Изобретения относятся к металлургии и могут быть использованы при внепечной обработке расплавов, в частности стали и чугуна, в процессах их раскисления, легирования, рафинирования или модифицирования.
Известно устройство для удаления шлака с поверхности расплава, содержащегося в металлургической емкости, имеющее рабочий орган из жаропрочной стали, выполненный в виде полого цилиндра с вертикальной диаметральной перегородкой [1]. Такое устройство содержит также приводную тележку, установленную на рельсы, и стрелу, смонтированную на тележке с возможностью наклона в вертикальной плоскости. На конце стрелы закреплен рабочий орган, перемещающий шлак к сливному носку во время возвратно-поступательных движений тележки с помощью силового цилиндра. Это устройство может быть расположено рядом с металлургической емкостью, либо установлено на специальных площадях в цехе вдали от сталеплавильных агрегатов, что ведет к охлаждению шлака при транспортировке ковша и повышению трудоемкости его удаления. Оно имеет большие габариты и эффективно работает только с ванной, имеющей в плане овальное сечение. Главный же недостаток - это узкая область применения. Устройство предназначено только для удаления шлака и непригодно для корректирования химического состава расплава введением реагентов, а также для изменения, при необходимости, температуры расплава.
Известна пористая керамическая структура в виде керамического элемента с проницаемыми порами, на поверхность стенок которых нанесен порошкообразный ультрадисперсный или углеродсодержащий реагент, например графит или пироуглерод [2]. Такой элемент предназначен для комплексной обработки металлических расплавов. Фильтруемый расплав, перемещаясь через поры структуры, контактирует со всей поверхностью, на которую нанесено покрытие. Вследствие этого идет смывание нанесенного порошка в расплав, а в отдельных случаях возможно химическое взаимодействие расплава с реагентом. Использование этого изобретения приводит к значительному снижению в расплаве количества неметаллических включений как за счет эффекта механической задержки частиц, размер которых больше размера пор, так и вследствие удержания в порах более мелких включений за счет адгезионных процессов. Таким образом, происходит комплексная обработка расплава - фильтрационное рафинирование с одновременным его модифицированием. Недостатком такого керамического элемента является то, что в зависимости от типа пропускаемого расплава требуются разные составы керамики, ее структуры, обладающие определенными термостойкостью, огнеупорностью, размерами пор, а также порошкообразные реагенты, имеющие разные структуры и свойства. Недостатками являются также, как и в предыдущем случае, недостаточно широкая область применения, ограниченная корректировка химсостава расплава.
Известна технология обработки расплава с помощью устройства для легирования металла в ковше [3]. Обработка включает перемешивание жидкого металла продувкой его инертным газом, введение в расплав легирующих элементов и раскислителей с помощью трубы с огнеупорным покрытием. На нижнем конце трубы концентрически ей закреплен блок реагентов в виде контейнера с отсеками, куда загружены реагенты. Блок реагентов выполнен многоярусным, причем количество ярусов в блоке соответствует количеству видов реагентов, которые вводятся. Сначала легирующие элементы и раскислители погружают в металл на 3-5 с на глубину 50-200 мм от поверхности расплава, поднимают и выдерживают на воздухе в течение 2-3 минут, потом снова периодически погружают их в металл на глубину, увеличивающуюся с каждым погружением на 200-400 мм до образования монолитного блока из кусков легирующих, который погружают на глубину 100-200 мм от дна ковша при одновременной продувке инертным газом. Недостатком такой технологии является то, что при многократных погружениях и поднятиях значительное количество реагентов усваивается шлаком вследствие прохождения сквозь него блока реагентов. Недостатком являются и значительные затраты инертного газа, а также необходимость оборудования для его подведения. Кроме того, такое устройство не решает проблемы комплексной обработки расплава металла.
Известны конструкции устройств для обработки стали в расплавленном состоянии путем ввода раскислителей, различных реагентов или десульфураторов под уровень металла в ковше [4] и [5]. В первом случае устройство, предназначенное для ввода алюминия в ковш, включает вертикальную телескопическую колонну, привод и штангу для укрепления на ней чушек алюминия. Штангу с чушками подают к сталеразливочному ковшу погрузчиком. Недостатками устройства являются отсутствие возможности замера температуры расплава в процессе его обработки, сложная и ненадежная конструкция колонны, расположенная на нескольких горизонтах. Устройство это, предназначенное только для ввода раскислителя, не обеспечивает комплексной обработки стали. Во втором случае [5] конструкция устройства, кроме ввода в расплав алюминия, позволяет измерять температуру расплава и вести процесс рафинирования стали по оптимальному режиму. Это устройство дополнительно содержит тележку, перемещаемую по направляющим колонны. На тележке соосно установлены труба и пневматический цилиндр со штоком. В трубе размещен термозонд, соединенный со штоком пневматического цилиндра. На нижнем конце трубы имеются крепежные элементы для фиксации штанги с чушками алюминия. Недостатками этих устройств являются ограниченный набор реагентов и низкое качество получаемого расплава вследствие его неоднородности по всему объему ковша из-за отсутствия возможности его перемешивания с добавками.
Известен способ ввода в расплавы металлов легкоплавких и легкоокисляемых легирующих и раскисливающих реагентов, включающий послойное размещение расчетного количества этих реагентов в контейнеры в виде металлических капсул, конструкционные элементы которых выполнены из материала на основе компонентов металлического расплава, погружение загруженных контейнеров в расплав и выдерживание их там до расплавления реагентов [6]. Одновременно происходит перемешивание расплава реактивными газожидкостными струями, вытекающими из отверстий в контейнере в тангенциальных направлениях по отношению к нему. При этом усиливается эффект «разбрызгивания» жидких легирующих элементов, которые выталкиваются из контейнера под напором газов, образующихся в процессе расплавления реагентов. При прохождении реагентов сквозь тангенциальные отверстия возникают круговые реактивные силы, заставляющие контейнер вращаться, то есть тангенциальные каналы вместе со струями реагентов, которые из них выбрасываются, представляют собой реактивный движитель. Вместе с контейнером начинают вращаться и близкие к нему слои расплава.
