из торца электрода, следующими друг за другом от высоковольтного источника постоянного тока под отрицательным потенциалом 6-10 кВ электрическими дуговыми разрядами с плотностью разрядов при одном проходе 6…25 разрядов на 1 мм со скоростью 5-20 мм/с электрода, используемого в качестве катода, после чего осуществляют механическую обработку рабочей поверхности детали.
На чертеже изображена схема устройства для осуществления предложенного способа.
Обрабатываемую деталь 1, например вал тормозной рычажной передачи, закрепляют в патроне 2 обычного токарного станка, создавая на ее рабочей поверхности область 3 высокого разряда, формируемого в процессе обработки между высоковольтным электродом 4, в качестве которого использован катод, и обрабатываемой деталью 1, при этом катод пропущен через изолятор 5 высоковольтного электрода, имеющий трубку 6 подачи жидкости.
Устройство смонтировано на суппорте 7 станка и закреплено с возможностью вращения обрабатываемой детали 1 в переднем конусе 8 и конусе 9 задней бабки токарного станка.
Предложенный способ осуществляют следующим образом.
Высоковольтный импульсный электрический дуговой разряд, возникающий с частотой 40…120 Гц вдоль струи активной технологической диэлектрической среды в дистанционном зазоре между катодом и обрабатываемой поверхностью, длящийся в течение 10...2500 нс и выделяющий энергию 5…60 Дж, моментально разрушает как струю, так и себя. Струя через 6…25 мс вновь самовозобновляется и тут же вдоль нее происходит новый импульсный высоковольтный дуговой электрический разряд.
Воздействие на обрабатываемую поверхность изделия единичного периодического высоковольтного электрического дугового разряда постоянного тока заявляемым способом разогревает со скоростью 10°С/с точечный микроучасток поверхностного слоя в зоне разряда до температуры 1400…1450°С и проплавляет на глубину от 5…300 мкм «точечный столбик» - микроячейку столбчатой формы диаметром 70…500 мкм. В результате высокоскоростного температурного расширения возникают громадные ударные силовые волны с давлением 109 Па, обеспечивающие пластическое деформационное упрочнение металла поверхностного слоя изделия, а при возникновении резонансных явлений - и более глубоких (до 5 мм) слоев металла изделия. При этом происходят перемешивание расплава, его поверхностное насыщение кислородом, углеродом и азотом из окружающей ионизированной среды, в том числе за счет диализа воды, и последующее моментальное затверждение за счет непосредственного интенсивнейшего теплообмена с холодной массой изделия со скоростью снижения температуры 10°С/с. В сталях перлитного класса и особенно в титановых сплавах в результате скоростной перекристаллизации в «точечном столбике» образуются высокопрочные с высокой твердостью зачаточные микроскопических размеров 1…7 мкм столбчатые кристаллы и дендритные кристаллиты с включением оксидов, карбидов и нитридов.
Наружная торцевая поверхность затвердевшего «точечного столбика» представляет собой усадочное углубление-кратер округлой формы, имеющее в зависимости от величины дистанционного зазора 2…10 мм между катодом и изделием, диаметр 70…500 мкм, глубину 1,0…1,5 мкм и наплыв высотой 0,1…1,0 мкм по своей периферии. При этом чем больше дистанционный зазор, тем больше диаметр кратера и тем меньше глубина измененной структуры - «точечного столбика» в поверхностном слое. При неизменяемых режимах обработки все кратеры имеют одинаковый диаметр.
Таким образом, создают в поверхностном слое равномерно распределенную за 1…3 прохода множественно-микроячеистую конструкционно-топологическую структурную решетку типа «кольчуги» с микротвердостью поверхностного слоя большей, чем при объемной закалке изделия. В результате образования в массиве металла поверхностного слоя множества перпендикулярных к обрабатываемой поверхности отдельных, и/или соприкасающихся, и/или перекрывающих друг друга высокопрочных, перекристаллизованных микрокристаллических с повышенной твердостью «точечных столбиков» и шероховатостью Ra=1,0…1,5 мкм обработанной поверхности, массив стал обладать наряду с высокой прочностью и твердостью еще и возросшей пластичностью, которая наблюдается и в более глубоком подповерхностном слое изделия. Обработка практически не ухудшает морфологические качества поверхности и не изменяет конфигурацию и размеры изделия. Далее осуществляют механическую обработку рабочей поверхности детали, в качестве которой используют прикатку или шлифовку. Полученные в результате обработки физическая структура поверхностного слоя изделия и физико-механические характеристики сохраняются в течение многих лет.
