Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления деталей типа стакана с фланцем у основания.
Целью изобретения является повышение качества изделий за счет повышения точности изготовления деталей по высоте фланца и глубине полости.
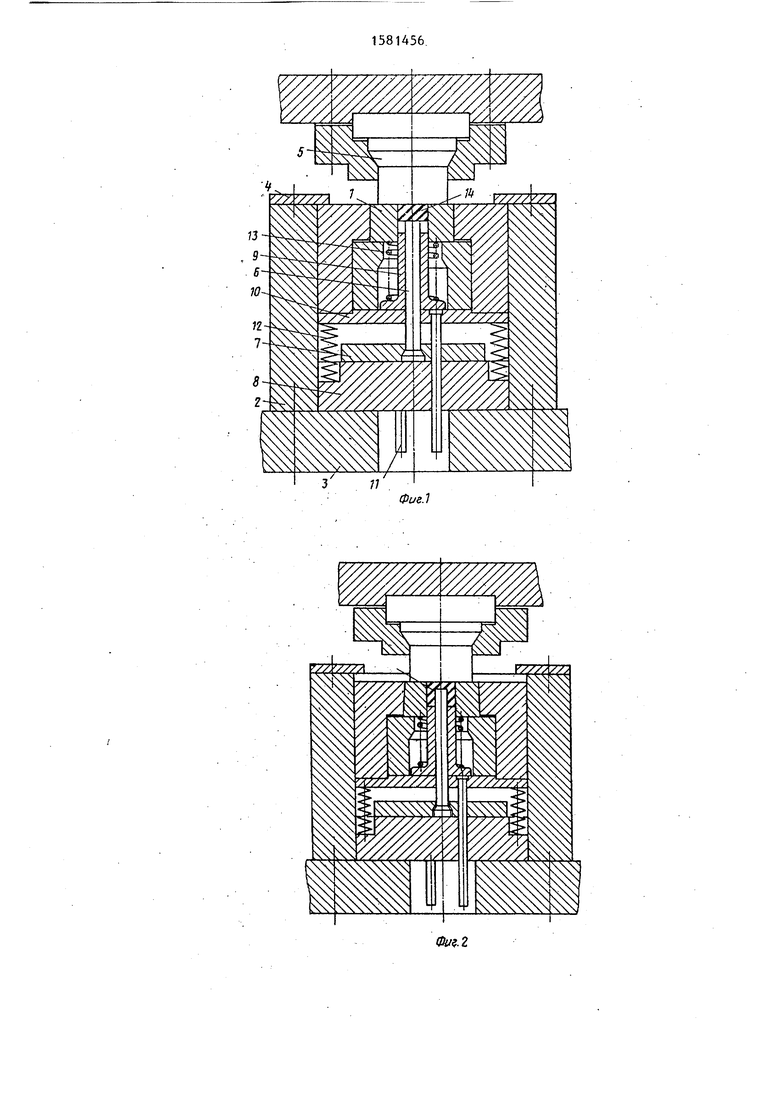
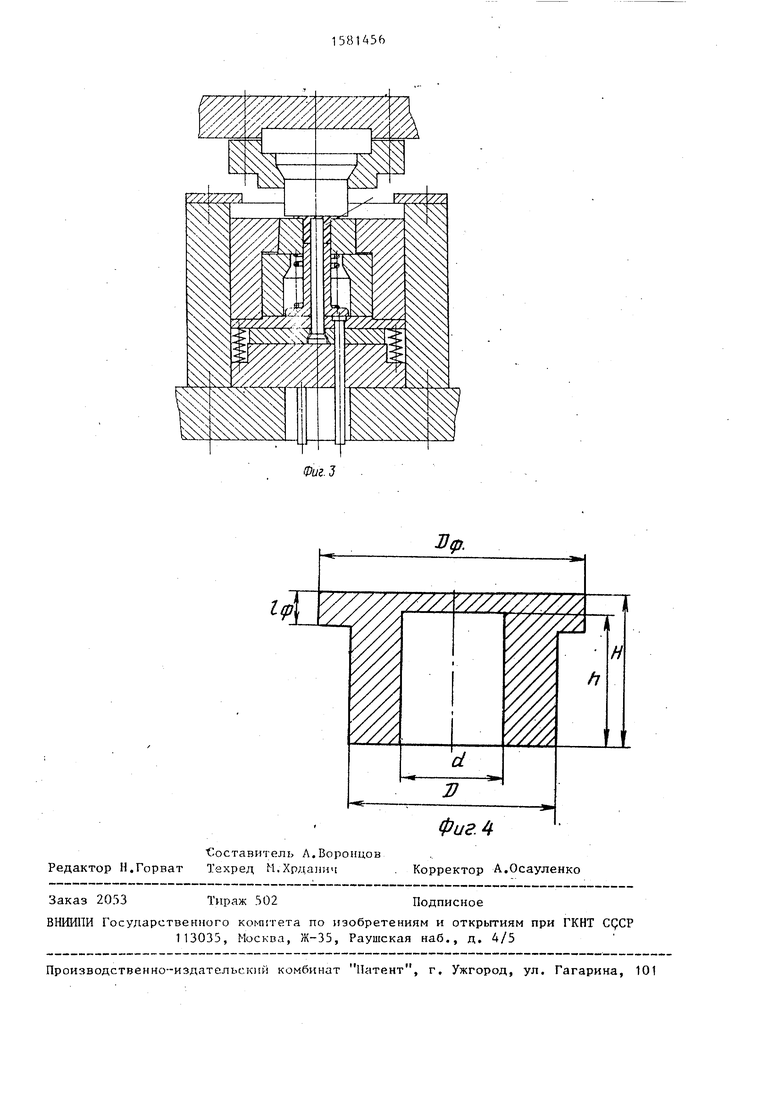
На фиг. 1 показано устройство исходное положение; на фиг. 2 - то же, в начальной стадии деформирования; на фиг. 3 - то же в заключительной стадии деформирования; на фиг. 4- эскиз выдавленной детали.
Устройство содержит матрицу 1, подвижно установленную в корпусе 2, закрепленном на плите 3 и снабженном упором 4 для ограничения перемещения матрицы, формующий пуансон 5 и контрпуансон 6, установленный в пуансонодержатель 7, скрепленный с плитой 3 через опору 8, выталкиватель 9, установленный на промежуточную плиту 10, жестко скрепленную с матрицей 1, толкатели 11, установленные в промежуточной плите 10, пружины 12, установленные между опорой 8 и промежуточной плитой 10, и пружину 13, установленную я полость между торцом выталкивателя 9 и матрицей 1 .
Устройство работает следующим образом.
СД
00
Ј С71
ОЪ
На заготовку 14, установленную в полость матрицы 1 на контрпуансон 6, воздействует формующий пуансон 5. Происходит истечение материала заготовки в осевом направлении в кольцевой зазор между матрицей 1 и контр пуансоном 6, т.е. осуществляется первая стадия формоизменения стакана с фланцем.
