Изобретение относится к области ракетной техники и может быть использовано при отработке и изготовлении воспламенителей зарядов твердого ракетного топлива для ракетных двигателей.
В настоящее время в ракетной технике широко используются конструкции воспламенителей, корпуса которых выполняются из полимерных пленок. При этом, в основном, реализуются и практически используются два варианта конструктивного оформления и, соответственно, изготовления воспламенителей:
1) с применением сварочной технологии. Таким образом изготавливают пакетные конструкции воспламенителей из дублированных пленок (например, полиэтилентерефталат (лавсан), ламинированный полиэтиленом) по пат. RU 2170842 от 20.07.01 г.;
2) с применением вакуумформования при изготовлении объемных пленочных воспламенителей (из полиэтилена) с последующим использованием сварки для скрепления корпуса с крышкой пат. RU 2212557 от 20.09.03 г.
Достоинством пакетных конструкций воспламенителей является достаточно высокая эксплуатационная надежность, которая достигается за счет использования пленок с высокой механической прочностью и теплостойкостью (например, полиэтилентерефталатная (ПЭТФ) - лавсан), технологичностью и безопасностью в изготовлении обеспечиваемой путем применения их в двухслойном варианте (дублированные пленки). Определенным недостатком как пакетных, так и объемных пленочных конструкций воспламенителей является вероятность перетирания пленочной оболочки при длительных транспортно-эксплуатационных нагрузках до боевого применения, например, при определенном количестве взлето-посадок самолета и выполнения им дежурных или учебно-тренировочных полетов.
Применение указанных пленок для вакуумформования объемных, коробчатых конструкций воспламенителей практически невозможно, т.к. пленки с высокой механической прочностью (присущей ПЭТФ пленкам) практически не поддаются пластической вытяжке.
В то же время объемные конструкции воспламенителей обладают определенными преимуществами перед пакетными: строгая геометрическая форма и координированное размещение воспламенителя в посадочном месте корпуса РДТТ позволяют обеспечить гарантированное зажжение навески воспламенителя пиропатроном, улучшаются возможности крепления (компоновки) воспламенителя в корпусе ракетного двигателя.
Конструкция и способ изготовления пленочного воспламенителя объемной формы по пат. RU 2212557 приняты авторами за прототип.
Однако и конструкциям воспламенителей объемной формы также присущ недостаток фрикционной стойкости, отмеченный выше для пакетных.
Технической задачей изобретения является разработка конструкции пленочного воспламенителя и способа изготовления воспламенителей объемной формы с повышенной эксплуатационной надежностью и с расширенными технологическими возможностями для зарядов твердого ракетного топлива.
Указанная задача решается путем использования для вакуумформования корпусов воспламенителей наряду с полиэтиленовыми пленками, армирующих полимерных высокопрочных пленок, не поддающихся вытяжке.
Технический результат изобретения заключается в выполнении воспламенителя зарядов твердого ракетного топлива в виде цилиндрического корпуса из полимерной пленки и размещенной в нем навески воспламенительного состава, при этом корпус воспламенителя выполнен из полимерной пленки с высоким коэффициентом вытяжки. Корпус воспламенителя армируется по днищу и боковой поверхности накладками из армирующей пленки. В качестве пленки с высоким коэффициентом вытяжки используют полиэтиленовую, а в качестве армирующей - полиэтилентерефталатную (лавсановую), ламинированную полиэтиленом. Скрепление накладок армирующей пленки с корпусом воспламенителя осуществляют сваркой через ламинирующий полиэтиленовый слой армирующей пленки.
Технический результат также заключается в способе изготовления воспламенителя зарядов твердого ракетного топлива из полимерной пленки с высоким коэффициентом вытяжки. При реализуемом способе корпус воспламенителя армируют предварительно вырубленными накладками из армирующей пленки, накладки из армирующей пленки координируют, например, с помощью плоского шаблона на полотне полимерной пленки с высоким коэффициентом вытяжки, после чего скрепляют с ним. Затем, ориентируя полученную заготовку относительно штампа корпуса воспламенителя, осуществляют вакуумформование корпуса воспламенителя.
