Изобретение относится к флексографии, являющейся вариантом способа высокой печати, при котором применяются эластичные печатные пластины (формы) различной твердости.
Предлагаемый способ можно применять для печати на упаковочных материалах - на тонкой пленке, фольге, пластике и т.д. Это обстоятельство в сочетании с использованием красок низкой вязкости позволяет встраивать флексографские секции в линии поточного производства, где одновременно с отделочными и упаковочными процессами осуществляется и маркировка упаковочной ленты.
Удобство встраивания печатного процесса в линии по производству различных продуктов является тем преимуществом по сравнению с другими способами печати, которые заставляют отдавать предпочтение флексографии, а потому изготовление печатных форм для флексографии актуально и имеет перспективу развития. Предлагаемое изобретение может быть использовано для поточной линии по упаковке готовой продукции, в которой в процессе работы на упаковочную ленту наносится клеймо с текстовой информацией.
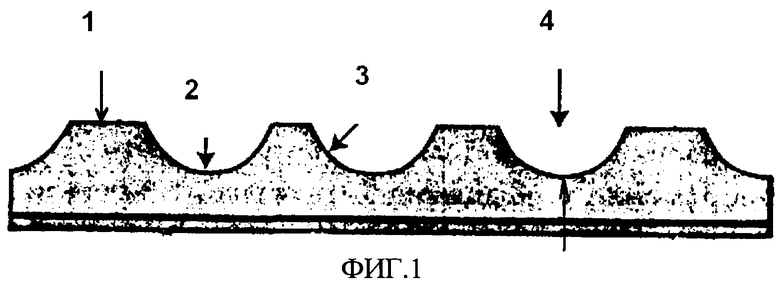
Все флексоформы изготавливаются либо из резины, либо из фотополимеров. Геометрические показатели печатной формы представлены на фиг.1.
Принципиальная схема известного многостадийного формного производства для резиновых и фотополимерных форм показана на фиг.2. Исходным материалом (объектом) в известном производстве является фотооригинал (фотонегатив). Далее следуют такие операции как экспонирование, травление (вымывание), вдавливание металлической патрицы в пластическую массу для получения матрицы и т.д., которые не поддаются точному измерению и регулировке. Так, неточность интегрального облучения светочувствительного материала, изменение концентрации или температуры травильного раствора ведут к неточности углов боковых граней печатающих элементов, неточности глубины рельефа, подтравливанию тонких линий и, в конечном счете, к браку флексоформ, см. RU 2314209. Получение резиновых флексоформ способом лазерного гравирования дает достаточно хороший профиль боковых граней печатающих элементов, но не позволяет размножать полученный продукт кроме как повторно выполнить все операции гравирования, см. RU 2006130804.
Общим недостатком известных способов является экологическое загрязнение окружающей среды сточными водами, травильными растворами или вредными газовыделениями при выжигании пробельных элементов в технологии «компьютер - печатная форма».
Технической задачей изобретения является создание способа изготовления стереотипных матриц для печатных форм, в результате которого получают геометрически точные качественные флексоформы с высокой чистотой поверхности, имеющие низкую себестоимость.
Данный технический результат обеспечивается тем, что в способе изготовления стереотипных матриц для печатных форм путем гравирования, отличающийся тем, что обработку производят вращающимся однолезвийным либо многолезвийным инструментом, одним или последовательно несколькими, режущая кромка которых в оконечной части имеет наклон к оси вращения от 4 до 45° с подачей в направлении движения не более 0,5 диаметра на один оборот инструмента, а скорость вращения режущего инструмента равняется от 20 до 120 тысяч оборотов в минуту.
