Изобретение относится к устройству и способу нанесения слоев порошкообразного материала на поверхность, а также к устройству для изготовления трехмерного объекта.
Подобные устройство и способ нанесения слоев порошкообразного материала известны, например, из DE 19514740 С1. Описанная здесь для устройства лазерного спекания установка для нанесения покрытия содержит единственное лезвие, которое при нанесении слоя продвигает перед собой запас материала для этого слоя. Здесь возникает проблема, заключающаяся в том, что запас материала для слоя либо слишком мал, так что в рабочей области (монтажном поле) нельзя нанести полный слой, или же запас больше необходимого для слоя количества, так что лишний материал сдвигается из рабочей зоны наружу. Этот лишний материал больше не используется для нанесения дополнительного слоя, поэтому его приходится собирать в специальных улавливающих контейнерах, что способствует повышенному расходу материала.
Из ЕР 945202 А2 известен покрывающий агрегат с двумя лезвиями. Как и в описанной в DE 19514740 С1 установке, здесь также возникает проблема что во время нанесения слоя лишний материал перед передним в направлении движения покрывающего агрегата лезвием сдвигается из рабочей зоны наружу. Этот сдвинутый лезвием наружу материал здесь также не используется для нанесения дополнительного слоя, что, как сказано выше, способствует повышенному расходу материала.
Наносимый материал может состоять из разного рода материалов, например полимеров, металлов, керамики или композитов. В зависимости от материала и режима процесса в устройстве для изготовления трехмерного объекта можно использовать нагрев слоев. В этом случае сосредоточенный в краевой зоне материал, в частности, при применении полимеров может быть термически поврежден при изготовлении трехмерного объекта и тем самым стать непригодным для дальнейшего применения.
В основе изобретения лежит задача создания устройства и способа нанесения слоев порошкообразного материала, с помощью которых слои могут быть нанесены надежно и без потери материала.
Эта задача решается посредством устройства и способа нанесения слоев порошкообразного материала по пп.1 и 12 соответственно.
Изобретение обладает тем преимуществом, что материал, сдвинутый лезвием покрывающего агрегата во время нанесения слоя из рабочей зоны наружу, снова используют для нанесения следующего слоя, поэтому не возникает потери материала.
При использовании подающего устройства, у которого подачу материала в зону подачи прекращают, когда в ней имеется заданное количество материала, происходит саморегулирующее дозирование подаваемого материала, даже если скапливающийся при нанесении слоя лишний материал сдвигается лезвием в зону подачи.
Другое преимущество изобретения состоит в том, что термическая нагрузка на скапливающийся при нанесении слоя лишний материал мала.
Если требуется повышенная температура процесса, то использование устройства транспортировки материала с обогреваемой ванной имеет то преимущество, что материал перед нанесением в виде слоя подогревается и тем самым сокращается срок монтажа.
При использовании устройства транспортировки материала, выполненного в виде псевдоожижающего устройства, у которого псевдоожижение происходит посредством подогретого газа, возникает то преимущество, что псевдоожиженный порошок подогревается и тем самым может быть сокращен срок монтажа, если требуется повышенная температура процесса.