Сущность изобретения заключается в армировании корпуса воспламенителя объемной конструкции из пленочного материала (например, полиэтилена) накладками из высокопрочной дублированной полиэтиленом пленки. Выполнение армирования корпуса воспламенителя накладками из армирующей дублированной пленки позволяет обеспечить высокую фрикционную стойкость воспламенителя и соответственно высокую надежность и эффективность его при эксплуатации. При этом сохраняется высокая технологичность изготовления пленочных воспламенителей, как таковых.
В целом сущность изобретения заключается в расширении возможности использования полиэтиленовых пленок с высоким коэффициентом вытяжки для изготовления корпусов воспламенителей, обеспечивая за счет армирования поверхностей корпуса дублированными пленками высокую эксплуатационную надежность воспламенителей.
Патентуемое изобретение поясняется графическими материалами.
Фиг.1. Накладки из армирующей пленки (вырубка накладок).
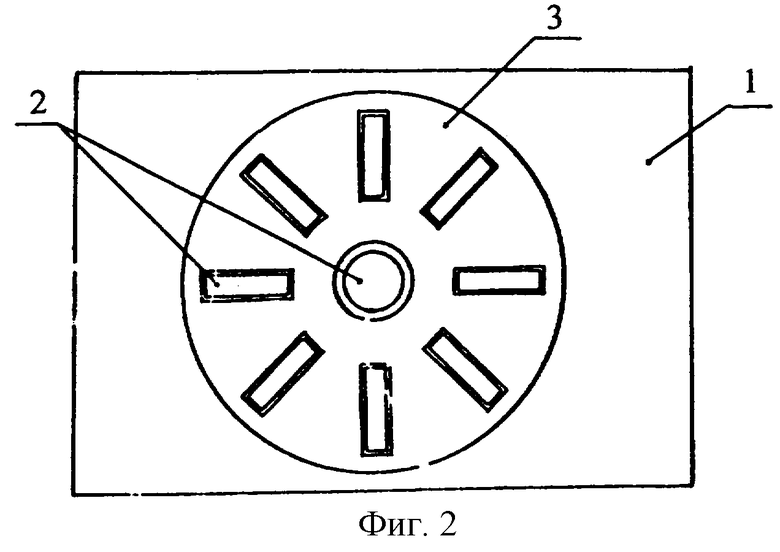
Фиг.2. Координирование накладок на полотне несущей пленки.
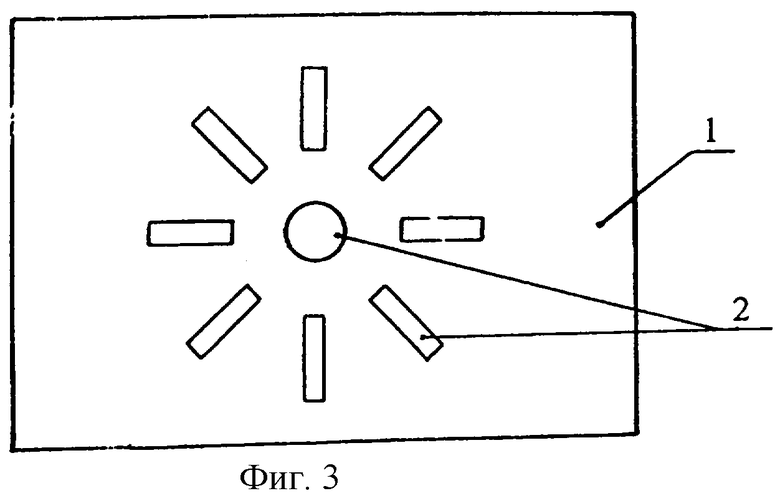
Фиг.3. Скрепление (сварка) накладок из армирующей пленки с пленкой с высоким коэффициентом вытяжки.
