Изобретение относится к области восстановления изношенных в процессе эксплуатации деталей методом пластического деформирования путем внедрения в изношенную деталь инструмента заданной конфигурации и может быть применено на ремонтных предприятиях, занимающихся реновацией деталей. В способе восстановления методом пластического деформирования восстановление концевых элементов осесимметричной детали осуществляют с помощью устройства по фиг.1 (здесь 1 - верхняя плита; 2 - нижняя плита; 3 - матрица; 4 - выталкиватель; 5 - полукольцо 1; 6 - хвостовик; 7 - пуансонодержатель; 8 - пуансон; 9 - промежуточная плита; 10 - стяжной болт; 11 - деталь; 12 - оттяжные пружины; 13 - упорные болты; 14 - подкладная плита; 15 - полукольцо 2; 16 - кольцо), а после пластического деформирования деталь подвергают механической и термической обработке. Изобретение относится к устройствам для восстановления наружной поверхности головной части осесимметричных деталей типа «вал» или «стержень» с канавкой и уклоном (фиг.1, п.11) с одновременным повышением их усталостной прочности в опасных сечениях.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому устройству является устройство для восстановления как наружной, так и внутренней поверхности втулок. Устройство содержит основание, источник нагрева, матрицу для размещения изделия и порошка, узел вращения и формующий элемент, выполненный составным из двух коаксиальных полых частей. Недостатком данного устройства является его применение только для пустотелых деталей, а также отсутствие упрочнения детали после восстановления [1].
Другим наиболее близким по технической сущности является устройство и способ для восстановления шаровых элементов деталей методом пластического деформирования [2]:
1. Способ для восстановления осесимметричной детали с канавкой и уклоном в стержневой части методом пластического деформирования, характеризующийся тем, что осуществляют предварительный нагрев детали до температуры горячей деформации, устанавливают деталь в неразъемную матрицу, в которой осуществляют восстановление изношенного элемента детали пуансоном, конфигурацию и размеры которого подбирают в соответствии с условием обеспечения требуемого формоизменения, при этом перед горячей деформацией на деталь надевают два полукольца и закрепляющее кольцо, обеспечивающие сохранение формы канавки на детали.
2. Устройство для осуществления способа восстановления осесимметричной детали с канавкой и уклоном в стержневой части методом пластического деформирования по п.1, характеризующееся тем, что оно содержит верхнюю плиту с закрепленным на ней пуансонодержателем, пуансон с конфигурацией и размерами, подобранными в соответствии с условием обеспечения требуемого формоизменения, установленную в плите неразъемную матрицу для размещения детали с надетыми на нее полукольцами и закрепляющим кольцом, обеспечивающими сохранение формы канавки на детали, и выталкиватель для извлечения детали из неразъемной матрицы.
Основной недостаток упомянутого технического решения - это сложность конструкции штампа, а также неоптимизированность потоков металла при внедрении пуансона.
Заявляемое изобретение направлено на упрощение конструкции устройства и разработку метода подбора оптимальной формы пуансона по методологии, указанной ниже, которая обеспечит наиболее близкое к требуемому распределение потоков металла при восстановлении. Предлагаемое устройство состоит из нижней плиты 2 (фиг.1), в которую установлена матрица 3, выталкиватель 4, два полукольца 5 и 15, а также кольцо 16, обеспечивающие сохранение формы канавки на детали. Верхняя плита 1 и пуансонодержатель 7, в котором установлен пуансон 8, закреплены между собой через подкладную плиту 9 стяжными болтами 10. Хвостовик 6 прикреплен к ползуну пресса. Конструкция устройства позволяет применять при восстановлении различные виды пуансонов 8.