Недостатком такой технологии является необходимость применения большого количества капсул, что, однако, не решает проблемы обеспечения однородности распределения реагентов в расплаве из-за не контролированных и неуправляемых траекторий движения капсул в расплаве. Необходимы точные расчеты и жесткие допуски, касающиеся плотности капсул при их изготовлении, чтобы они, вращаясь самопроизвольно, зависали на средней глубине расплава. При этом согласование необходимой плотности капсул и требуемого состава реагентов - сложная техническая задача.
Наиболее близким по технической сущности и достигаемому результату к изобретениям, которые заявляются, является способ ввода реагентов в расплав и перемешивания расплава металла, осуществляемый с помощью устройства, включающего рабочее тело, снабженное реактивным движителем и представляющее собой струйно-вихревой смеситель [7]. Эти технические решения и взяты в качестве прототипов. Данный способ включает послойное размещение дозированного количества реагентов в контейнере рабочего тела, принудительное погружение заполненного контейнера в расплав с помощью вертикальной опоры, формирование слоя шлака, перемешивание расплава струйными и вихревыми течениями, создаваемыми возвратно-поступательным движением смесителя в вертикальном направлении и вытекающими из него газожидкостными реактивными струями, образованными реактивным движителем, генерирующим импульсы кинетической энергии за счет последовательного расплавления и испарения порций соответствующего реагента, например магния, выдерживание рабочего тела в расплаве до его расплавления с одновременным перемешиванием и введением раскисляющих, и/или легирующих, и/или рафинирующих, и/или модифицирующих добавок. Устройство для осуществления этого способа содержит рабочее тело, снабженное воздействующим на обрабатываемый расплав реактивным движителем, и является струйно-вихревым смесителем, формирующим импульсно-реактивные спирально завихренные газожидкостные струи реагентов в расплаве. Рабочее тело выполнено в форме контейнера, включающего обечайку и горизонтальные стенки и заполненного дозированным количеством послойно размещенных реагентов. Реактивный движитель содержит в качестве источника кинетической энергии для формирования реактивных струй реагент с температурой испарения меньшей, чем температура расплава, например магний. Рабочее тело концентрично расположено, жестко закреплено на вертикальной опоре, которая с помощью манипулятора имеет возможность возвратно-поступательного движения в вертикальном направлении и имеет тепловой экран слоев реагентов со ступенчато изменяющейся толщиной. Тепловой экран имеет вид торцевых дисков переменной толщины, ступенчато уменьшающейся с наружной стороны от центра к периферии. Каждой группе реагентов соответствует определенная толщина теплового экрана, обеспечивающая требуемую скорость подведения тепла из расплава к реагентам с целью последовательного их расплавления. Толщина экрана выбирается из условия расплавления его последней ступени одновременно с последним центральным слоем реагентов. Недостатком данной технологии и устройства является недостаточная эффективность перемешивания реагентов в расплаве из-за уменьшения площади контактирования рабочего тела с расплавом в процессе его растворения ослаблением действия реактивных сил, что ухудшает химическую однородность расплава. Кроме того, такая технология не обеспечивает комплексной обработки расплава, главным образом, удаления неметаллических включений и шлака.
Задачей, на решение которой направлено изобретение, является разработка конструкции модуля для комплексной обработки металла в ковше с повышением его качества.
Заявленный передвижной модуль для решения поставленной задачи позволяет достичь технического результата, заключающегося в повышении качества расплава за счет более равномерного распределения в его объеме вводимых добавок и лучшего их усвоения вследствие более эффективного перемешивания расплава с реагентами новой конструкцией рабочего тела предложенного модуля. Кроме того, оснащение смесителя сорбционно-рафинирующей системой позволяет в одном цикле обработки расплава удалять неметаллические включения и шлак, что также повышает и эффективность обработки и качество расплава.
Передвижной модуль для комплексной обработки металла в ковше содержит рабочее тело, являющееся струйно-вихревым смесителем в виде контейнера, выполненного из горизонтальных стенок в обечайке, заполненного дозированным количеством горизонтально послойно размещенных, по меньшей мере, одним набором реагентов, с реактивным движителем, создающим импульсно-реактивные спирально завихренные газожидкостные струи реагентов в расплаве, причем рабочее тело концентрично и жестко закреплено на вертикальной опоре с возможностью возвратно-поступательного движения в вертикальном направлении посредством манипулятора, отличающийся тем, что он снабжен расположенной над рабочим телом и соосно с ним сорбционно-рафинирующей системой подачи в ковш корректирующих химический состав расплава реагентов, при этом обечайка выполнена со ступенчато изменяющейся толщиной и служит тепловым экраном горизонтальных слоев реагентов, реактивный движитель выполнен в виде расположенных на вертикальной опоре над контейнером и под ним двух реакторов, каждый из которых состоит из источника кинетической энергии в виде реагента с температурой испарения меньшей, чем температура расплава, и направляющих элементов для формирования реактивных струй, а также охватывающего их ступенчатого теплового экрана, манипулятор выполнен в виде подвижной в вертикальном направлении консоли, имеющей возможность поворота вокруг вертикальной оси и снабженной на свободных концах элементами крепления, сорбционно-рафинирующая система для удаления неметаллических включений и шлака содержит рабочий орган, закрепленный, по меньшей мере, двумя жесткими тягами на консоли, имеющей возможность возвратно-поступательного движения в вертикальном направлении независимо от движения рабочего тела в этом направлении и поворота вокруг вертикальной оси аналогично и синхронно с поворотом манипулятора, система подачи в ковш корректирующих химический состав добавок выполнена в виде установленных на поворотной консоли минибункеров-дозаторов, при этом все узлы передвижного модуля установлены на имеющей электропривод колесной платформе с колонной, на которой смонтированы вышеуказанные консоли с электроприводами.