Изобретение поясняется чертежами, где на:
фиг.1 - геометрические показатели печатной формы;
фиг.2 - схема многостадийного формного производства для резиновых и фотополимерных форм;
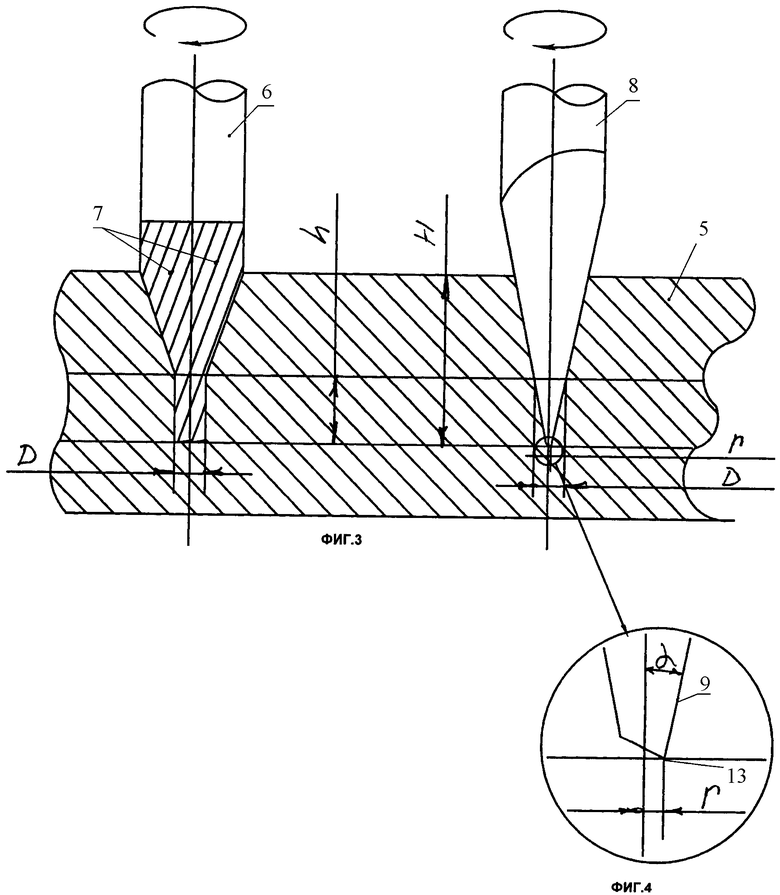
фиг.3 - схематичное изображение процесса;
фиг.4 - угол заточки режущего инструмента;
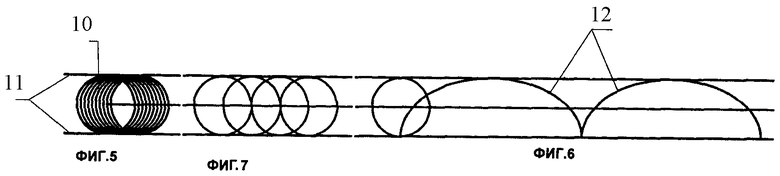
фиг.5-7 - траектории движения режущего инструмента.
Печатная форма в общем виде имеет следующую пространственную форму, фиг.1 - лицевую сторону 1, дно пробела 2, боковую грань печатающего элемента 3 и глубину рельефа 4.
Материал матрицы 5 в соответствии с изобретением может быть обработан либо фрезой 6 с несколькими режущими кромками 7, фиг.3, либо гравером 8 с одной режущей кромкой 9, фиг.4, параметры которых выбираются применительно к каждому конкретному случаю в зависимости от заданной глубины фрезерования Н, ширины линий рисунка, равных диаметру D режущих профилеобразующих кромок фрезы 6, или диаметру, описываемому режущей кромкой гравера 8.
В зависимости от этих параметров выбираются и режимы работы режущего инструмента. Так, подача на оборот фрезы определяется ее режущими свойствами, наличием охлаждения, условиями отвода стружки и прочностными характеристиками самой фрезы. С гравером добавляется вопрос сохранения геометрической формы фрезеруемой канавки. Так, при малых подачах на оборот, траекторию движения вершины режущей кромки гравера (трохоиду) можно с некоторыми допущениями представить в виде концентрических окружностей 10 на фиг.5, огибающие 11 которых в совокупности представляют собой линию движения оси режущего инструмента, образующую канавку шириной 2 г, фиг.4. Причем на стороне канавки, где направление подачи и направление вращения инструмента противоположны, скорости их относительного движения (мгновенная скорость резания) складываются, а на противоположной стороне канавки вычитаются. Там, где скорость выше, чистота поверхности канавки выше, там, где скорость, ниже - поверхность более шершавая. В пределе, когда подача на оборот инструмента будет равна длине окружности, описываемой вершиной режущей кромки гравера, скорость резания на одной из сторон канавки будет равна нулю, а траектория вершины инструмента примет вид циклоиды 12, фиг.6, при его прямолинейном движении либо гипоциклоиды или эпициклоиды при движении по кривой траектории. Подача на оборот не может быть выбрана больше чем г (0,5 диаметра на один оборот инструмента на фиг.7), т.к. при вращении инструмента по часовой стрелке он не может снять больше материала, чем от оси вращения до вершины 13 режущей кромки 9, фиг.4.