Заявляемый способ характерен локальной направленностью, что также делает его во многих случаях более предпочтительным, эффективным и экономичным по сравнению с известными способами, и может осуществляться без использования ванн и герметичных камер.
Заявляемый способ обеспечивает возможность обработки как отдельных изделий, так и в сборке с другими изделиями, в любом положении их в пространстве, в любых условиях, любой длины, например от металлообрабатывающих резцов до рельсов, уложенных на железнодорожных путях, любой формы и конфигурации, например от железнодорожных колес до турбинных лопаток и крыла самолета. Обработке могут быть подвергнуты как наружные, так и внутренние поверхности изделия. Обработка может быть одним из последних и даже последним звеном в технологической цепи изготовления изделия, в том числе в автоматизированном цикле серийного производства.
Характерной особенностью заявляемого является высокая эффективность сочетания электродуговой обработки с последующей за ней по порядку проведения операций поверхностной пластической деформацией. Так, после обработки участка поверхности образца из титанового сплава ВТ6 электрическими дуговыми разрядами была проведена обкатка этого участка поверхности стальным закаленным роликом диаметром 70 мм и профильным радиусом 5 мм при нагрузке 200 кг на токарно-винторезном станке с однороликовым прижимным обкатником при частоте вращения образца 180 об/мин и подаче при обкатывании 0,144 мм/об. Образец подвергался обкатке в два прохода. Микротвердость предварительно обработанного электрическими дуговыми разрядами участка поверхности после обкатки дополнительно увеличилась на 28%, тогда как микротвердость соседнего участка поверхности, обработанного только обкаткой, увеличилась за счет обкатки лишь на 13%.
На опытной механизированной установке была проведена обработка ряда изделий из следующих марок сталей: Ст 20, Ст 45, М 76, У 8, 12Х18Н10Т, 30Х3НМАФ, 45ХН2МФА и титановых сплавов: ВТ3-1, ОТ4-1, ВТ6 и ВТ18У. В процессе обработки изделий на катод подавали постоянный электрический отрицательный потенциал 2…10 кВ. Частота периодических разрядов составляла 40…120 Гц. Дистанционные зазоры между обрабатываемой поверхностью изделия и электродом устанавливали равными 2, 3, 4, 6, 8, 10 мм. Линейные скорости равномерного поступательного или вращательного перемещения катода или изделия относительно друг друга устанавливали равными 0,25; 0,50; 1,00; 2,00 мм/с. В результате обработки заявляемым способом изделий из сталей перлитного класса и титановых сплавов увеличивается микротвердость и прочность поверхностного слоя изделий, заметно увеличивается пластичность слоев металла изделия, вследствие чего повышается изностойкость, надежность и долговечность изделий в условиях воздействия маскимальных и циклических нагрузок, в том числе ударных и знакопеременных в сочетании с трением, при этом, в частности, исключаются заедания в парах трения и резьбовых соединениях и, как следствие, существенно увеличивается ресурс работы изделий.
В результате обработки заявляемым способом образцов из сталей аустенитного класса и из таких металлов, как алюминий, медь, цинк увеличиваются их пластические свойства: относительное удлинение на 22%, относительное сужение на 61%, что обеспечивает упрощение и удешевление последующих обработок образцов давлением, резанием, шлифовкой и протяжкой и исключает хрупкость и образование трещин.