Вертикальная опора рабочего тела выполнена в виде футерованной стальной трубы.
Жесткие тяги сорбционно-рафинирующей системы выполнены пустотелыми в виде футерованных стальных труб, внутри которых размещены пробоотборник и термозонд.
Днище рабочего органа сорбционно-рафинирующей системы снабжено наружной защитной алюминиевой шайбой.
Кроме того, он снабжен дополнительным рабочим телом, причем вышеупомянутые консоли выполнены двуплечими, и на каждом плече расположено рабочее тело.
Сущность изобретения состоит в том, что в известном передвижном модуле для комплексной обработки металла в ковше, содержащем рабочее тело в виде импульсно-динамического устройства (ИДУ), действующего как струйно-вихревой смеситель, имеющее по меньшей мере один набор реагентов, снабженное воздействующим на обрабатываемый расплав реактивным движителем, создающим импульсно-реактивные спирально завихренные газожидкостные струи реагентов в расплаве, и выполненное в форме контейнера, включающего обечайку и горизонтальные стенки и заполненного дозированным количеством послойно размещенных реагентов, реактивный движитель содержит в качестве источника кинетической энергии для формирования реактивных струй реагент с температурой испарения меньшей, чем температура расплава, например магний, причем рабочее тело концентрично расположено, жестко закреплено на вертикальной опоре, имеющей посредством манипулятора ИДУ возможность возвратно-поступательного движения в вертикальном направлении и имеет тепловой экран слоев реагентов со ступенчато изменяющейся толщиной, согласно предложенному техническому решению, реагенты расположены в контейнере рабочего тела горизонтальными слоями, тепловым экраном служит обечайка контейнера рабочего тела, а реактивный движитель ИДУ выполнен в виде находящихся вне контейнера на вертикальной опоре двух реакторов, один из которых размещен над контейнером, а другой под ним, каждый реактор включает источник кинетической энергии и направляющие элементы для формирования реактивных струй, а также охватывающий их ступенчатый тепловой экран, манипулятор ИДУ выполнен в виде подвижной в вертикальном направлении консоли, имеющей возможность поворота вокруг вертикальной оси и снабженной на свободных концах элементами крепления, ИДУ имеет расположенную над рабочим телом и соосно с ним сорбционно-рафинирующую систему для удаления неметаллических включений и шлака, содержащую погружаемый в расплав рабочий орган в виде емкости, включающей обечайку и керамическое перфорированное днище с центральным отверстием для свободного прохождения сквозь него вертикальной опоры рабочего тела, рабочий орган закреплен по меньшей мере двумя жесткими тягами на консоли, имеющей возможность возвратно-поступательного движения в вертикальном направлении независимо от движения рабочего тела в этом направлении и поворота вокруг вертикальной оси аналогично и синхронно с поворотом манипулятора ИДУ, а модуль снабжен системой подачи в ковш корректирующих химсостав реагентов в виде установленных на поворотной консоли минибункеров-дозаторов, при этом все узлы модуля установлены на имеющей электропривод колесной платформе с колонной, на которой смонтированы подвижные консоли и их электроприводы. Крепежные тяги сорбционно-рафинирующей системы могут быть выполнены пустотелыми, в виде футерованных стальных труб, внутри которых размещены пробоотборник и термозонд. Для предотвращения залипания отверстий в днище сорбционно-рафинирующей системы шлаком, оно может быть снабжено наружной защитной алюминиевой шайбой. Увеличить производительность модуля можно, выполнив подвижные консоли двуплечими для закрепления на их свободных концах двух импульсно-динамических устройств. Для интенсификации перемешивания расплава металла вертикальная опора может быть выполнена в виде футерованной стальной трубы, через которую подают инертный газ, например аргон.
