Изобретение относится к деревообрабатывающей промышленности
Известна линия склеивания пиломатериалов на длине, включающая узлы клеенанесения, опрессовки, подачи склеенной ленты и управления, состоящего из рычажной системы и конечного выключателя, установленного в зоне опрессовки (Авторское свидетельство СССР №1351783, 1987). Недостатком этой линии является то, что узел подачи склеенной ленты в данной линии необходимо устанавливать после узла опрессовки, поэтому уже опрессованный стык заготовок с еще неотвердевшим клеем подвергается разрывным и изгибающим усилиям при прохождении стыка через узел подачи, что снижает качество клеевого шва, а иногда и просто разрушает его.
Техническим решением, наиболее близким к заявляемому и выбранному за прототип, является управляющее устройство линии склеивания древесных заготовок по длине, включающее зондирующий узел, вал, измерительный диск, управляющий диск с магнитной лентой, записывающую и воспроизводящую магнитные головки (патент РФ №1819213, 1993). Недостатком этого устройства является его сложность, громоздкость и ненадежность работы в условиях деревообрабатывающего производства, так как:
- устройство представляет собой достаточно сложную шарнирно установленную подвижную механическую систему, требующую очень точной и защищенной установки магнитных головок относительно диска с магнитной лентой;
- диаметр дисков должен быть достаточно большим, чтобы длина дуги на магнитной ленте между записывающей и воспроизводящй головками была равна расстоянию от зондирующего узла до прессующего узла, из-за чего устройство получается громоздким.
- необходимо применение специальных источников тока для питания магнитных головок и усилителя сигнала от воспроизводящей магнитной головки.
Задачей предлагаемого технического решения является упрощение конструкции и повышение надежности работы линии.
Поставленная задача решается за счет того, что линия склеивания древесных заготовок по длине, включающая узел подачи, состоящий из подающих валков, прижимных валков и привода, прессующий узел для опрессовки стыков заготовок, зондирующий датчик, установленный в точке состыковки заготовок, и электрокоммуникационный блок управления, содержит также установленный на подающем валке или другом кинематическом звене узла подачи лепестковый металлический диск, взаимодействующий с ним бесконтактный датчик и установленные в электрокоммуникационном блоке управления счетчики электрических сигналов от этого датчика, причем количество этих счетчиков соответствует максимально возможному количеству заготовок минимальной длины, которые могут разместиться на участке линии от точки состыковки заготовок до точки опрессвки стыков заготовок в прессующем узле. Благодаря этому подача команды на опрессовку клеевого стыка заготовок обеспечивается простейшими, надежными и широко применяемыми приборами - бесконтактным датчиком и счетчиками электрических сигналов, а необходимость в громоздком механическом устройстве управления линией вместе с требующими очень точной и защищенной установки приборами электромагнитной записи, воспроизведения и усиления сигналов отпадает.
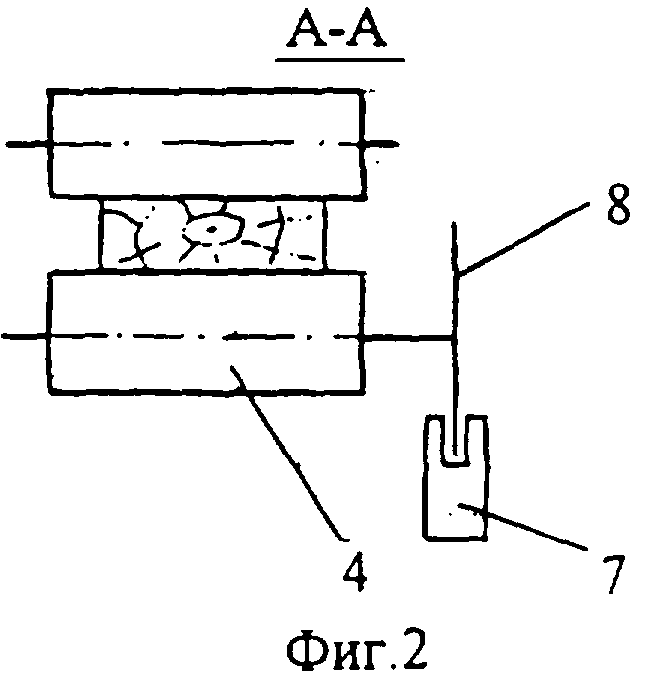
На фиг.1 предлагаемая линия изображена схематически, на фиг.2 - сечение по А-А на фиг.1.
Линия содержит приемный стол 1, прессующий узел 2 для опрессовки стыков склеиваемого бруса 3 и узел его подачи, состоящий из приводных валков 4, прижимных валков 5 и привода (не показан). Зондирующий датчик 6 установлен в точке С состыковки заготовок, а бесконтактный датчик 7 - с возможностью взаимодействия с металлическим лепестковым диском 8, укрепленном на валке 4 (на фиг.1 показана только часть диска 8). Электрокоммунникационный блок управления линией (не показан) снабжен счетчиками электрических сигналов. Количество этих счетчиков соответствует максимально возможному количеству заготовок 9 минимальной длины, которые могут размеситься на участке L линии от точки С состыковки заготовок до точки П опрессовки стыков в прессующем узле 2.
Линия работает следующим образом:
В исходном положении валки 5 узла подачи подняты, валки 4 неподвижны. Заготовку 9 после нанесения клея на ее зубчатый торец на отдельной установке (не показана) подают по столу 1 до состыковки со склеиваемым брусом 3 в точке С. При этом заготовка 9 воздействует на зондирующий датчик 6. По его сигналу электрокоммуникационный блок управления линии включает узел подачи (т.е. вращение приводных валков 4 и прижим валков 5) и запускает в работу первый из счетчиков сигналов. На этот счетчик сигналы поступают от бесконтактного датчика 7 при проходе через его щель лепестков диска 8, вращающегося вместе с валком 4, а количество этих сигналов пропорционально перемещению бруса 3.