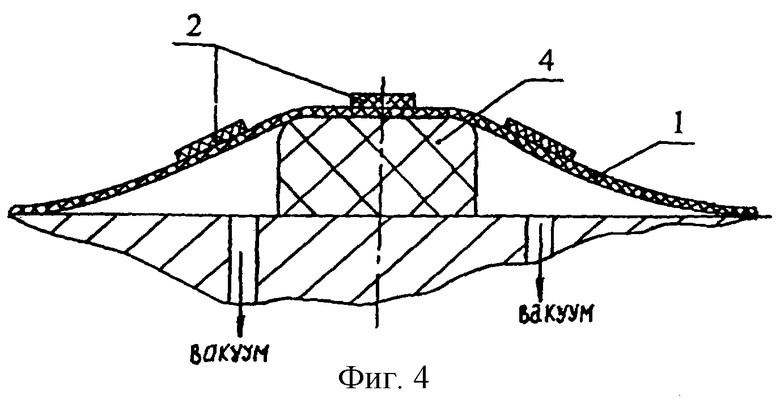
Фиг.4. Ориентирование накладок из армирующей пленки на штампе корпуса воспламенителя перед вакуумформованием.
На Фиг.1-4 обозначено:
1 - пленка с высоким коэффициентом вытяжки;
3 - шаблон;
4 - штамп.
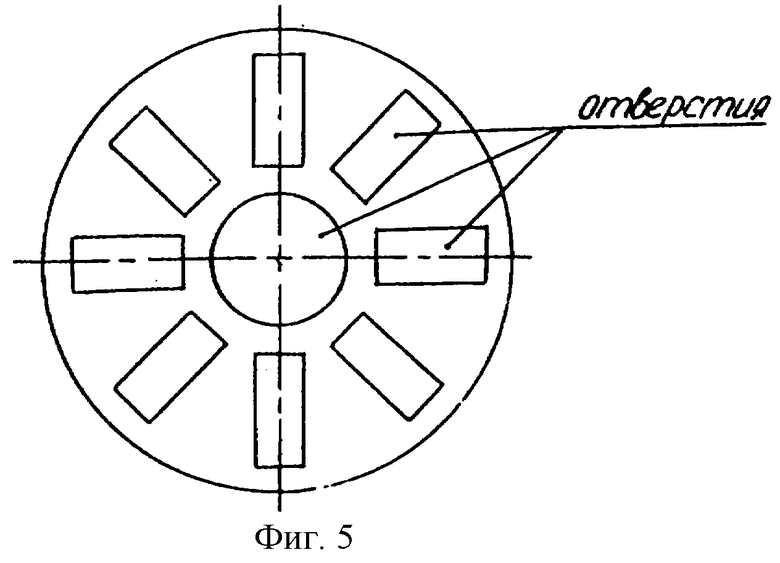
Фиг.5. Вариант шаблона.
Фиг.6. Армирующие элементы (накладки).
Фиг.7. "Армирующая" звездочка.
Фиг.8. Скрепление "армирующей" звездочки с несущей пленкой.
Фиг.9. Пример конструктивного оформления воспламенителя, армированного накладками из армирующей пленки:
5 - навеска воспламенительного состава;
6 - корпус воспламенителя (пленка с высоким коэффициентом вытяжки);
7 - крышка воспламенителя (пленка с высоким коэффициентом вытяжки);
8 - накладки из армирующей пленки;
9 - основной фрикционностойкий слой армирующей пленки (накладки);
10 - ламинирующий слой армирующей пленки (накладки).