Другие признаки и варианты осуществления изобретения приведены в описании его примеров и на прилагаемых чертежах, на которых изображено:
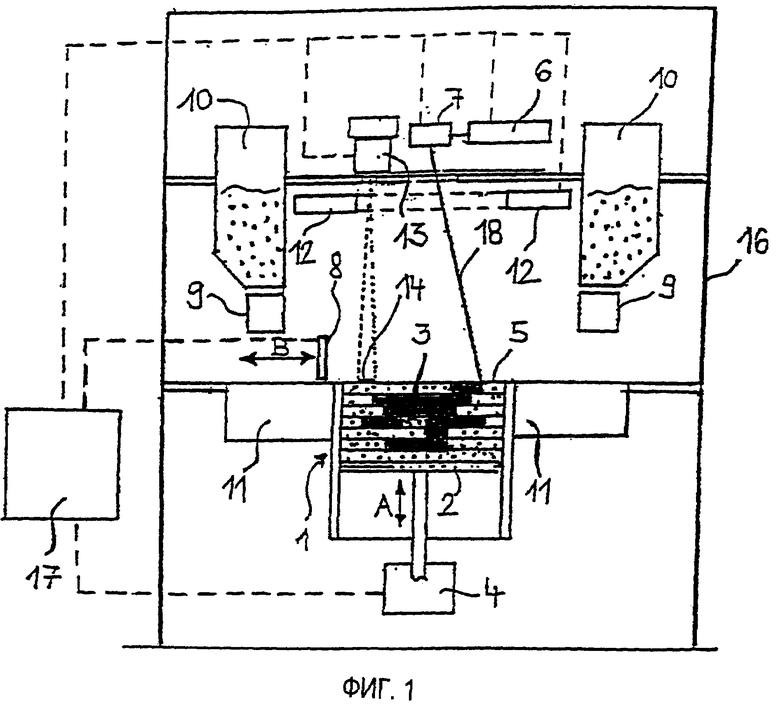
- фиг.1 - схематично устройство лазерного спекания с устройством согласно изобретению;
- фиг.2 - схематично первый вариант устройства для нанесения слоев порошкообразного материала;
- фиг.3-5 - устройство для нанесения слоев порошкообразного материала из фиг.2 на различных этапах эксплуатации;
- фиг.6 - схематично второй вариант устройства для нанесения слоев порошкообразного материала.
На фиг.1 изображено устройство лазерного спекания в качестве примера устройства для изготовления трехмерного объекта, в котором применяются устройство и способ согласно изобретению. Устройство лазерного спекания содержит открытый вверх контейнер 1. В контейнере 1 расположена опора 2 для образуемого объекта 3. Опора 2 установлена в контейнере 1 с возможностью перемещения вверх и вниз в вертикальном направлении А посредством привода 4. Верхний край контейнера 1 образует рабочую плоскость 5 (монтажное поле). Над рабочей плоскостью 5 расположен облучатель 6 в виде лазера, который излучает направленный лазерный луч, отклоняемый отклоняющим устройством 7 на рабочую плоскость 5. Далее предусмотрен покрывающий агрегат 8 для нанесения слоя упрочняемого порошкового материала на поверхность опоры 2 или упрочненный последним слой. Покрывающий агрегат 8 установлен с возможностью возвратно-поступательного перемещения над рабочей плоскостью 5 между двумя конечными положениями посредством схематично обозначенного стрелкой В привода. За счет двух устройств 9 подачи материала слева и справа от монтажного поля и двух устройств 11 транспортировки материала покрывающий агрегат питается из двух бункеров 10 с запасом порошка.
Устройство содержит, кроме того, расположенный над рабочей плоскостью 5 нагреватель 12 для подогрева нанесенного, но еще не спеченного порошкового слоя до подходящей для упрочнения или спекания рабочей температуры ТА.
На некотором расстоянии над рабочей плоскостью 5 расположено выполненное, например, в виде пирометра или ИК-камеры, устройство 13, которое служит для измерения температуры нанесенного последним или самого верхнего порошкового слоя в измерительной области 14.
Посредством технологической камеры 16 монтажное поле закрыто от окружающего пространства. Этим при необходимости можно избежать окисления порошка.
Управляющее и/или регулирующее устройство 17 служит для управления и/или регулирования движения В покрывающего агрегата 8, движения А опоры 2, мощности нагревателя 12, мощности облучателя 6 и отклонения отклоняющим устройством 7. Для этого управляющее и/или регулирующее устройство 17 связано с приводом покрывающего агрегата 8, приводом 4, нагревателем 12, устройством 13 измерения температуры, отклоняющим устройством 7 и облучателем 6.
На фиг.2 изображен первый вариант устройства для нанесения слоев порошкообразного материала.
