1
Изобретение относнтся к измерительной технике, а имеиио к устройствам для измереиия линейных размеров, и может быть нспользовано для нзмерения ширииы шлифования при вредном нллице- и зубошлифо- 5 ванни.
Известно устройство для из.мерения лннейных размеров, включающее диафрагму и вращаюш,иеся развертывающие барабаны 1.Ю
Устройство не может быть использовано для замера ширииы шлифования.
Наиболее близким техническим решением к изобретению является устройство 15 для измерення линейных размеров, содержащее корпус, последовательно установленные в корнусе приемную и оптпческую системы, лииейку фотодатчиков и блок суммирования результатов измерения 2. 20
Устройство позволяет замерить линейные размеры объекта но числу заявленных фотодатчиков, расположенных поперек движения замеряемого объекта.
Недостатком известного устройства явля- 25 ется то, что применительно к шлифованию, в зсловиях интенсивного микрообразования, оно является слабо номехозащищенным и имеет иизкую точность при сложных поверхпостях шлифования.30
Целью изобретения является повышение точностп измерення н помехоустойчивости.
Указаниая цель достнгается тем, что корАс располагается под углом к оси вращения шлифовального круга, а устройство снабжено донолнительнымн шейкамн фотодатчиков, расиоложенных в несколько рядов в форме матрнчного