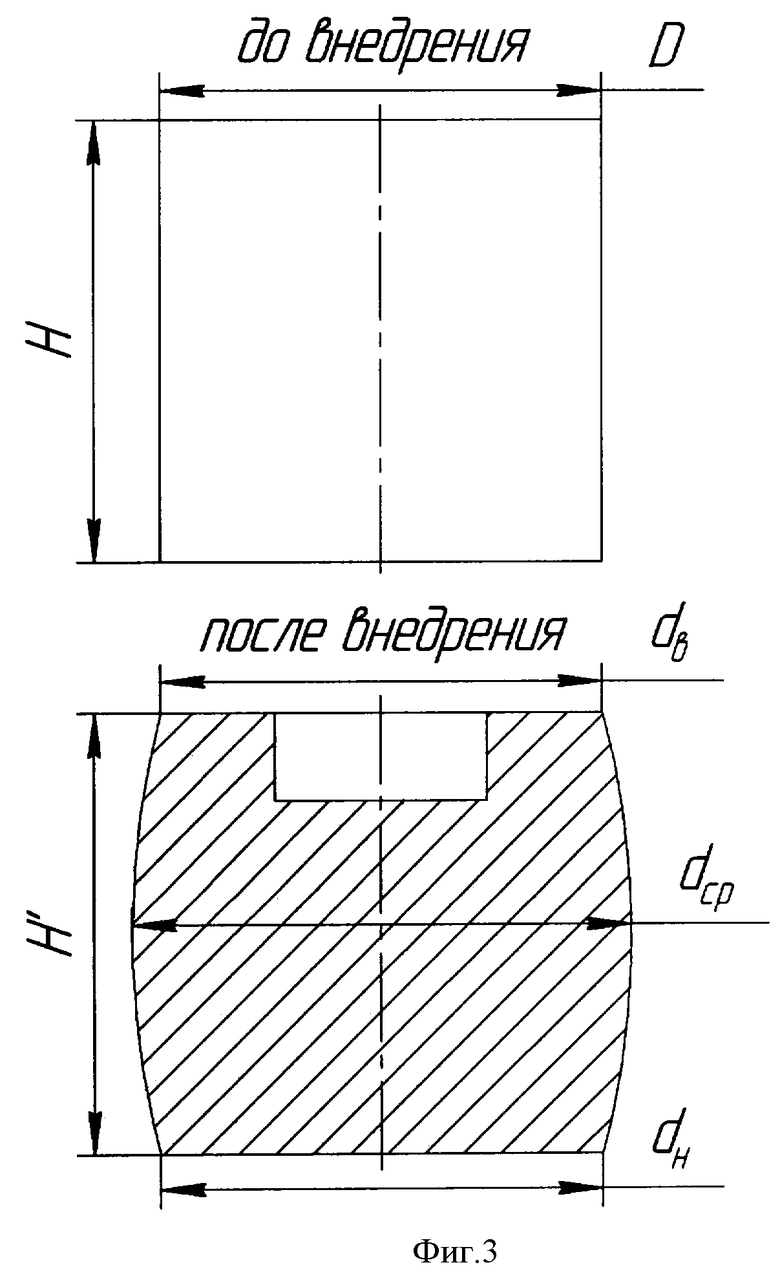
Форму пуансона, глубину внедрения и относительные размеры инструмента (форма торца пуансона, глубина внедрения, относительные размеры пуансона) (фиг.2, где d - диаметр пуансона; hк=0.25d; Hк=0,5d) подбирают в зависимости от износа деталей по данным, представленным в таблице 1. Пояснения к обозначениям в таблице даны на фиг.3 (здесь H - высота цилиндрического образца; H' - высота цилиндрического образца после внедрения пуансона; D - диаметр цилиндрического образца; dв, dср, dн - соответственно верхний, средний и нижний диаметры образца после внедрения пуансона).
Данные, приведенные в таблице, выражают относительное формоизменение и обладают принципом аддитивности. Относительное формоизменение детали не зависит от формы восстанавливаемой поверхности (цилиндр, выпуклая поверхность и вогнутая поверхность). За единицу измерения принята величина, равная измеряемому размеру образца до внедрения. Таким образом, значения, указанные в таблице, характеризуют относительное формоизменение образца, которое не зависит от исходной его формы.
Устройство работает следующим образом.
На деталь предварительно надевают полукольца 5 и 15, после чего их закрепляют кольцом 16. Восстанавливаемая часть детали 11 предварительно нагревается (в зоне восстановления) в установке безокислительного нагрева (соляная ванна) до температуры горячей деформации (от 0,8 до 0,9 Тпл) и устанавливается хвостовиком в матрицу. При движении ползуна пресса вниз пуансон 8 сначала, надавливая на деталь, загоняет ее в клинообразное отверстие матрицы, затем, внедряясь в деталь, за счет пластического деформирования металла изменяют форму детали на требуемую. После осуществления процесса восстановления возвращение устройства в исходное положение обеспечивается наличием оттяжных пружин 12, размещенных в пуансонодержателе 7. Ход пружин ограничивают упорные болты 13. Во время движения верхней плиты вверх пуансон извлекается из детали при помощи съемника 14, затем деталь выбивается из матрицы выталкивателем 4. После восстановления деталь удаляется клещами.
Восстановление геометрических размеров обеспечивается целенаправленным перемещением материала детали из нерабочих зон в зону изношенной поверхности за счет внедрения пуансона заданной конфигурации.