Устройство 51 для нанесения слоя порошкообразного материала в первом варианте содержит покрывающий агрегат 52, выполненное в виде транспортирующего валика 53 устройство транспортировки материала и выполненное в виде подающей шахты 54 устройство подачи материала.
Покрывающий агрегат 52 установлен с возможностью возвратно-поступательного перемещения над рабочей плоскостью 55 (монтажное поле) между двумя конечными положениями посредством обозначенного стрелкой В привода. Оно содержит лезвие 56, первый 57 и второй 58 исполнительные элементы.
Транспортирующий валик 53 содержит две установленные с возможностью вращения вокруг общей оси 59 лопасти 60, 60'. Перпендикулярно оси 59 с транспортирующим валиком 53 жестко соединен кулачковый диск 61 с двумя кулачками 61а, 61b.
С кулачковым диском 61 своими первыми концами эксцентрично с возможностью вращения соединены два продолговатых шатуна 62, 62'. На втором своем конце шатуны 62, 62' имеют крюкообразный участок 62а, 62а', служащий точкой воздействия для второго исполнительного элемента 58 покрывающего агрегата. Оси 63, 63' вращения, с возможностью вращения вокруг которых относительно кулачкового диска 61 установлены оба шатуна 62, 62', лежат в одной плоскости с осью 59 и параллельны оси 59. Между своим первым и вторым концами шатуны 62, 62' имеют продольные пазы 62b, 62b'. Движение шатунов 62, 62' направляется вставленными в оба паза 62b, 62b' цапфами 64, причем цапфа неподвижна относительно положения транспортирующего валика. Пазы 62b, 62b' выполнены при этом с возможностью движения вверх и вниз обоих крюкообразных участков 62а, 62а' при вращении транспортирующего валика за счет направления цапфой 64 не только параллельно рабочей плоскости 55, но и перпендикулярно ей.
Транспортирующий валик расположен в обогреваемой нагревателем 66 ванне 65 сбоку от рабочей плоскости 55, если смотреть в направлении В движения покрывающего агрегата. Эта ванна 65 согласована с транспортирующим валиком 53 таким образом, что концы лопастей 60, 60' при вращении транспортирующего валика 53 движутся в ванне 65 вдоль ее стенки.
На обращенной от монтажного поля 55 стороне ванны 65 находится подающая шахта 54. Подающая шахта 54 служит для подачи к покрывающему агрегату 52 порошка для образования порошкового слоя.
Ниже описана работа устройства лазерного спекания способом согласно первому варианту осуществления.
Прежде всего, как показано на фиг.2, за счет перемещения покрывающего агрегата 52 параллельно рабочей плоскости 55 на опору 2 или предварительно упрочненный слой наносят первый порошковый слой 71. При этом лишний порошок 72 сдвигают лезвием 56 из монтажного поля наружу.
На изображенном на фиг.2 этапе работы устройства согласно первому варианту первая лопасть 60 находится ниже рабочей плоскости 55, а покрывающий агрегат движется к транспортирующему валику 53 для образования первого слоя 71 порошкообразного материала. Затем лишний материал 72 сдвигают лезвием 56 на первую лопасть 60 (для наглядности на фиг.2 порошок в устройстве транспортировки материала отсутствует).
На изображенном на фиг.3 этапе работы устройства покрывающий агрегат прижат первым исполнительным элементом 57 к кулачку 61b и вращает транспортирующий валик на угол 20-40° дальше, пока сам не достигнет первого конечного положения. В результате порошок приподнимается на первой лопасти 60 на обращенной к монтажному полю стороне лезвия 56 (сторона монтажного поля). Когда покрывающий агрегат находится в первом конечном положении, большая часть порошка на лопасти 60 (в направлении перпендикулярно рабочей плоскости) находится выше уровня, образованного нижним концом лезвия. Одновременно с вращением транспортирующего валика крюкообразный участок 62а' на одном конце шатуна 62' приподнимается относительно рабочей плоскости 55. Устройство готово тем самым к нанесению следующего порошкового слоя за счет перемещения покрывающего агрегата в направлении от транспортирующего валика во второе конечное положение на другой стороне монтажного поля.