преобразователя, управляющими ключами, число которых равно числу фотодатчиков и логическими ячейками И, число которых равно числу столбцов матрицы, ряды фотодатчпков в матрице смещены относительно друг друга в соответствии с ироекцией профиля шлифовальиого круга на плоскость матрицы, в каждо1М столбце матрицы выходы всех фотодатчиков соединены через управляющие ключи со входами соответствующей ячей-. ки И, а выходы ячеек И соединены со входами блока сзммировання, а также каждая И выполнена с весом
/ o-Sin(-a).
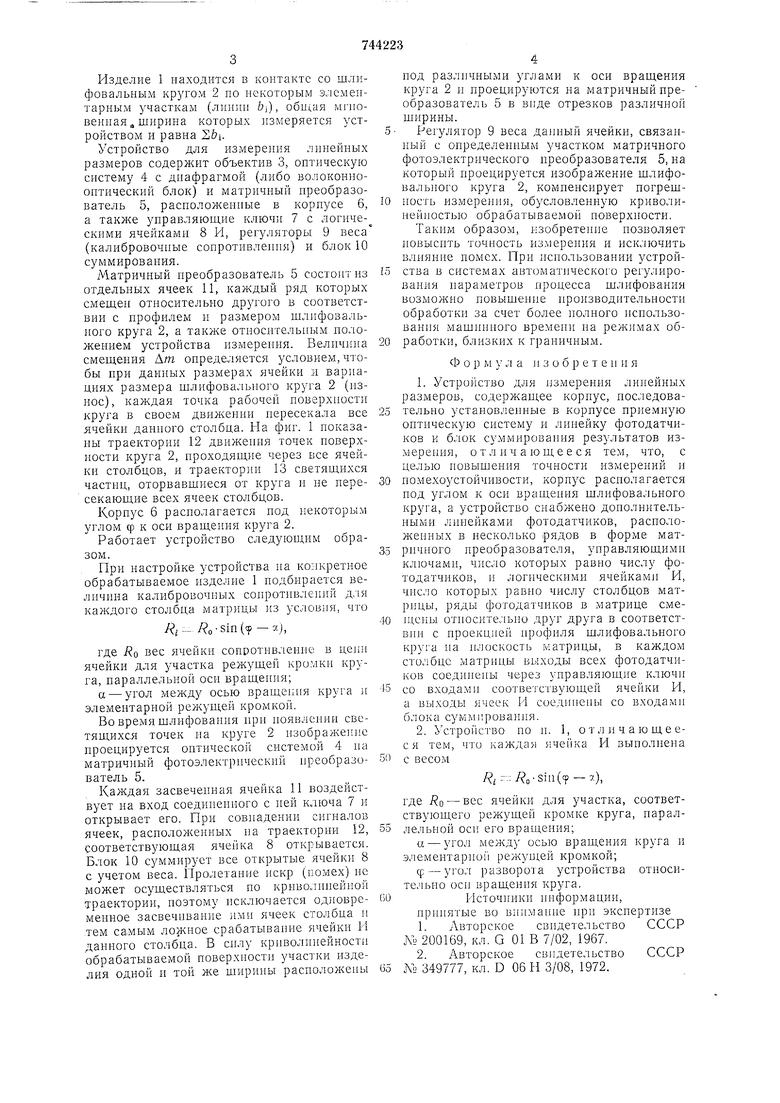
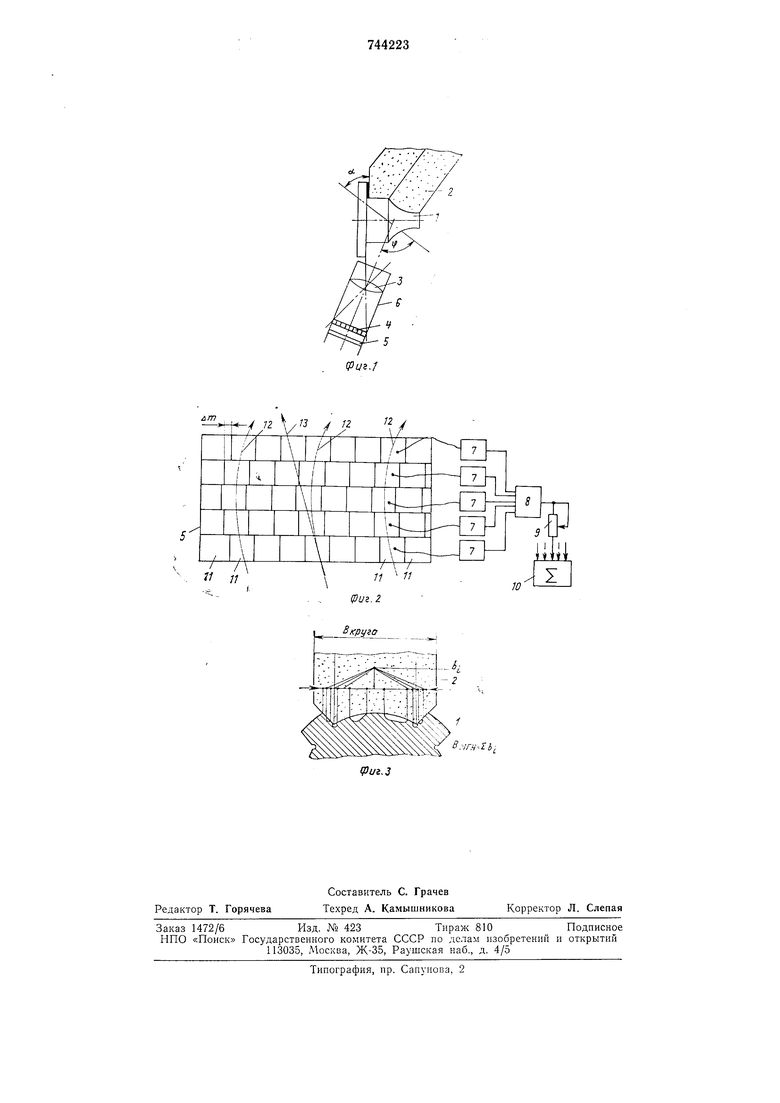
На фиг. 1 изображена схема взаимного расположения изделия шлифовальиого круга н устройства для измереппя линейных размеров; иа фиг. 2 - схема предлагаемого устройства; на фиг. 3 - мгновенная щирпиа контакта шлнфовального круга и пзделия, схема.
Изделие 1 находится в контакте со шлифовальным кругом 2 ио некоторым элементарным участкам (линии bj), общая мгновенная ширина которых измеряется устройством и равна 2&ь
Устройство для измерения линейных размеров содерлсит объектив 3, оптическую систему 4 с диафрагмой (либо волоконнооптический блок) и матричный преобразователь 5, расположенные в корпусе 6, а также управляющие ключи 7 с логическими ячейками 8 И, регуляторы 9 веса (калибровочные сопротивлепия) и блок 10 суммирования.