Предложенный способ обеспечивает повышение качества обработки и ресурс работы деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2374332C1 |
| Способ электроэрозионной обработки поверхности молибдена | 2019 |
|
RU2709548C1 |
| Способ вакуумной карбидизации поверхности металлов | 2019 |
|
RU2725941C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1998 |
|
RU2144096C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2541325C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1999 |
|
RU2176682C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145643C1 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ И ПЛАЗМЕННАЯ ГОРЕЛКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ | 1993 |
|
RU2021645C1 |
| Способ нанесения контактного покрытия на контакт-деталь вакуумного высоковольтного магнитоуправляемого контакта | 1986 |
|
SU1394258A1 |
| СПОСОБ ИОННОЙ ОЧИСТКИ В СКРЕЩЕННЫХ ЭЛЕКТРИЧЕСКИХ И МАГНИТНЫХ ПОЛЯХ ПЕРЕД ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКОЙ | 2019 |
|
RU2711065C1 |
Изобретение относится к повышению технико-экономических свойств различных деталей, например, типа тел вращения, и может быть использовано предпочтительно для упрочнения наружной поверхности деталей железнодорожного подвижного состава. На рабочую поверхность детали, установленную с возможностью вращения, воздействуют постоянным электрическим током дугового разряда в режиме высоковольтного самовозобновляющегося электрического разряда через активную технологическую среду между обрабатываемой деталью и электродом, подключенным к высоковольтному источнику постоянного тока. В качестве активной технологической среды используют воду, подаваемую струей диаметром 1,0-3,0 мм со скоростью 0,1-20 м/с из торца электрода, при этом вдоль струи воды самовозобновляются следующие друг за другом от высоковольтного источника постоянного тока под отрицательным потенциалом 6-19 кВ электрические дуговые разряды с плотностью при одном проходе 6-25 разрядов на 1 мм при скорости электрода 5-20 м/с, который используют в качестве катода. Воздействие на рабочую поверхность детали самовозобновляющимся электрическим разрядом осуществляют локально, разряд направляют от электрода под углом 90° к обрабатываемой детали с расстояния 4-6 мм и оплавляют рабочую поверхность, формируемую за 1-3 прохода в виде конусов глубиной до 300 мкм с диаметром основания 0,2-0,5 мм с созданием в поверхностном слое равномерно распределенной чередующейся структуры основного металла и множественных конусообразных проплавлений с измененной мелкокристаллической структурой. Затем осуществляют механическую обработку рабочей поверхности детали. Повышают пластичность, прочность, твердость и износоустойчивость поверхности изделий. 1 ил.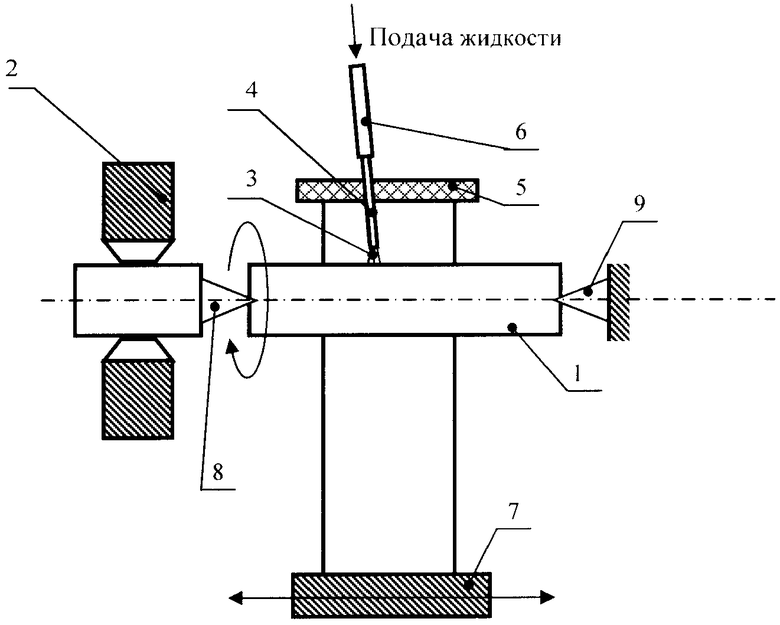
Способ упрочнения рабочей поверхности стальных деталей, включающий воздействие на рабочую поверхность детали, установленной с возможностью вращения, постоянным электрическим током дугового разряда в режиме высоковольтного самовозобновляющегося электрического разряда через активную технологическую среду между обрабатываемой деталью и электродом, подключенным к высоковольтному источнику постоянного тока, отличающийся тем, что в качестве активной технологической среды используют воду, подаваемую струей диаметром 1,0-3,0 мм со скоростью 0,1-20 м/с из торца электрода, при этом вдоль струи воды самовозобновляются следующие друг за другом от высоковольтного источника постоянного тока под отрицательным потенциалом 6-19 кВ электрические дуговые разряды с плотностью при одном проходе 6-25 разрядов на 1 мм при скорости электрода 5-20 м/с, который используют в качестве катода, при этом воздействие на рабочую поверхность детали самовозобновляющимся электрическим разрядом осуществляют локально, разряд направляют от электрода под углом 90° к обрабатываемой детали с расстояния 4-6 мм и оплавляют рабочую поверхность, формируемую за 1-3 прохода в виде конусов глубиной до 300 мкм с диаметром основания 0,2-0,5 мм с созданием в поверхностном слое равномерно распределенной чередующейся структуры основного металла и множественных конусообразных проплавлений с измененной мелкокристаллической структурой, затем осуществляют механическую обработку рабочей поверхности детали.
| Установка для плазменной обработки металлических изделий | 1990 |
|
SU1759900A1 |
| МЕТОД И УСТРОЙСТВО ДЛЯ СОЗДАНИЯ РАЗЛИЧИТЕЛЬНОЙ МАРКИРОВКИ НА ОБЪЕКТЕ | 2000 |
|
RU2276406C2 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