После нанесения слоя 71 порошкообразного материала известным образом происходит упрочнение в соответствующих сечению объекта в этом слое местах за счет облучения лазером.
Решающим для качества готового объекта является при этом, в частности, то, что температура самого верхнего упрочняемого порошкового слоя имеет температуру в определенном диапазоне - в технологическом окне. Выше этого технологического окна порошок уже спекается без дополнительной энергии излучения, тогда как при температурах ниже технологического окна образуются деформации упрочненного слоя. Часто так называемый эффект закручивания, при котором края упрочненного слоя загибаются вверх или закручиваются, объясняется слишком низкой температурой самого верхнего порошкового слоя. Для достижения хороших результатов, в частности во избежание деформаций изготовленного объекта, нанесенный покрывающим агрегатом порошковый слой должен быть поэтому перед упрочнением нагрет нагревателем 12 до рабочей температуры ТА в пределах технологического окна.
Для этого после нанесения порошкового слоя его температуру измеряют посредством устройства 13 измерения температуры. В зависимости от измеренной при этом температуры определяют нагревательную мощность нагревателя 12. Если самый верхний порошковый слой нагрет до рабочей температуры ТА, то соответствующие сечению объекта места в слое нанесенного материала упрочняют путем облучения лазером.
После упрочнения слоя опору 2 опускают на соответствующий толщине слоя отрезок и с помощью покрывающего агрегата на предварительно облученный лазером слой 71 наносят новый порошковый слой 73.
На изображенном на фиг.4 этапе работы покрывающий агрегат 52 движется для образования следующего порошкового слоя 73 от транспортирующего валика 53 в направлении параллельно рабочей плоскости 55. При этом второй исполнительный элемент 58 давит на приподнятый крюкообразный участок 62а' шатуна 62'. В результате шатун 62' захватывается в направлении движения покрывающего агрегата 52, а транспортирующий валик 53 продолжает вращаться. Транспортирующий валик 53 вращается при этом на угол 140-160°. Еще находящийся на лопасти 60 лишний порошок транспортируют к зоне подачи под подающей шахтой 54, а из зоны подачи в то же время вторая лопасть 60' транспортирует порошок в направлении монтажного поля. Потребляемый в зоне подачи порошок ссыпается при этом из подающей шахты. Когда зона подачи заполнена порошком, ссыпание, т.е. подача порошка из подающей шахты, прекращается само по себе. С движением шатуна 62' его крюкообразный участок 62а' на этом этапе снова опускается в направлении рабочей плоскости 55, пока второй исполнительный элемент больше не будет давить на него и пока шатун 62' не будет больше захватываться покрывающим агрегатом 52.
На фиг.5 устройство изображено на этапе работы, когда покрывающий агрегат 52 находится на другой стороне монтажного поля (не показано). Покрывающий агрегат движется в направлении от транспортирующего валика 53, пока во всем монтажном поле посредством покрывающего агрегата не будет нанесен слой 73 порошкообразного материала. Транспортирующий валик 53 повернут на этом этапе на 180° относительно положения на фиг.2.
На фиг.2-5 была описана работа устройств транспортировки и подачи материала на первой стороне монтажного поля. На другой второй стороне, противоположной первой стороне монтажного поля, находится такого же рода устройство, состоящее из транспортирующего валика, ванны, подающего устройства и шатунов и работающее так же, как это описано на фиг.2-5. Для образования следующего слоя покрывающий агрегат 52 перемещают, как и на фиг.2, в направлении транспортирующего валика 53.
Затем описанные выше операции повторяют до завершения изготовления трехмерного объекта.
На фиг.6 изображено устройство 100 для нанесения слоев порошкообразного материала во втором варианте.
Устройство для воспроизводимого образования порошкового слоя во втором варианте содержит покрывающий агрегат 101, выполненное в виде псевдоожижающего устройства 102 устройство транспортировки материала и снабженное затвором 103 подающее устройство 104.
