Предлагаемое изобретение относится к области ракетной техники, в частности к способу изготовления воспламенителя, преимущественно, для зарядов твердого ракетного топлива (ТРТ) к ракетным двигателям (РД).
Известны конструкции воспламенителей, корпуса которых изготавливаются из полимерного пленочного материала (пат. RU 2170842, RU 2185522, RU 2212557, US 3011441, US 2973713, US 3729935, FR 2151495, RU 2251014, US 4705655, US 5063848, US 4576094).
Прототипом патентуемого технического решения является изобретение (кольцевой пленочный воспламенитель) по пат. RU 2212557 от 20.09.03, заявка RU 2002101764 от 17.01.02.
Однако при изготовлении кольцевого воспламенителя по указанному патенту, при соотношении высоты (h) к ширине кольца (b) корпуса воспламенителя более 1, происходит недопустимое утонение кольцевого корпуса, особенно в местах перехода дна корпуса в стенки. В результате имеет место большое количество брака и, как следствие, излишние траты времени, труда и пленки. К тому же снижается надежность воспламенителя из-за вероятности разрушения его корпуса при эксплуатации.
Технической задачей изобретения является разработка способа изготовления высокотехнологичного и надежного в эксплуатации кольцевого воспламенителя с корпусом из полимерного пленочного материала при любом соотношении h/b.
Способ изготовления кольцевого пленочного воспламенителя, так же, как и способ изготовления по прототипу, включает формование корпуса воспламенителя и снаряжение его навеской воспламенительного состава, изготовление крышки воспламенителя, термосварку корпуса с крышкой. При этом в соответствии с настоящим изобретением раздельно формируют внешнюю и внутреннюю стенки кольцевого корпуса воспламенителя с внутренними и внешними отбортовками таким образом, что внутренняя отбортовка внешней стенки по внутреннему диаметру совпадает с внутренним диаметром внешней отбортовки внутренней стенки корпуса воспламенителя. Указанные отбортовки термосвариваются и полученный в результате термосварки кольцевой корпус воспламенителя заполняется навеской воспламенительного состава и герметизируется за счет термосварки по отбортовкам с кольцевой тонкостенной крышкой. При этом внешнюю и внутреннюю стенки корпуса воспламенителя формуют в виде цилиндров, либо в виде конических поверхностей, либо в виде криволинейных поверхностей - внешних и внутренних в различных сочетаниях.
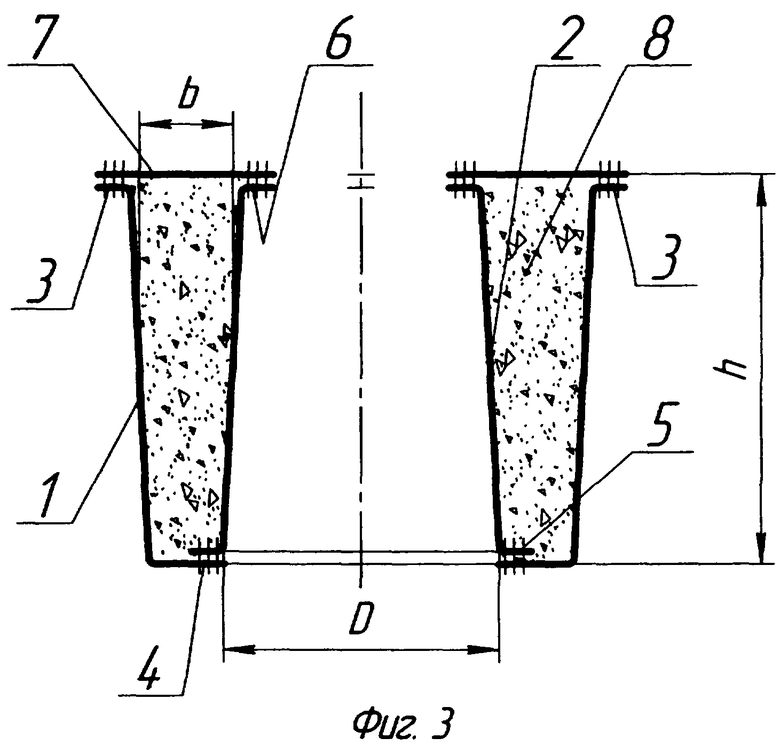
В качестве полимерной пленки корпуса и крышки воспламенителя может быть использован саженаполненный полиэтилен высокого давления, дезориентированный в продольном и поперечном направлениях. Для плоской кольцевой крышки может быть использована ламинированная полиэтиленом полиэтилентерефталатная пленка, причем в этом случае крышку с корпусом термосваривают по полиэтилену. При этом внутренняя и внешняя стенки кольцевого корпуса воспламенителя могут быть выполнены как в виде цилиндров (Фиг 2), так и в виде конических поверхностей (Фиг 3) или поверхностей сложной формы (Фиг 4) с различным сочетанием по форме (профилю) внутренних и внешних стенок.