Направление течения металла зависит от формы внедряемого инструмента и условия трения на контакте пуансон - восстанавливаемая деталь - формообразующая матрица. Для создания анизотропных условий трения при пластическом деформировании (фиг.4, где 1 - изношенная деталь; 2 - полукольца; 3 - зона скольжения; 4 - зона прилипания; 5 - направления течения металла при внедрении пуансона; 6 - кольцо) на гравюре матрицы созданы зоны прилипания 4 и зоны скольжения 3. На чертеже также указаны полукольца 2 и 6, а также кольцо 5, восстанавливаемая деталь 1, стрелками показаны потоки металла. За счет характерной формы внедряемого инструмента и направления течения металла, указанного на рисунке, деталь после восстановления принимает требуемую форму. Для этого поверхности матриц, где необходимо создать зоны прилипания, были обработаны операциями фрезерования (R=6,3 мкм), а зоны скольжения - операциями шлифования (R=1,25 мкм).
Предлагаемое устройство и способ позволяют восстанавливать ресурсоизношенные детали типа шаровой палец или вал с одновременным повышением их усталостной прочности вследствие рекристаллизации металла при восстановлении.
Использованная литература
1) RU 2129941 C1 «Способ восстановления втулки плунжерной пары топливного насоса высокого давления дизелей».
2) RU 2238832 C1 «Способ и устройство восстановления шаровых элементов деталей методом пластического деформирования».
Результаты прошивки цилиндрического образца
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "РАЗЖИМНОЙ КУЛАК" МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2008 |
|
RU2376121C2 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 1999 |
|
RU2163175C1 |
| Набор концевых плоскопараллельных мер длины | 2024 |
|
RU2834601C1 |
| СПОСОБ И УСТРОЙСТВО ВОССТАНОВЛЕНИЯ ШАРОВЫХ ЭЛЕМЕНТОВ ДЕТАЛЕЙ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2003 |
|
RU2238832C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Устройство для изготовления деталей типа стакана с фланцем | 1987 |
|
SU1581456A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Универсальный набор плоскопараллельных концевых мер длины | 2023 |
|
RU2812144C1 |



Изобретение относится к области восстановления изношенных в процессе эксплуатации деталей методом пластического деформирования и может быть применено на ремонтных предприятиях, занимающихся реновацией деталей, а также к устройствам для восстановления наружной поверхности головной части осесимметричных деталей типа «вал» или «стержень» с канавкой и уклоном с одновременным повышением их усталостной прочности в опасных сечениях. В способе осуществляют предварительный нагрев детали до температуры горячей деформации, устанавливают деталь в неразъемную матрицу, в которой осуществляют восстановление изношенного элемента детали пуансоном, конфигурацию и размеры которого подбирают с обеспечением требуемого формоизменения, при этом перед горячей деформацией на деталь предварительно надевают два полукольца и закрепляющее кольцо, обеспечивающие сохранение формы канавки на детали. Устройство содержит неразъемную матрицу для размещения детали с надетыми на нее полукольцами и закрепляющим кольцом, обеспечивающими сохранение формы канавки на детали, и выталкиватель для выбивания детали из неразъемной матрицы. Изобретение направлено на упрощение конструкции устройства и разработку метода подбора оптимальной формы пуансона, который обеспечит наиболее близкое к требуемому распределение потоков металла при восстановлении. 2 н.п. ф-лы, 1 табл., 4 ил.
1. Способ для восстановления осесимметричной детали с канавкой и уклоном в стержневой части методом пластического деформирования, характеризующийся тем, что осуществляют предварительный нагрев детали до температуры горячей деформации, устанавливают деталь в неразъемную матрицу, в которой осуществляют восстановление изношенного элемента детали пуансоном, конфигурацию и размеры которого подбирают с обеспечением требуемого формоизменения, при этом перед горячей деформацией на деталь предварительно надевают два полукольца и закрепляющее кольцо, обеспечивающие сохранение формы канавки на детали.
2. Устройство для восстановления осесимметричных деталей с канавкой и уклоном в стержневой части методом пластического деформирования способом по п.1, характеризующееся тем, что оно содержит верхнюю плиту с закрепленным в ней пуансонодержателем, пуансон с конфигурацией и размерами, подобранными с обеспечением требуемого формоизменения, источник нагрева, установленную в нижней плите неразъемную матрицу для размещения детали с надетыми на нее полукольцами и закрепляющим кольцом, обеспечивающими сохранение формы канавки на детали, и выталкиватель для выбивания детали из неразъемной матрицы.
| СПОСОБ И УСТРОЙСТВО ВОССТАНОВЛЕНИЯ ШАРОВЫХ ЭЛЕМЕНТОВ ДЕТАЛЕЙ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2003 |
|
RU2238832C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ | 1997 |
|
RU2131800C1 |
| Устройство для восстановления наружной и внутренней поверхностей втулки | 1990 |
|
SU1726136A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ПОКОВОК | 0 |
|
SU196526A1 |
| EP 0623408 A, 09.11.1994. | |||