Покрывающий агрегат 101, как и в первом варианте, установлен с возможностью возвратно-поступательного перемещения над рабочей плоскостью 107 между двумя конечными положениями с помощью обозначенного стрелкой В привода. Он содержит лезвие 105 и исполнительный элемент 106.
Псевдоожижающее устройство содержит камеру 108 для подогрева используемого для псевдоожижения азота, закрывающий камеру 108 сверху псевдоожижающий лист 109 и снабженную клапаном 112 подводящую линию 111 для азота в камеру 108. Для подогрева азота камера 108 снабжена нагревателем 117 (например, резистивным нагревателем с регулированием температуры). Псевдоожижающий лист 109 снабжен множеством мелких отверстий 110, диаметр D которых меньше диаметра зерен применяемого порошка. Газоподводящая линия 111 ведет в камеру 108, причем подачей газа в камеру можно управлять клапаном 112.
Над псевдоожижающим листом расположено устройство 104 подачи материала с затвором 103. Затвор 103 выполнен и расположен таким образом, что при перемещении покрывающего агрегата в свое конечное положение исполнительный элемент 106 давит на него сбоку, в результате чего устройство подачи материала с отверстием 116 открывается в направлении находящейся под устройством подачи материала области подачи. Для этого исполнительный элемент 106 выполнен так, что он при открывании затвора сам не попадает в зону отверстия устройства подачи материала. В частности, при открывании затвора исполнительный элемент давит на затвор 103 в направлении перпендикулярно плоскости фиг.6 за или перед отверстием 116 бункера 104. Сбоку затвор закреплен на боковой стенке посредством пружины 113, которая смещает затвор в закрытое положение, когда исполнительный элемент 106 не давит на затвор 103.
На другой стороне монтажного поля зеркально-симметрично описанным выше устройству подачи материала и псевдоожижающему устройству расположены дополнительные вторые устройство подачи материала и псевдоожижающее устройство.
При работе на рабочую плоскость 107 наносят сначала первый порошковый слой 115, перемещая покрывающий агрегат монтажным полем параллельно рабочей плоскости 107 в направлении устройства подачи материала. При этом лишний порошок сдвигается из монтажного поля наружу на псевдоожижающий лист 109. Покрывающий агрегат перемещают дальше в его конечное положение, в результате чего он за счет надавливания исполнительного элемента 106 на затвор 103 открывает устройство 104 подачи материала, из которого порошок затем ссыпается в зону подачи под устройством подачи материала, пока она не будет заполнена и ссыпание само по себе не закончится. После этого покрывающий агрегат перемещают из конечного положения ровно настолько, чтобы устройство подачи материала снова было закрыто посредством пружины 113 и затвора 103.
За счет кратковременного открывания клапана 112 и впуска азота в камеру 108 по подводящей линии 111 в этой камере создается удар давления, который приводит к выбросу подогретого азота из отверстий 110 в порошок над псевдоожижающим листом 109. В результате этот порошок псевдоожижается и течет через зазор между лезвием и псевдоожижающим листом из зоны подачи на одной стороне лезвия 105 на его другую сторону, обращенную к монтажному полю. Покрывающий агрегат готов тем самым к нанесению следующего порошкового слоя.
Как и в первом варианте, порошковый слой подогревают известным образом нагревателем 12 и упрочняют в соответствующих сечению объекта местах.
На следующем этапе после опускания опоры 2, как и в первом варианте, происходит нанесение следующего порошкового слоя на рабочую плоскость в монтажном поле посредством перемещения покрывающего агрегата из первого конечного положения во второе конечное положение на другой стороне монтажного поля.
Работа вторых подающего устройства и устройства транспортировки материала аналогична описанной выше работе устройств на фиг.6.
Затем описанные выше операции повторяют до завершения изготовления трехмерного объекта.
Возможны альтернативы и модификации описанных выше устройств и способов.