Сущность изобретения заключается в раздельном формовании внешних и внутренних стенок корпуса воспламенителя с отбортовками с получением в последующем, при термосварке отбортовок, корпуса воспламенителя.
Применение по патентуемому способу саженаполненного полиэтилена высокого давления для корпуса воспламенителя, дезориентированного в продольном и поперечном направлениях, дает возможность получать корпус воспламенителя высокого качества. Это достигается как за счет равномерной усадки пленки, так и за счет исключения накопления статического электричества на корпусе воспламенителя, что позволяет повысить безопасность изготовления воспламенителя при наличии в зоне термосварки воспламенительного состава.
Применение крышки из полиэтилентерефталатной пленки, ламинированной полиэтиленом, позволяет исключить ее повреждение при наличии трения между крышкой воспламенителя и фиксирующими элементами двигателя. При этом крышку термосваривают с отбортовками корпуса по полиэтилену.
Изготовление воспламенителя осуществляется в следующем порядке.
1. Формуют внешнюю стенку корпуса воспламенителя с внутренней и внешней отбортовками.
2. Формуют внутреннею стенку корпуса воспламенителя с внутренней и внешней отбортовками так, чтобы внутренний диаметр внешней отбортовки был равен внутреннему диаметру внутренней отбортовки внешней стенки корпуса воспламенителя.
3. Вставляют внутреннюю стенку внешней отбортовкой внутрь внешней стенки до совмещения отбортовок обеих стенок с совпадением их внутренних диаметров.
4. Сваривают внешнюю и внутреннюю стенки корпуса воспламенителя по отбортовкам.
5. Заполняют полость кольцевого корпуса воспламенителя навеской воспламенительного состава.
6. Сваривают кольцевой корпус воспламенители по отбортовкам с кольцевой крышкой воспламенителя.
Схема изготовления кольцевого пленочного воспламенителя по патентуемому способу представлена на Фиг.1.
Полученные предлагаемым способом воспламенители приведены на Фиг.2, Фиг.3, Фиг.4.
Фиг.2 - воспламенитель с цилиндрическими стенками, полученный предлагаемым способом.
1 - внешняя стенка корпуса воспламенителя;
2 - внутренняя стенка корпуса воспламенителя;
3 - внешняя отбортовка внешней стенки корпуса воспламенителя; 4 - внутренняя отбортовка внесшей стенки корпуса воспламенителя;
5 - внешняя отбортовка внутреннего корпуса воспламенителя;
6 - внутренняя отбортовка внутреннего корпуса воспламенителя;
7 - кольцевая крышка воспламенителя;
8 - навеска воспламенительного состава;
D - внутренний диаметр отбортовок внешней (1) и внутренней (2) стенок корпуса воспламенителя.
h - высота воспламенителя, b - ширина кольца корпуса воспламенителя.
Фиг.3 - воспламенитель с коническими стенками, полученный предлагаемым способом.
Фиг.4 - воспламенитель с комбинированными стенками, полученный предлагаемым способом.
Предлагаемый способ позволяет решить техническую задачу - изготавливать качественные и надежные в эксплуатации кольцевые пленочные воспламенители с соотношением высоты (h) к ширине кольца (b) более 1. По сути способ позволяет качественно изготавливать кольцевые пленочные воспламенители с любым соотношением h/b, потребным в РДТТ и других энергоисточниках.
Эффективность изобретения практически подтверждена при изготовлении кольцевых воспламенителей высотой h=11 мм, наружным диаметром D=80 мм, внутренним диаметром d=60 мм (b=D-d/2=80-60/2=10 мм, h/b=1,1). Навеска воспламенительного состава - 22 г.