Первая стадия заканчивается в момент соприкосновения нижнего торца стенки выдавленного стакана с выталкивателем 9.
На второй стадии за счет усилия, создаваемого в результате взаимодействия нижнего торца стакана с выталкивателем 9, жестко скрепленным с матрицей 1, матрица перемещается со скоростью VM, превышающей скорость перемещения йюрмующего пуансона 5 Vrt
D
в БИТ раз
где D - наружный диаметр стакана; d - внутренний диаметр стакана.
Между зеркалом матрицы 1 и формующим пуансоном 5 образуется зазор, в который осуществляется радиальное ис течение металла заготовки. При этом происходит также осевое истечение материала с дальнейшим оформлением полости детали.
После соприкосновения промежуточной плиты 10 и пуансонодержателя 7 матрица 1 останавливается, формующим пуансоном 5 осуществляется окончательное оформление фланца детали.
Удаление отштампованной детали осуществляется выталкивателем 9 и толкателями 11. Пружины 12 выставляют матрицу 1„ а пружина 13 - выталкиватель 9 в исходное положение.
Точность высотных размеров выдавленных стаканов с фланцем достигается за счет того, что полость стакана оформляется, в основном, на первой стадии процесса. В момент окончания первой стадии глубина полости стакана меньше окончательного размера на величину, вычисляемую по формуле
1 1(-)г о.
где 1 - окончательная величина
фланца;
D - окончательный диаметр фланца; D - наружный диаметр стакана. На второй стадии процесса происходит истечение металла заготовки в осевом и радиальном направлениях и окончательное оформление формы детали.