Поэтому скорость вращения режущего инструмента выбирается максимально возможной и равняется от 20 до 120 тысяч оборотов в минуту.
Параметр фрезы h выбирается из условия стойкости флексоформы к истиранию и, как правило, равен величине износа клише за один цикл работы (смену, тираж и т.д.).
Флексоформа, изготовленная путем обработки матрицы фрезой указанной формы, в процессе работы поддерживает ширину линий на протяжении всего времени износа формы, но стоимость фрезы по сравнению со стоимостью гравера очень высока. Иногда, из экономических соображений, целесообразнее изготовить несколько флексоформ по матрице, выполненной гравером 8, форма которого показана на фиг.4, с условием, что производя вовремя их замену, ширина линий не выходила за заданные пределы. С этой же целью желательно угол заточки гравера α, фиг.4, делать по возможности минимальным: от 4 до 45°. Именно такие углы заточки и обеспечивают получение качественных флексоформ, и ширина линий не будет выходить за заданные пределы. При углах, выходящих за эти пределы, как установлено экспериментально, указанное выше условие не соблюдается.
Минимальная ширина линий, полученных предлагаемым способом, может быть равна 0,05-0,1 мм. Поэтому предлагаемое техническое решение может найти применение для штриховых рисунков и текстовых материалов с высотой букв не менее 0.8 мм, например, для маркировки продуктов в поточной линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ СО МНОЖЕСТВОМ ИДЕНТИЧНЫХ РИСУНКОВ | 2008 |
|
RU2487801C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 2010 |
|
RU2446917C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ И ПОЛОЖЕНИЯ РЕЖУЩИХ КРОМОК ОДНОЛЕЗВИЙНЫХ, СБОРНЫХ МНОГОЛЕЗВИЙНЫХ И ОСЕВЫХ ИНСТРУМЕНТОВ | 2005 |
|
RU2320457C2 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ ультразвуковой обработки | 1971 |
|
SU445474A1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2011 |
|
RU2496629C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЛЕЗВИЙНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2006 |
|
RU2306208C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| Устройство для измерения линейных размеров | 1977 |
|
SU744223A1 |
| Способ обработки на токарном станке, имеющем узел с вращающимся валом, и устройство для его реализации | 2019 |
|
RU2739461C1 |

Изобретение относится к флексографии и касается способа изготовления стереотипных матриц для печатных форм путем гравирования. Обработку производят вращающимся однолезвийным либо многолезвийным инструментом, одним или последовательно несколькими. Режущая кромка инструмента в оконечной части имеет наклон к оси вращения от 4 до 45 градусов с подачей в направлении движения не более 0,5 диаметра на один оборот инструмента. Скорость вращения режущего инструмента выбирается максимально возможной и равняется от 20 до 120 тысяч оборотов в минуту. Изобретение обеспечивает получение геометрически точной качественной флексоформы с высокой чистотой поверхности. 7 ил.
Способ изготовления стереотипных матриц для печатных форм путем гравирования, отличающийся тем, что обработку производят вращающимся однолезвийным либо многолезвийным инструментом, одним или последовательно несколькими, режущая кромка которых в оконечной части имеет наклон к оси вращения от 4 до 45° с подачей в направлении движения не более 0,5 диаметра на один оборот инструмента, а скорость вращения режущего инструмента выбирается максимально возможной и равняется от 20 до 120 тысяч оборотов в минуту.
| RU 2006130804, 20.03.2008 | |||
| КОМПОЗИЦИИ, СОДЕРЖАЩИЕ ГИДРОКСИФУНКЦИОНАЛЬНУЮ АЛКИЛПОЛИМОЧЕВИНУ | 2017 |
|
RU2733716C2 |
| СПОСОБ ГЛУБОКОЙ ПЕЧАТИ СО СТАЛЬНЫХ ГРАВЮР ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОГО ОТ ПОДДЕЛКИ ДОКУМЕНТА, А ТАКЖЕ СТАЛЬНАЯ ПЕЧАТНАЯ ФОРМА ДЛЯ ГЛУБОКОЙ ПЕЧАТИ И ПРОМЕЖУТОЧНЫЕ ИЗДЕЛИЯ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2314209C2 |
| NL 8800419 A, 18.09.1989 | |||
| УСТАНОВКА ДЛЯ ОСУШКИ ПРИРОДНОГО ГАЗА | 1997 |
|
RU2119815C1 |
| Способ изготовления гальваностереотипных матриц | 1978 |
|
SU765021A1 |