Матричный преобразователь 5 состоит из отдельных ячеек 11, каждый ряд которых смещен относительно другого в соответствии с профилем и размером щлифовального круга 2, а также относительным положением устройства измерения. Е)еличи11а смещения А/п определяется условием, чтобы при данных размерах ячейки и вариациях размера шлифовального круга 2 (износ), каждая точка рабочей иоверхпости круга в своем движепии пересекала все ячейкп данного столбца. На фиг. 1 ноказаны траектории 12 движения точек поверхности круга 2, проходящие через все ячейкп столбцов, и траектории 13 светящихся частиц, оторвавшиеся от круга п не пересекающие всех ячеек столбцов.
Корпус 6 располагается под некоторым углом ф к оси вращения круга 2.
Работает устройство следующим образом.
При иастройке устройства на конкретиое обрабатываемое изделие 1 иодбирается величина калибровочных сонротивлений для каждого столбца матрицы из условия, что
./(:- / o-Sin(p-я),
где RO вес ячейки соиоотив.тепие в цени ячейки для участка режущей кромки круга, параллельной оси вращеиия;
а - угол между осью вращеиия круга и элементарной режущей кромкой.
Во время щлнфования при иоявлепни светящихся точек иа круге 2 изображение проецируется оитической системой 4 иа матричный фотоэлектрический преобразователь 5.
Каждая засвеченная ячейка И воздействует на вход соединенного с ией ключа 7 и открывает его. При совиадении сигналов ячеек, расноложенных па траектории 12, соответствующая ячейка 8 открывается. Блок 10 сзммирует все открытые ячейки 8 с учетом веса. Пролетание искр (помех) ие может осуществляться по криволипейной траектории, поэтому исключается одновременное засвечнвание ими ячеек столбца и тем самым ложное срабатывание ячейкн И данного столбца. В силу криволинейностг обрабатываемой поверхиости участки изделия одной и той же ширины расположены
4
под различными углами к оси вращения круга 2 и проецируются на матричный преобразователь 5 в внде отрезков различной щирины.
Регулятор 9 веса данный ячейки, связаиный с определеппым участком матричного фотоэлектрического преобразователя 5, на который ироецируется изображение шлифовального круга 2, комненсирует погрешность измереиия, обусловленную криволинейностью обрабатываемой новерхности.
Такнм образом, изобретенне позволяет повысить точность измерения и исключить влияиие помех. При использовании Зстройства в системах автоматического регулирования параметров процесса шлифования возмол ;ио иовышеиие ироизводительиости обработки за счет более иолного нспользоваиия машиииого времени па режимах обработки, близких к граиичиым.
Ф о р м } л а и 3 о б р е т е и и я
1.Устройство для измерения линейных размеров, содержащее корпус, последовательно установленные в корпусе приемную оптическую систему и липейку фотодатчиков и блок суммировапия результатов измерения, отличающееся тем, что, с целью иовышеиия точности измерений и иомехоустойчивости, корпус расиолагается под углом к оси вращеиия шлифовального круга, а устройство снабжено донолнительнымн линейками фотодатчиков, расположенных в песколько рядов в форме матрпчного преобразователя, управляющими ключами, число которых равио числу фотодатчиков, и логическими ячейками П, число которых равно числу столбцов матрицы, ряды фотодатчпков в матрице смеи.1,сиы отиосителыю друг друга в соответствии с ироекцией ирофиля шлифовальпого круга иа плоскость матрицы, в каждом столбце матрицы выходы всех фотодатчиков соедииены через унравляющие ключи со входами соответствующей ячейки И, а выходы ячеек И соедииеиы со входами блока сумм1 рования.
2.Устройство по п. 1, отличающееИ выиолпена
что каждая ячейка
ся тем, с весом
vR;---;/ „ sin(tF - ),
где 0 - вес ячейки для участка, соответствующего режущей кромке круга, нараллельной оси его вращения;
а - угол между осью вращения круга и элементарно; режун1,ей кромкой;
Ф - угол разворота устройства относительно осп вращения круга.