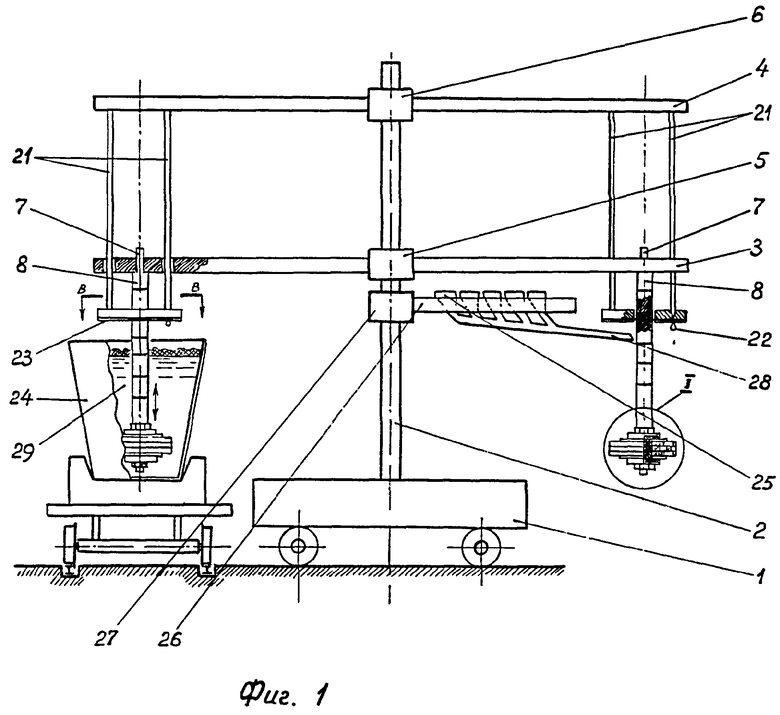
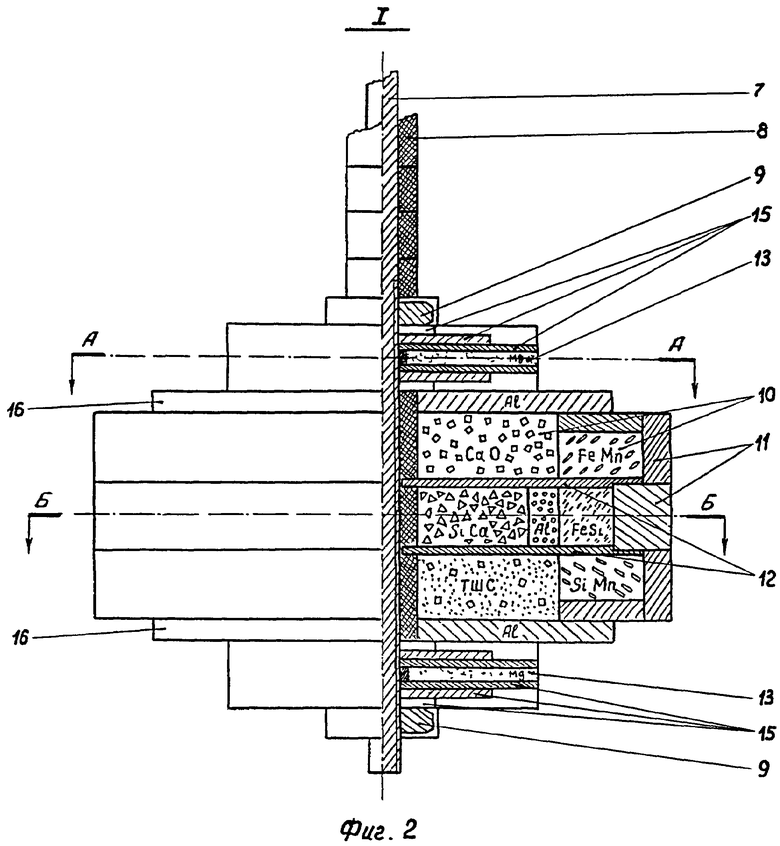
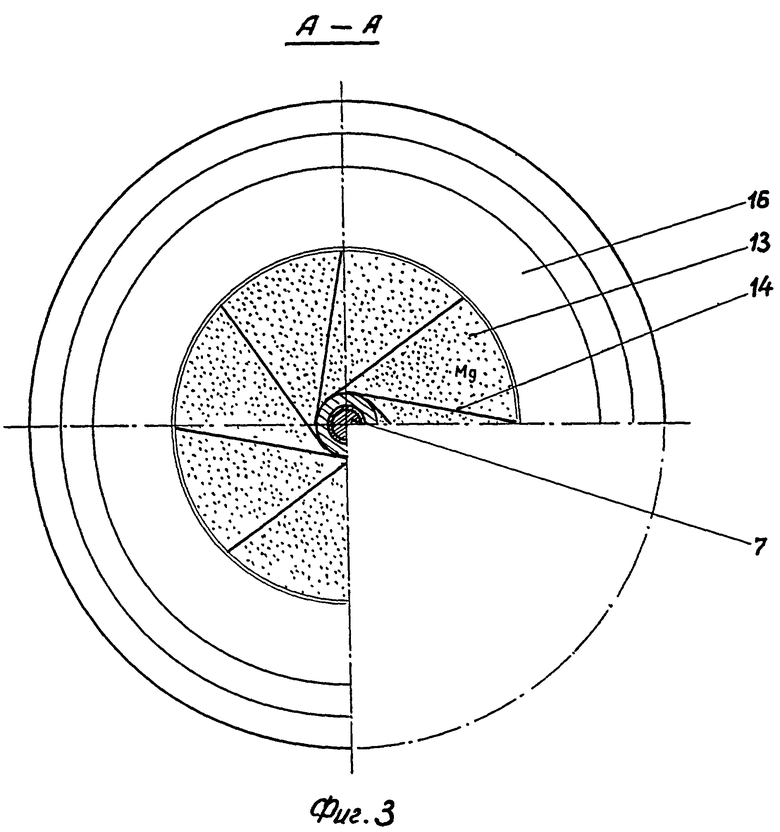
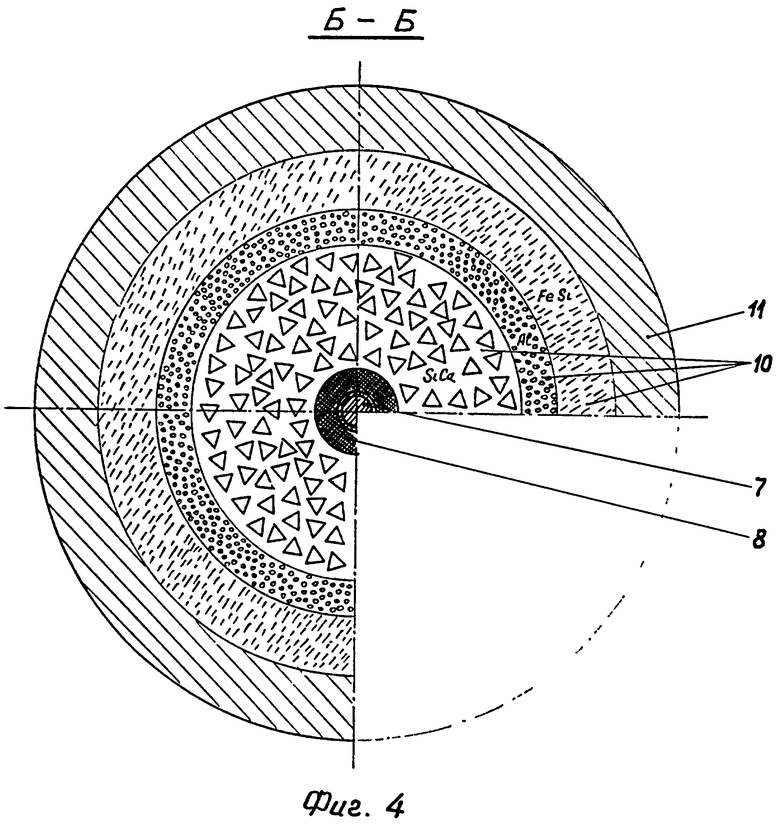
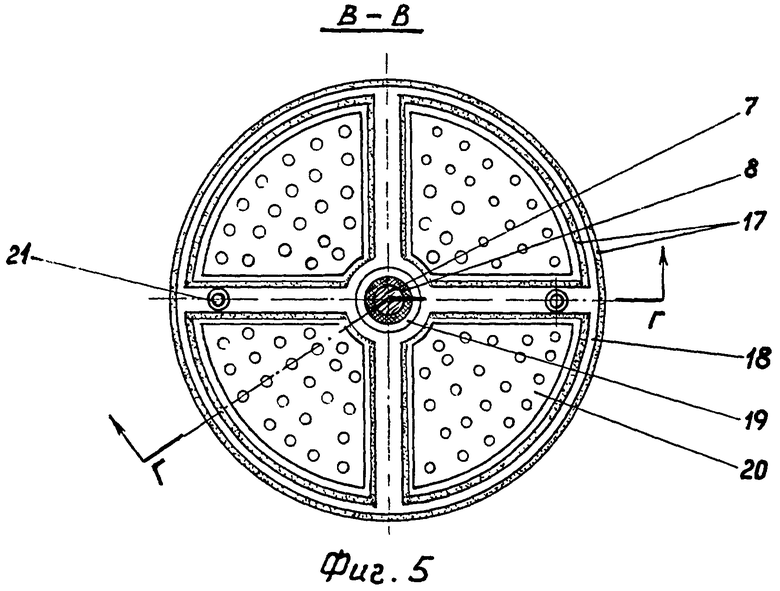
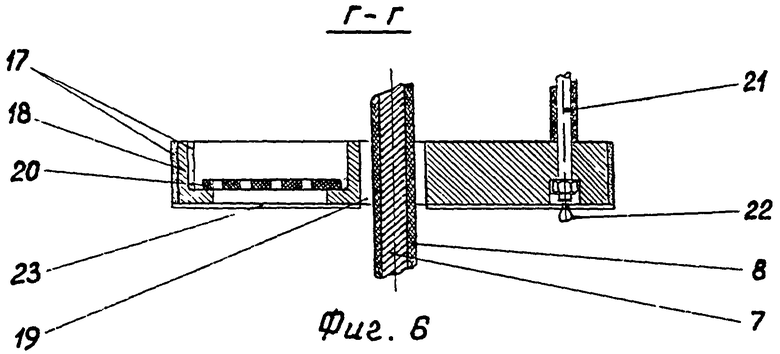
На приведенных чертежах изображена конструкция заявленного передвижного модуля: на фиг.1 представлен его общий вид в начале процесса обработки расплава с частичным разрезом ковша и частичным сечением импульсно-динамического устройства (ИДУ) вертикальной осевой плоскостью; на фиг.2 показано рабочее тела модуля, закрепленное на вертикальной опоре (узел I в увеличенном масштабе, выделенный на фиг.1); на фиг.3 и 4 показаны сечения рабочего тела горизонтальными плоскостями А-А и Б-Б на фиг.2; на фиг.5 показано в увеличенном масштабе сечение сорбционно-рафинирующей системы горизонтальной плоскостью В-В на фиг.1; на фиг.6 представлен разрез рабочего органа сорбционно-рафинирующей системы вертикальными плоскостями по линии Г-Г на фиг.5.