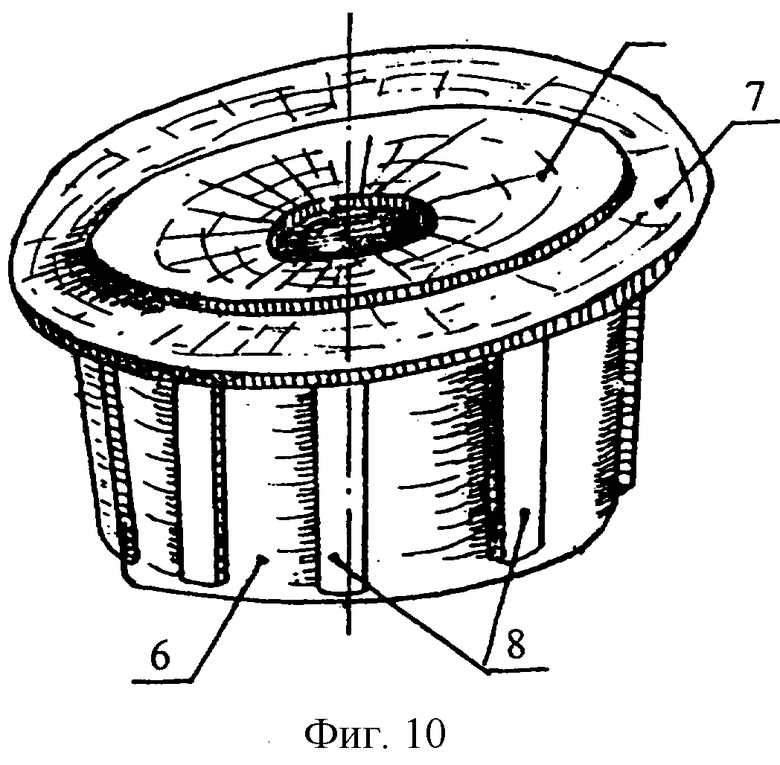
Фиг.10. Общий вид патентуемого воспламенителя.
Подготовленные (Фиг.1) накладки армирующей пленки (2) в виде круга и прямоугольников малой ширины координируют на полотне (1) пленки с высоким коэффициентом вытяжки, например, при помощи плоского шаблона (3) в соответствии с чертежом воспламенителя, и производят скрепление (сварку) с полотном (3) пленочного материала, предназначенного для дальнейшего вакуумформования корпуса воспламенителя. Затем, ориентируя полученную заготовку относительно штампа (4) корпуса воспламенителя, осуществляют вакуумформование корпуса воспламенителя.
Патентуемая конструкция воспламенителя и способ его изготовления позволяют расширить технологические возможности пленочной технологии при изготовлении объемных воспламенителей, за счет применения высокопрочных пленок, не поддающихся вытяжке при формовании. Это, в свою очередь, позволяет существенно повысить эксплуатационную надежность воспламенителей, за счет повышения их механической прочности и фрикционной стойкости.
Практическая реализация конструкции и способа его изготовления.
Для варианта цилиндрического корпуса воспламенителя использовали плоский шаблон (Фиг.5) с круговым вырезом и радиально расходящимися "вырезами-лучами". Причем "вырезы-лучи" отделяются от кругового выреза сплошной перемычкой. При этом заготовка армирующей пленки выполнялась как в виде "звездочки" (Фиг.7), так и в виде "как бы разрезной-звездочки" (Фиг.6).
При скреплении "звездочки" с несущей пленкой образуется раскрепленный подгофрированный участок армирующей пленки (Фиг.8). В этом случае применяли разборный шаблон (3). В случае использования "разрезной звездочки" имеет место чистое раскрепление армированного донышка воспламенителя от прямоугольных участков пленки, армирующих боковую поверхность воспламенителя.
Подготовленную заготовку армированной пленки ориентируют относительно штампа (Фиг.4) и осуществляют вакуумформование корпуса воспламенителя.
При этом необходимая для формования вытяжка реализовалась на пленке с высоким коэффициентом вытяжки (полиэтилен). Изготовленная таким способом конструкция воспламенителя (Фиг.9 и 10) обладает повышенными эксплуатационными характеристиками, в частности, более высокой фрикционной стойкостью (стойкостью к истиранию) при эксплуатационных нагрузках в составе ракет.
Существенными отличительными признаками предложенных конструкции и способа изготовления воспламенителя от известных являются:
1. Операции предварительной подготовки пленочного материала к вакуумформованию корпуса, включающие:
а) вырубку накладок (2) из армирующей пленки необходимой конфигурации (Фиг.1);
б) координирование накладок (2) на полотне пленки (1) с высоким коэффициентов вытяжки с помощью плоского шаблона (Фиг.2);
в) скрепление (сварку) накладок (2) из армирующей пленки с пленкой с высоким коэффициентом вытяжки (Фиг.3);
г) ориентирование подготовленного пленочного материала на штампе (4) корпуса воспламенителя перед вакуумформованием (Фиг.4).