Источники ииформации,
ирииятые во виимаиие при экспертизе
1.Авторское свидетельство СССР 200169, кл. G 01 В 7/02, 1967.
2.Авторское свидетельство СССР Л1 349777, кл. D 06 И 3/08, 1972.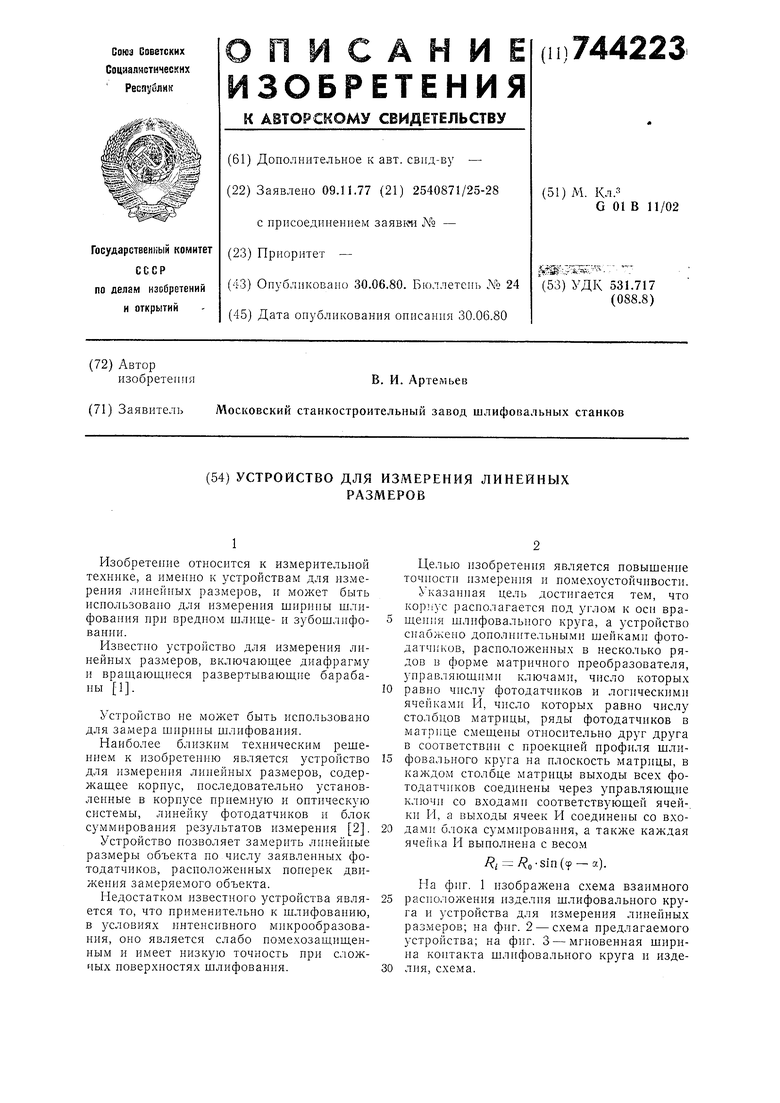
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного профилирования шлифовальных кругов | 1976 |
|
SU599950A1 |
| Устройство для автоматической стабилизации скорости шлифования | 1982 |
|
SU1046077A1 |
| Устройство для решения транспортных задач | 1985 |
|
SU1305705A1 |
| Устройство для регулирования скорости резания | 1976 |
|
SU878541A1 |
| Устройство для адаптивного управления шлифовальным станком | 1980 |
|
SU979081A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ, ТЕРМОЭЛЕКТРОННОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ С АВТОЭЛЕКТРОННОЙ ЭМИССИЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2447411C1 |
| Аналоговое запоминающее устройство | 1988 |
|
SU1535232A1 |
| Способ определения жесткости отдельных узлов металлорежущего станка | 1983 |
|
SU1164038A1 |
| Устройство для измерения плоских углов | 1988 |
|
SU1567885A1 |
Вкруго
Щ- ,П,