Передвижной модуль для комплексной обработки металла в ковше (фиг.1) включает в себя колесную платформу 1 с электроприводом (на чертеже не показан), на которой симметрично закреплена несущая колонна 2. На колонне смонтированы подвижные двуплечие консоли 3 и 4, имеющие электроприводы 5 и 6 соответственно. Обе консоли имеют возможность синхронного друг с другом и в одном направлении поворота вокруг вертикальной оси, а также независимого возвратно-поступательного движения по колонне в вертикальном направлении. На свободных концах консоли 3, служащей манипулятором ИДУ, с помощью, например, цанговых зажимов, закреплены вертикальные опоры в виде стальных стержней 7 с футеровочными втулками 8. На нижние концы вертикальных опор 7, 8 надеты и жестко закреплены с помощью гаек 9 рабочие тела в виде ИДУ, действующих как струйно-вихревые смесители, имеющие наборы реагентов в виде групп коаксиально расположенных кольцевых элементов 10 (см. фиг.2 и 4). Рабочие тела выполнены в форме контейнеров, включающих обечайки 11 и горизонтальные стенки 12, делящие контейнер на отсеки, заполненные дозированным количеством элементов 10. Обечайки 11 отсеков имеют ступенчато меняющуюся толщину и служат тепловыми экранами горизонтальных слоев реагентов. Для создания импульсно-реактивных спирально завихренных газожидкостных струй реагентов в расплаве рабочее тело снабжено воздействующим на обрабатываемый расплав реактивным движителем, который содержит в качестве источника кинетической энергии для формирования реактивных струй реагент с температурой испарения меньшей, чем температура расплава, например магний. Реактивный движитель ИДУ выполнен в виде находящихся вне контейнера на вертикальной опоре 7, 8 двух реакторов, один из которых размещен над контейнером, а другой - под ним. Каждый реактор включает слой магния 13, направляющие элементы 14 и охватывающий их ступенчатый тепловой экран 15 (фиг.2 и 3). Контейнер и реакторы разделены корректирующими алюминиевыми пластинами 16. Для удаления неметаллических включений и шлака ИДУ имеет расположенную над рабочим телом и соосно с ним сорбционно-рафинирующую систему, содержащую рабочий орган в виде емкости, включающей футерованную огнеупором 17 обечайку 18 и керамическое перфорированное днище с центральным отверстием 19 для свободного прохождения сквозь него вертикальной опоры 7, 8. Для удобства монтажа и очистки от шлака перфорированное днище целесообразно выполнить составным, в виде четырех секторов 20. Рабочий орган закреплен на консоли 4 двумя тягами 21 в виде футерованных стальных труб, внутри которых могут быть размещены термозонд 22 и пробоотборник (на чертежах не показан). Перфорированное днище сорбционно-рафинирующей системы может иметь наружную защитную алюминиевую шайбу 23. Для подачи в ковш 24 корректирующих химсостав реагентов модуль снабжен минибункерами-дозаторами 25, установленными на поворотной консоли 26, оборудованной электроприводом 27, и сообщающимися с вибролотком 28.
Предлагаемый модуль собирают и используют следующим образом. Сначала собирают отсеки рабочего тела импульсно-динамического устройства (ИДУ), которые имеют вид стальных цилиндрических емкостей, ограниченных горизонтальными, в форме кругов 12, стенками и боковыми стенками, имеющими форму обечаек 11 различной толщины. Эти емкости заполняют группами коаксиально расположенных кольцевых элементов 10. Затем из отсеков составляют рабочее тело, располагая их ярусно и соосно таким образом, чтобы отсек с наиболее толстой обечайкой находился на средине высоты рабочего тела. Параллельно собирают и два реактора, каждый из которых содержит тепловой экран 15, направляющие 14 и магний 13. Затем рабочее тело, реакторы и корректирующие алюминиевые пластины 16 монтируют на опоре в виде стального стержня 7 с футеровочными втулками 8 и закрепляют гайками 9. На футерованную опору с закрепленным на ней струйно-вихревым смесителем со стороны ее верхней части надевают центральным отверстием 19 в керамическом днище сорбционно-рафинирующую систему с тягами 21, имеющими вид двух футерованных огнеупорным материалом стальных труб, в одной из которых размещен термозонд 22. Собранное таким образом импульсно-динамическое устройство устанавливают на подвижно-поворотных консолях 3 и 4, смонтированных на колонне 2. Опору 7, 8 и тяги 21 закрепляют на консолях с помощью цанговых зажимов. На третьей поворотной консоли 26, также установленной на колонне 2, располагают набор минибункеров-дозаторов 25, сообщающихся с вибролотком 28.
Заявляемое устройство работает таким образом. Колесную платформу 1 посредством электропривода (на чертеже не показан) подают к разливочному ковшу 24, куда выпускают расплав 29 из сталеплавильного агрегата. С помощью консолей-манипуляторов 3 и 4 импульсно-динамическое устройство, включающее рабочее тело с реактивным движителем и сорбционно-рафинирующую систему, располагают над ковшом 24, погружают в расплав 29 и осуществляют возвратно-поступательные движения струйно-вихревого смесителя в вертикальном направлении. Сначала расплавляются корректирующие алюминиевые пластины 16. Открывается доступ расплава к крайним верхнему и нижнему горизонтальным слоям групп коаксиальных кольцевых элементов 10 и одновременно начинает плавиться, кипеть и испаряться периферийная часть слоя магния 13, охваченная наитоньшей ступенью теплового экрана 15. Газообразный магний, проходя по каналам, образованным направляющими элементами 14 и тепловым экраном 15, выходит в расплав в виде реактивных струй, формирующих спирально завихренные течения. Под их воздействием близлежащие слои расплава начинают вращаться вокруг рабочего тела. Тем временем плавятся реагенты крайних горизонтальных слоев вместе с охватывающими их обечайками 11. Процесс ступенчато повторяется, и реагенты вытекают из рабочего тела в виде импульсных вихревых струй, действующих на обрабатываемый расплав как струи реактивного движителя. Поскольку в процессе обработки расплава рабочее тело осуществляет возвратно-поступательные движения, то в массе расплава формируются тороидальные турбулентные вихри, содействующие интенсификации перемешивания металла. Процесс ввода реагентов в расплав и его перемешивания продолжается до расплавления последнего среднего слоя реагентов и последней центральной части слоя магния 13 вместе с их участками тепловых экранов 11 и 15 соответственно. После этого опору 7, 8 удаляют из ковша и сразу же погружают в расплав сорбционно-рафинирующую систему на глубину 100-200 мм от дна ковша. Благодаря наличию центрального отверстия 19 в керамическом днище предотвращаются всплеск и брызги расплава из ковша. Тонкая защитная алюминиевая шайба 23, предохраняющая отверстия рабочего органа от забивания шлаком, в процессе движения вниз расплавляется, способствуя более плавному погружению. При достижении сорбционно-рафинирующей системой крайнего нижнего положения, ее электропривод 6 переключается на реверс и система начинает движение вверх, осуществляя фильтрацией очистку расплава от неметаллических включений. В верхнем положении керамическое днище с обечайкой захватывает шлак и удаляет его вместе с неметаллическими включениями из ковша. Одновременно с рафинированием расплава производят замер его температуры термозондом 22 и отбор пробы металла с последующим ее экспресс-анализом. При необходимости, корректируют температуру расплава и его химический состав, используя минибункеры-дозаторы 25, установленные на поворотной консоли 26. Выполнение подвижных консолей 3 и 4 двуплечими повышает производительность модуля и его устойчивость при передвижении на большие расстояния. После комплексной обработки металла в одном ковше колесную платформу с вторым ИДУ подают к следующему разливочному ковшу и процесс повторяется.