Устройство во втором варианте было описано с псевдоожижающим устройством, у которого псевдоожижение достигается за счет ввода подогретого азота. Псевдоожижение может происходить также за счет ввода другого газа. Другая возможность достижения псевдоожижения состоит в осуществлении вибрации порошка.
Устройство в первом и втором вариантах было описано так, что на обеих сторонах монтажного поля расположены одинаковые устройства транспортировки и подачи материала. Можно, однако, скомбинировать между собой устройства в первом и втором вариантах таким образом, чтобы на одной стороне монтажного поля были расположены устройства транспортировки и подачи материала согласно первому варианту, а на другой стороне - устройства транспортировки и подачи материала согласно второму варианту.
Можно также, как в первом и втором вариантах, расположить на обеих сторонах монтажного поля устройство транспортировки материала, а устройство подачи материала - только на одной стороне монтажного поля. Соответственно при работе устройства транспортировки материала на стороне, на которой находится устройство подачи материала, следует подготовить достаточное для двух слоев количество материала. Эта модификация обеспечивает более простую и компактную конструкцию устройства.
Изобретение было подробно описано на примере устройства лазерного спекания, у которого в качестве источника излучения использовался лазер. Возможен любой другой источник излучения, с помощью которого в наносимый материал может быть введено электромагнитное или корпускулярное излучение. Так, может использоваться, например, источник некогерентного светового излучения, ИК-излучения, рентгеновского излучения или электронного излучения. В соответствии с этим следует применять наносимый материал, который может быть упрочнен соответствующим излучением.
В качестве альтернативы устройство для нанесения порошковых слоев может использоваться также в 3D-принтерах, в которых порошковые слои упрочняют в сечении изготавливаемого объекта посредством выборочного нанесения связующего или клея.
В описанном выше устройстве в качестве нагревателя описан ИК-излучатель над рабочей плоскостью. Существуют и другие возможности нагрева нанесенного последним слоя наносимого материала. Например, можно использовать для подогрева слоя циркуляцию теплого воздуха или азота, направляемого по свеженанесенному слою.
Пример осуществления устройства для изготовления трехмерного объекта был описан с нагревателем для подогрева нанесенного, но еще не спеченного порошкового слоя до подходящей для упрочнения или спекания рабочей температуры ТА и с устройством измерения температуры нанесенного последним или самого верхнего порошкового слоя. В зависимости от применяемого материала и управления процессом можно отказаться от подогрева нанесенного слоя материала в устройстве для изготовления трехмерного объекта. В соответствии с этим устройство для изготовления трехмерного объекта может быть выполнено также без нагревателя и прибора измерения температуры.
Второй вариант был описан так, что псевдоожижение проводилось подогретым газом. Однако возможна также реализация псевдоожижения неподогретым газом. Соответственно псевдоожижающее устройство необязательно должно содержать нагреватель для подогрева используемого для псевдоожижения газа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения покрытий | 1978 |
|
SU670344A1 |
| Устройство для получения объемных изделий с градиентом свойств из порошков | 2016 |
|
RU2647976C1 |
| СПОСОБ И УСТРОЙСТВО НАНЕСЕНИЯ ПОКРЫТИЯ НА ОДНУ И/ИЛИ ОБЕ СТОРОНЫ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ В ФОРМЕ ПОЛОСЫ | 2018 |
|
RU2743076C1 |
| СИСТЕМА ПНЕВМАТИЧЕСКОГО ТРАНСПОРТИРОВАНИЯ СЫПУЧЕГО МАТЕРИАЛА И АЭРОКОНВЕЙЕР ДЛЯ ИСПОЛЬЗОВАНИЯ В УКАЗАННОЙ СИСТЕМЕ | 2005 |
|
RU2286939C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТЕПЛОИЗОЛИРУЮЩЕГО ПОКРЫТИЯ | 2012 |
|
RU2486966C1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ПСЕВДООЖИЖЕННОГО МАТЕРИАЛА | 2007 |
|
RU2446088C2 |
| СПОСОБ ОБРАБОТКИ ШЛАМА И СИСТЕМА ДЛЯ ПРОИЗВОДСТВА ЦЕМЕНТА | 2018 |
|
RU2756513C1 |