2. Использование в качестве пленки с высоким коэффициентом вытяжки - полиэтиленовой, а в качестве армирующей (для накладок) - полиэтилентерефталатной (лавсановой) ламинированной полиэтиленом и осуществление скрепления пленок сваркой через ламинирующий слой.
3. Оснащение пленочного корпуса воспламенителя армирующими элементами (накладками).
Конструкция патентуемого воспламенителя и способ его изготовления опробованы при изготовлении опытных партий воспламенителей. В качестве пленки с высоким коэффициентом вытяжки использовалась полиэтиленовая, в качестве армирующей - лавсановая, ламинированная полиэтиленом.
Конструкция патентуемого воспламенителя включает в себя (Фиг.10):
- корпус (6);
- крышку (7);
- накладки из армирующей пленки (8);
- навеску воспламенительного состава.
Воспламенитель работает следующим образом:
после подачи форса инициатора (пиропатрона) прожигается (Фиг.10) корпус (6) воспламенителя, зажигается навеска воспламенительного состава (5) и образующиеся газообразные продукты используются для зажжения твердотопливного заряда ракетного двигателя.
Изготовленные конструкции воспламенителей удовлетворительно выдержали механико-климатические и огневые испытания применительно к авиационным ракетам и противотанковым управляемым реактивным снарядам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ПЛЕНОЧНОГО ВОСПЛАМЕНИТЕЛЯ | 2006 |
|
RU2329392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОСПЛАМЕНИТЕЛЯ ТВЕРДОТОПЛИВНОГО ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2251014C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2005 |
|
RU2309282C2 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2011 |
|
RU2476711C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2006 |
|
RU2329391C1 |
| ВОСПЛАМЕНИТЕЛЬ ТВЕРДОТОПЛИВНОГО ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ | 2002 |
|
RU2212557C1 |
| ВОСПЛАМЕНИТЕЛЬ ТВЕРДОТОПЛИВНОГО ЗАРЯДА ДЛЯ РАКЕТНОГО ДВИГАТЕЛЯ | 2010 |
|
RU2432484C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 1999 |
|
RU2170842C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2438033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ПЛЕНОЧНОГО ВОСПЛАМЕНИТЕЛЯ | 2008 |
|
RU2368795C1 |
Изобретение относится к области ракетной техники и может быть использовано при отработке и изготовлении воспламенителей зарядов твердого ракетного топлива. Воспламенитель зарядов твердого ракетного топлива содержит цилиндрический корпус из полимерной пленки с размещенной в нем навеской воспламенительного состава. Корпус воспламенителя выполнен из полимерной пленки с высоким коэффициентом вытяжки, армированным по днищу и боковой поверхности накладками из армирующей пленки. Способ изготовления воспламенителя зарядов твердого ракетного топлива включает вакуумформование корпуса воспламенителя из полимерной пленки с высоким коэффициентом вытяжки. Корпус воспламенителя армируют предварительно вырубленными накладками из армирующей пленки, при этом накладки армирующей пленки координируют, например, с помощью плоского шаблона на полотне пленки с высоким коэффициентом вытяжки. Затем накладки из армирующей пленки скрепляют с пленкой с высоким коэффициентом вытяжки. После чего, ориентируя полученную заготовку относительно штампа корпуса воспламенителя, осуществляют вакуумформование корпуса воспламенителя. Изобретение позволяет повысить эксплуатационную надежность воспламенителя ракетного двигателя твердого топлива. 2 н. и 2 з.п. ф-лы, 10 ил.
| ВОСПЛАМЕНИТЕЛЬ ТВЕРДОТОПЛИВНОГО ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ | 2002 |
|
RU2212557C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 1999 |
|
RU2170842C1 |
| US 4901642 A, 20.02.1990 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| ПРОФИЛЕМЕР | 2002 |
|
RU2244120C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 1971 |
|
SU419319A1 |