Предложенная технология по сравнению с прототипом позволяет повысить качество расплава за счет улучшения его гомогенизации эффективным перемешиванием расплава по всему объему ковша с помощью реактивного движителя новой конструкции и дозированного растворения реагентов. Этому способствует и сорбционно-рафинирующая система, позволяющая в одном цикле обработки расплава также удалять неметаллические включения и шлак. Кроме того, повышается экономическая эффективность путем уменьшения затрат реагентов и огнеупоров.
Предложенная технология комплексной обработки расплава стали предусматривает предварительное введение в расплав алюминия, который окисляется, извлекая кислород из расплава. Подача вслед за алюминием магния обуславливает образование его окислов за счет связанного кислорода окислов алюминия и, таким образом, восстановление алюминия, который повторно окисляется кислородом расплава. Усвоение алюминия составляет более чем 50%, тогда как при стандартной технологии введения алюминия в ковш с расплавом стали его усвоение сталью составляет в среднем 20%. Это обусловлено высокой химической активностью алюминия и его малой плотностью. При подаче чушек в ковш они всплывают и окисляются при контакте со шлаком и атмосферой.
Использование этой технологии дает возможность получить и существенную экономию ферросплавов.
Достигнутая благодаря заявляемым способу и устройству оптимизация процессов раскисления, легирования, модифицирования и рафинирования расплавов сокращает время на усреднение массы металла в ковше по температуре и химическому составу, а это, в свою очередь, содействует ускорению процессов дальнейшей обработки металла в машинах непрерывной разливки стали. В результате возрастает пропускная способность кристаллизатора (новая технология обеспечивает проведение 9 плавок вместо 5-ти стандартным способом до разрушения футеровки кристаллизатора). При этом экономится значительное количество огнеупоров. Новая технология позволяет также осуществлять десульфурацию металла в приемлемых пределах без дополнительных затрат.
По данным расчета экономического эффекта от использования ИДУ в условиях металлургического производства, выполненного ФТИМС НАН Украины (№87/99-10 от 05.02.2003 г.), экономия средств при внепечной обработке углеродистой стали посредством ИДУ составляет от 5,6 до 7,5 долл. на 1 тонну. Учитывая конструкторско-технологическую доработку предлагаемого технологического процесса применительно к производственно-технологическим условиям конкретного металлургического предприятия, имеющего в своем составе два сталеплавильных агрегата емкостью по 350 т с годовым объемом производства конвертерной углеродистой стали в размере 1 млн.т, удельные проектные затраты составляют, в среднем, 0,25 долл./т. Годовая экономия при производстве стали с использованием ИДУ за вычетом затрат на проектирование составляет:
(6,5-0,25)×1 млн.т = 6,25 млн. долл.
Однако наибольшую эффективность ИДУ показывает на низколегированном (трубном) сортаменте, а также при обработке сталей специального назначения и автолиста. В этом случае экономия может составлять до 10 долларов на 1 т стали.
Использование передвижного модуля исключит из технологического процесса операцию, связанную с транспортировкой ковша с расплавом к установке доводки металла и устранит необходимость перегрева стали перед ее выпуском из плавильного агрегата.
Значительным преимуществом предложенной технологии ввода реагентов является улучшение экологической ситуации в цехе за счет уменьшения угара реагентов, в частности ферросплавов, и связанных с этим выбросов вредных газов в атмосферу.
Промышленная пригодность этого технического решения подтверждена изготовлением опытного образца устройства, который проходит испытания на базе профильного научно-исследовательского института.
Такая технология не требует сложного оборудования, а заявленный передвижной модуль может быть изготовлен и использован на любом металлургическом заводе.
Источники информации
1. А.с. СССР № 1471053, кл. F27D 3/15, опубл. 07.04.1989, бюл. № 13.
2. Патент РФ № 2022039, кл. C22B 9/02, опубл. 30.10.1994, бюл. № 20.
3. Патент РФ № 2082765, кл. C21C 7/06, опубл. в бюл. № 18 за 1997 г.
4. А.с. СССР № 518521, кл. C21C 7/00, опубл. 25.06.1976, бюл. № 23.
5. А.с. СССР № 655730, кл. C21C 7/00, опубл. 05.04.1979, бюл. № 13.
6. Патент РФ № 2148658, кл. C21C 7/00, опубл. в бюл. № 13 за 2000 г.