Формула изобретения Устройство для изготовления дета-
лей типа стакана с фланцем, содержащее формующий пуансон, матрицу, подвижно установленную в корпусе, имеющем упоры для ограничения переме- - щения матрицы, контрпуансон, неподвижно закрепленный в корпусе, и выталкиватель, установленный с возможностью взаимодействия с толкателями, отличающееся тем, что, с целью повышения качества изделий за счет повышения точности изготовления
деталей по высоте фланца и глубине полости, оно снабжено жестко связанной с матрицей со стороны ее донной части промежуточной плитой, выталкиватель установлен на указанной плите и подпружинен относительно матрицы.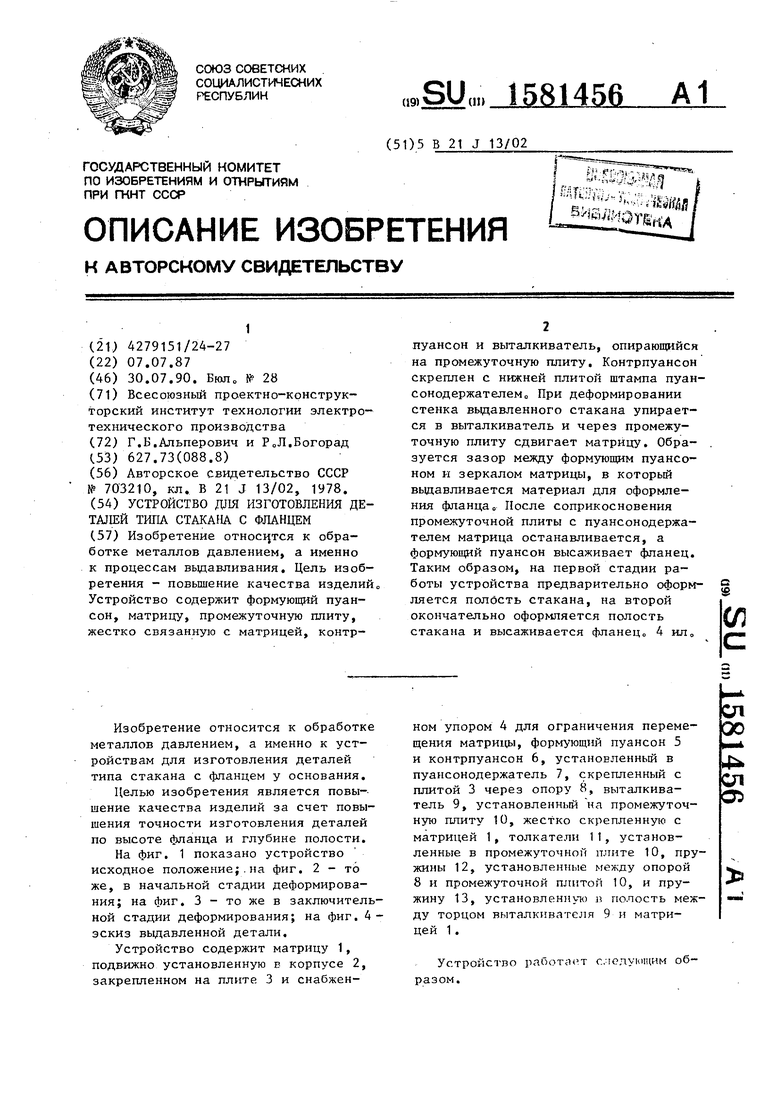

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |
| Способ безоблойной штамповки изделий с боковыми отростками и фланцами на этих отростках | 1989 |
|
SU1648620A1 |
| Устройство для штамповки деталей типа стакан с фланцем | 1985 |
|
SU1263405A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Способ получения изделий типа стака-HOB C НАРужНыМи бОКОВыМи ВыСТупАМи | 1979 |
|
SU821026A1 |
| Способ получения полых изделий с фланцем | 1979 |
|
SU874255A1 |
| Штамп для выдавливания полых деталей и способ его настройки | 1984 |
|
SU1181770A1 |
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |
Изобретение относится к обработке металлов давлением, а именно к процессам выдавливания. Цель изобретения - повышение качества изделий. Устройство содержит формующий пуансон, матрицу, промежуточную плиту, жестко связанную с матрицей, контрпуансон и выталкиватель, опирающийся на промежуточную плиту. Контрпуансон скреплен с нижней плитой штампа пуансонодержателем. При деформировании стенка выдавленного стакана упирается в выталкиватель и через промежуточную плиту сдвигает матрицу. Образуется зазор между формующим пуансоном и зеркалом матрицы, в который выдавливается материал для оформления фланца. После соприкосновения промежуточной плиты с пуансонодержателем матрица останавливается, а формующий пуансон высаживает фланец. Таким образом, на первой стадии работы устройства предварительно оформляется полость стакана, на второй окончательно оформляется полость стакана и высаживается фланец. 4 ил.
9Ј 7l8Sl
ФигЛ
| Устройство для холодного выдавливания | 1978 |
|
SU703210A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