| Устройство для нанесения порошкообразных материалов | 1983 |
|
SU1110492A1 |
| Устройство для нанесения порошкообразного полимерного материала на внутреннюю поверхность статоров электрических машин | 1991 |
|
SU1823087A1 |
| СИСТЕМА И СПОСОБ ВОССТАНОВЛЕНИЯ ПОРОШКООБРАЗНОЙ ЖЕЛЕЗНОЙ РУДЫ В ПСЕВДООЖИЖЕННОМ СЛОЕ | 2014 |
|
RU2637043C1 |





Изобретение относится к устройствам для нанесения слоев порошкообразного материала и может быть использовано может в устройствах для лазерного спекания. Устройство содержит покрывающий агрегат для нанесения слоя материала, который установлен с возможностью возвратно-поступательного перемещения между двумя конечными положениями и содержит лезвие для удаления лишнего материала. Устройство содержит устройство транспортировки материала, с помощью которого материал может быть транспортирован с одной стороны лезвия на его другую сторону. Устройство транспортировки материала содержит транспортирующий ролик или представляет собой псевдоожижающее устройство. Технический результат - сокращение потерь материала при нанесении слоев. 6 н. и 11 з.п. ф-лы, 6 ил.
1. Устройство для нанесения слоев порошкообразного материала (71, 73; 115) с покрывающим агрегатом (8; 52; 101), который для нанесения слоя материала (71, 73; 115) установлен с возможностью возвратно-поступательного перемещения между двумя конечными положениями и содержит лезвие (56; 105) для удаления лишнего материала (72) при образовании слоя материала (71, 73; 115), отличающееся тем, что содержит устройство (11; 53; 102) транспортировки материала, с помощью которого материал может быть транспортирован с одной стороны лезвия (56; 105) на его другую сторону, причем устройство (11) транспортировки материала содержит установленный с возможностью вращения вокруг оси (59) транспортирующий валик (53) для транспортировки с одной стороны лезвия (56) на его другую сторону.
2. Устройство по п.1, отличающееся тем, что устройство (9, 10; 54; 104) подачи материала содержит бункер (10) для материала и выполнено с возможностью автоматического прекращения подачи материала в зону подачи при наличии в ней заданного количества материала.
3. Устройство по п.1 или 2, отличающееся тем, что предусмотрен механизм (61, 62, 62′, 63, 63′, 64), с помощью которого движение (В) покрывающего агрегата (52) связано с вращением транспортирующего валика (53) с возможностью транспортировки материала транспортирующим валиком (53) при однократном возвратно-поступательном перемещении покрывающего агрегата (52) с одной стороны лезвия (56) на его другую сторону.
4. Устройство по п.1, отличающееся тем, что транспортирующий валик (53) содержит две лопасти (60, 60′), зеркально-симметричные оси вращения транспортирующего валика (53).
5. Устройство по п.1, отличающееся тем, что транспортирующий валик (53) представляет собой валик, по меньшей мере, с одной выполненной в виде выемки камерой, посредством которой материал при вращении валика может быть транспортирован с одной стороны лезвия на его другую сторону.
6. Устройство по п.1, отличающееся тем, что предусмотрена ванна (65), подогнанная к форме транспортирующего валика и размещающая в себе его часть.
7. Устройство по п.6, отличающееся тем, что ванна (65) содержит нагреватель для подогрева материала в ней.
8. Устройство для нанесения слоев порошкообразного материала (71, 73; 115) с покрывающим агрегатом (8; 52; 101), который для нанесения слоя материала (71, 73; 115) установлен с возможностью возвратно-поступательного перемещения между двумя конечными положениями и содержит лезвие (56; 105) для удаления лишнего материала (72) при образовании слоя материала (71, 73; 115), отличающееся тем, что содержит устройство (11; 53; 102) транспортировки материала, с помощью которого материал может быть транспортирован с одной стороны лезвия (56; 105) на его другую сторону, причем транспортное устройство (11) представляет собой псевдоожижающее устройство (102), с помощью которого газ может вдуваться в материал с возможностью его псевдоожижения и течения с одной стороны лезвия (56) на его другую сторону, когда покрывающий агрегат (101) находится в заданном положении.