7. Патент Украины № 53484 А, кл. C21C 7/00, 7/04, 7/06; C22B 9/00, 9/10, опубл. 15.01.2003, бюл. № 1 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВВОДА РЕАГЕНТОВ В РАСПЛАВ, ПЕРЕМЕШИВАНИЯ РАСПЛАВА МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2398891C2 |
| СПОСОБ ВВОДА РЕАГЕНТОВ В РАСПЛАВ, ПЕРЕМЕШИВАНИЯ РАСПЛАВА МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2247157C2 |
| УСТРОЙСТВО ДЛЯ ВВОДА РЕАГЕНТОВ В РАСПЛАВ МЕТАЛЛА И ЕГО ПЕРЕМЕШИВАНИЯ /ВАРИАНТЫ/ | 2003 |
|
RU2318877C2 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА В КОВШЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2247156C2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ШЛАКА С ПОВЕРХНОСТИ РАСПЛАВА | 2003 |
|
RU2316411C2 |
| Способ раскисления кипящей стали | 1983 |
|
SU1117324A1 |
| ВАННА-КРИСТАЛЛИЗАТОР УСТАНОВКИ ДЛЯ ПОЛУЧЕНИЯ ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ РУТИЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2377325C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ РУТИЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2392336C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОТИТАНОВОГО ФЕРРОСПЛАВА ЭЛЕКТРОШЛАКОВЫМ ПЛАВЛЕНИЕМ | 2005 |
|
RU2335553C2 |
Изобретение относится к области металлургии, в частности к внепечной обработке расплавов. Модуль содержит рабочее тело в виде контейнера, выполненного из горизонтальных стенок и обечайки. Контейнер заполнен дозированным количеством горизонтальных слоев реагентов с реактивным движителем. Над рабочим телом соосно расположена сорбционно-рафинирующая система для удаления неметаллических включений и шлака. Обечайка рабочего тела выполнена со ступенчато изменяющейся толщиной и служит тепловым экраном горизонтальных слоев реагентов. Рабочее тело закреплено на вертикальной опоре с возможностью возвратно-поступательного движения посредством манипулятора. Манипулятор выполнен в виде подвижной в вертикальном направлении консоли, имеющей возможность поворота вокруг вертикальной оси. Сорбционно-рафинирующая система содержит рабочий орган, закрепленный двумя жесткими тягами на консоли. Реактивный движитель выполнен в виде реакторов, каждый из которых состоит из источника кинетической энергии в виде реагента с температурой испарения меньшей, чем температура расплава. Использование изобретения обеспечивает комплексную обработку металла в ковше с повышением его качества. 4 з.п. ф-лы, 6 ил.
1. Передвижной модуль для комплексной обработки металла в ковше, содержащий рабочее тело, являющееся струйно-вихревым смесителем в виде контейнера, выполненного из горизонтальных стенок в обечайке, заполненного дозированным количеством горизонтально послойно размещенных по меньшей мере одним набором реагентов, с реактивным движителем, создающим импульсно-реактивные спирально завихренные газожидкостные струи реагентов в расплаве, причем рабочее тело концентрично и жестко закреплено на вертикальной опоре с возможностью возвратно-поступательного движения в вертикальном направлении посредством манипулятора, отличающийся тем, что он снабжен расположенной над рабочим телом и соосно с ним сорбционно-рафинирующей системой для удаления неметаллических включений и шлака и системой подачи в ковш корректирующих химический состав расплава реагентов, при этом обечайка выполнена со ступенчато изменяющейся толщиной и служит тепловым экраном горизонтальных слоев реагентов, реактивный движитель выполнен в виде расположенных на вертикальной опоре над контейнером и под ним двух реакторов, каждый из которых состоит из источника кинетической энергии в виде реагента с температурой испарения, меньшей, чем температура расплава, и направляющих элементов для формирования реактивных струй, а также охватывающего их ступенчатого теплового экрана, манипулятор выполнен в виде подвижной в вертикальном направлении консоли, имеющей возможность поворота вокруг вертикальной оси и снабженной на свободных концах элементами крепления, сорбционно-рафинирующая система для удаления неметаллических включений и шлака содержит рабочий орган, закрепленный по меньшей мере двумя жесткими тягами на консоли, имеющей возможность возвратно-поступательного движения в вертикальном направлении независимо от движения рабочего тела в этом направлении и поворота вокруг вертикальной оси аналогично и синхронно с поворотом манипулятора, система подачи в ковш корректирующих химический состав добавок выполнена в виде установленных на поворотной консоли мини-бункеров-дозаторов, при этом все узлы передвижного модуля установлены на имеющей электропривод колесной платформе с колонной, на которой смонтированы вышеуказанные консоли с электроприводами.
2. Передвижной модуль по п.1, отличающийся тем, что вертикальная опора рабочего тела выполнена в виде футерованной стальной трубы.
3. Передвижной модуль по п.1, отличающийся тем, что жесткие тяги сорбционно-рафинирующей системы выполнены пустотелыми в виде футерованных стальных труб, внутри которых размещены пробоотборник и термозонд.
4. Передвижной модуль по п.1, отличающийся тем, что днище рабочего органа сорбционно-рафинирующей системы снабжено наружной защитной алюминиевой шайбой.
5. Передвижной модуль по п.1, отличающийся тем, что он снабжен дополнительным рабочим телом, причем вышеупомянутые консоли выполнены двуплечими и на каждом плече расположено рабочее тело.
| Машина для уборки кускового торфа | 1937 |
|
SU53484A1 |
| СПОСОБ ВВЕДЕНИЯ В МЕТАЛЛИЧЕСКИЕ РАСПЛАВЫ ЛЕГКОПЛАВКИХ И ЛЕГКООКИСЛЯЮЩИХСЯ ЛЕГИРУЮЩИХ КОМПОНЕНТОВ | 1998 |
|
RU2148658C1 |
| СПОСОБ ЛЕГИРОВАНИЯ МЕТАЛЛА В КОВШЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2082765C1 |
| US 4586956 A, 06.05.1986 | |||
| СПОСОБ ПОЛУЧЕНИЯ 2,4,6-ЗАМЕ1ДЕННОГО S-ТРИАЗИНА | 0 |
|
SU194098A1 |