Положительный эффект изобретения - обеспечение качественного изготовления пленочных кольцевых воспламенителей, практически, с любым соотношением высоты (h) к ширине (b) кольцевой полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ПЛЕНОЧНОГО ВОСПЛАМЕНИТЕЛЯ | 2006 |
|
RU2329392C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2006 |
|
RU2329391C1 |
| ВОСПЛАМЕНИТЕЛЬ ТВЕРДОТОПЛИВНОГО ЗАРЯДА ДЛЯ РАКЕТНОГО ДВИГАТЕЛЯ | 2010 |
|
RU2432484C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2011 |
|
RU2476711C1 |
| ВОСПЛАМЕНИТЕЛЬ ТВЕРДОТОПЛИВНОГО ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ | 2002 |
|
RU2212557C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2288371C2 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2438033C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2005 |
|
RU2309282C2 |
| ТВЕРДОТОПЛИВНЫЙ ЗАРЯД ГАЗОГЕНЕРАТОРА | 2002 |
|
RU2213245C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДА ТВЕРДОТОПЛИВНОГО ГАЗОГЕНЕРАТОРА | 2007 |
|
RU2349786C1 |



Изобретение относится к области ракетной техники, в частности, к способам изготовления кольцевых воспламенителей с корпусом из полимерных материалов с соотношением высоты к ширине кольца больше 1. Способ изготовления кольцевого пленочного воспламенителя включает формование корпуса воспламенителя, снаряжение его навеской воспламенительного состава, изготовление крышки воспламенителя и термосварку корпуса с крышкой. При формовании корпуса воспламенителя отдельно формуют внешнюю и внутреннюю стенки корпуса воспламенителя с внешними и внутренними отбортовками так, что внутренняя отбортовка внешней стенки совпадает по внутреннему диаметру с внутренним диаметром внешней отбортовки внутренней стенки. Затем вставляют внутреннюю стенку внешней отбортовкой внутрь внешней стенки до совмещения отбортовок с совпадением их внутренних диаметров и термосваривают отбортовки. Заполняют полость кольцевого корпуса воспламенителя навеской воспламенительного состава и термосваривают кольцевой корпус воспламенителя по отбортовкам с кольцевой крышкой воспламенителя. Изобретение позволяет обеспечить изготовление пленочных кольцевых воспламенителей практически с любым соотношением высоты к ширине кольца корпуса воспламенителя. 3 з.п. ф-лы, 4 ил.
1. Способ изготовления кольцевого пленочного воспламенителя, включающий формование корпуса воспламенителя и снаряжение его навеской воспламенительного состава, изготовление крышки воспламенителя, термосварку корпуса с крышкой, отличающийся тем, что формуют отдельно внешнюю и внутреннюю стенки корпуса воспламенителя с внешними и внутренними отбортовками так, что внутренняя отбортовка внешней стенки совпадает по внутреннему диаметру с внутренним диаметром внешней отбортовки внутренней стенки, после чего вставляют внутреннюю стенку внешней отбортовкой внутрь внешней стенки до совмещения отбортовок с совпадением их внутренних диаметров, термосваривают отбортовки, заполняют полость кольцевого корпуса воспламенителя навеской воспламенительного состава и термосваривают кольцевой корпус воспламенителя по отбортовкам с кольцевой крышкой воспламенителя.
2. Способ по п.1, отличающийся тем, что корпус воспламенителя изготавливают из саженаполненного полиэтилена высокого давления, дезориентированного в продольном и поперечном направлениях.
3. Способ по п.1, отличающийся тем, что крышку воспламенителя изготавливают из полиэтилентерефталатной пленки, ламинированной полиэтиленом, термосваривая крышку с корпусом по полиэтилену, или из саженаполненного полиэтилена высокого давления, дезориентированного в продольном и поперечном направлениях.
4. Способ по п.1, отличающийся тем, что внешнюю и внутреннюю стенки корпуса воспламенителя формуют с цилиндрическими, или коническими, или криволинейными стенками, или в сочетании друг с другом.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОСПЛАМЕНИТЕЛЯ ТВЕРДОТОПЛИВНОГО ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2251014C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 1999 |
|
RU2170842C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2288371C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОСПЛАМЕНИТЕЛЯ ТВЕРДОТОПЛИВНОГО ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2251014C1 |
| US 2973713 А, 07.03.1961 | |||
| US 3357190 А, 12.12.1967. | |||