9. Устройство для нанесения слоев порошкообразного материала (71, 73; 115) с покрывающим агрегатом (8; 52; 101), который для нанесения слоя материала (71, 73; 115) установлен с возможностью возвратно-поступательного перемещения между двумя конечными положениями и содержит лезвие (56; 105) для удаления лишнего материала (72) при образовании слоя материала (71, 73; 115), отличающееся тем, что содержит устройство (11; 53; 102) транспортировки материала, с помощью которого материал может быть транспортирован с одной стороны лезвия (56; 105) на его другую сторону, причем транспортное устройство (11) представляет собой псевдоожижающее устройство, с помощью которого материал может быть подвергнут вибрации с возможностью его псевдоожижения и течения с одной стороны лезвия на его другую сторону, когда покрывающий агрегат находится в заданном положении.
10. Устройство по любому из пп.1, 2, 6-9, отличающееся тем, что на обеих сторонах монтажного поля, соответствующих обоим конечным положениям покрывающего агрегата, расположено по одному транспортному устройству (11; 53; 102).
11. Способ нанесения слоев порошкообразного материала (71, 73; 115) с помощью покрывающего агрегата (52; 101), который для нанесения слоя материала установлен с возможностью перемещения между двумя конечными положениями и содержит лезвие (56; 105), включающий в себя этап а) нанесения слоя материала на поверхность с помощью покрывающего агрегата (52; 101), причем лезвием при этом удаляют лишний материал (72) и сдвигают его из монтажного поля (55), отличающийся тем, что он включает в себя этап б) транспортировки материала с обращенной от монтажного поля стороны на обращенную к монтажному полю сторону лезвия, причем транспортировку материала на этапе б) осуществляют посредством установленного с возможностью вращения транспортирующего валика (53).
12. Способ нанесения слоев порошкообразного материала (71, 73; 115) с помощью покрывающего агрегата (52; 101), который для нанесения слоя материала установлен с возможностью перемещения между двумя конечными положениями и содержит лезвие (56; 105), включающий в себя этап а) нанесения слоя материала на поверхность с помощью покрывающего агрегата (52; 101), причем лезвием при этом удаляют лишний материал (72) и сдвигают его из монтажного поля (55), отличающийся тем, что он включает в себя этап б) транспортировки материала с обращенной от монтажного поля стороны на обращенную к монтажному полю сторону лезвия, причем транспортировку материала на этапе б) осуществляют посредством его псевдоожижения посредством псевдоожижающего устройства.
13. Способ по п.11 или 12, при котором материал из бункера (10) подают посредством устройства (54; 104) подачи материала в область подачи рядом с монтажным полем (55; 107).
14. Способ по п.13, при котором на этапе б) материал транспортируют из области подачи на обращенной от монтажного поля (55; 107) стороне на обращенную к рабочей области сторону лезвия (56; 105) покрывающего агрегата (52; 101), находящегося в конечном положении или вблизи него.
15. Способ по п.13, при котором на этапе а) лишний материал (72) сдвигают лезвием (56; 105) в область подачи.
16. Способ по п.13, при котором подачу материала в область подачи прекращают, как только в области подачи окажется заданное количество материала.
17. Устройство для изготовления трехмерного объекта посредством упрочнения слоев материала в соответствующих сечению объекта местах, содержащее устройство для нанесения слоев порошкообразного материала по одному из пп.1, 2, 6, 7, 8 или 9.
| Устройство для определения плотности ткани | 1982 |
|
SU1270185A1 |
| Способ изготовления фанеры-переклейки | 1921 |
|
SU1993A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2021881C1 |
| US 5730925 A, 27.03.1998. | |||