При сходе заготовки 9 с зондирующего датчика 6 узел подачи отключается (валки 4 останавливаются, валки 5 поднимаются), а уже задействованный первый счетчик сигналов остается включенным. На приемный стол подается новая заготовка 9 и по сигналу датчика 6 вновь включается подача бруса 3. Одновременно включается второй счетчик сигналов. Теперь при движении бруса 3 сигналы от датчика 7 поступают как на первый счетчик (здесь они суммируются с ранее поступившими сигналами), так и на второй. Если до достижения точки П опрессовки первого клеевого стыка с датчика 6 сойдет и вторая заготовка, то при подаче на линию новой (третьей) заготовки одновременно с включением узла подачи подключается третий счетчик электрокоммуникационного блока. Теперь сигналы с датчика 7 поступают параллельно на три счетчика.
Как только первый клеевой стык достигает точки П опрессовки в прессующем узле 2, количество поступивших на первый счетчик сигналов достигает запрограммированного числа, и этот счетчик подает команду на остановку подачи, на опрессовку клеевого стыка и на собственное отключение со сбросом поступивших на него сигналов. После опрессовки стыка вновь включается подача бруса 3.
После схода с зондирующего датчика 6 последней из поданных заготовок и остановки подачи по столу 1 на состыковку подают новую заготовку. По сигналу зондирующего датчика 6 работа линии возобновляется, освободившийся первый счетчик вновь запускается в работу, а сигналы с датчика 7 поступают как на вновь освободившийся первый счетчик, так и на ранее задействованные второй и третий счетчики. После достижения точки опрессовки второго стыка он спрессовывается уже по команде второго счетчика. Далее работа линии продолжается в той же последовательности.
Программируемое для счетчиков число сигналов можно определить таким образом:
Nп=NлL/ПD,
где Nп - программируемое для счетчика число сигналов.
Мл - количество лепестков на лепестковом диске.
L - расстояние от точки С состыковки заготовок до точки П опрессовки.
D - диаметр подающего валка 4.
От количества лепестков Nп на лепестковом диске зависит погрешность остановки клеевого стыка в зоне опрессовки, поэтому его можно определить так:
Nл=ПD/Δ,
где Δ - допустимая погрешность остановки клеевого стыка в зоне опрессовки
Простота конструкции предлагаемой линии позволяет использовать ее как для склеивания по длине основного технологического пиломатериала, так и для утилизации короткомерных отходов деревообрабатывающего производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Управляющее устройство линии склеивания древесных заготовок по длине | 1985 |
|
SU1351787A1 |
| Управляющее устройство линии склеивания древесных заготовок по длине | 1991 |
|
SU1819213A3 |
| Устройство для стыковки обрезиненного полотна | 1975 |
|
SU595176A1 |
| Линия склеивания пиломатериалов по длине | 1986 |
|
SU1351783A1 |
| Линия склеивания пиломатериалов по длине на зубчатый шип | 1985 |
|
SU1253788A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ, ЩИТОВ, КОНСТРУКЦИЙ | 2010 |
|
RU2444434C2 |
| Устройство для сращивания заготовок по длине | 1983 |
|
SU1100089A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО КОМПОЗИЦИОННОГО ТЕПЛОРАСПРЕДЕЛЯЮЩЕГО МАТЕРИАЛА | 2016 |
|
RU2656008C1 |
| ЧУРАК ДЛЯ ПОЛУЧЕНИЯ ЛУЩЁНОГО ШПОНА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ЛУЩЁНОГО ШПОНА | 2020 |
|
RU2740940C1 |
| УСТАНОВКА ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМИРОВАНИЯ ДЛИННОМЕРНОГО ГИБКОГО ПЕЧАТНОГО КАБЕЛЯ | 2013 |
|
RU2550144C1 |

Изобретение относится к деревообрабатывающей промышленности. Линия склеивания древесных заготовок по длине содержит узел подачи склеиваемого бруса, прессующий узел его опрессовки, зондирующий датчик, лепестковый диск, установленный на валке подачи, взаимодействующий с ним бесконтактный датчик и счетчики сигналов от этого датчика. Количество счетчиков соответствует максимально возможному количеству заготовок минимальной длины, размещающихся на участке линии от точки состыковки заготовок до точки опрессовки. Включаются счетчики в последовательности поступления заготовок на состыковку и каждый из них включает прессующий узел при достижении точки опрессовки соответствующим стыком. Изобретение позволяет упростить конструкцию и повысить надежность линии. 2 ил.
Линия склеивания древесных заготовок по длине, включающая узел подачи, состоящий из подающих валков, прижимных валков и привода, прессующий узел для опрессовки стыков заготовок, зондирующий датчик, установленный в точке состыковки заготовок, и электрокоммуникационный блок управления, отличающаяся тем, что она содержит установленный на подающем валке или другом кинематическом звене узла подачи лепестковый металлический диск, взаимодействующий с ним бесконтактный датчик и установленные в электрокоммуникационном блоке управления счетчики электрических сигналов от этого датчика, причем количество этих счетчиков соответствует максимально возможному количеству заготовок минимальной длины, которые могут разместиться на участке линии от точки состыковки заготовок до точки опрессовки стыков заготовок в прессующем узле.
| Управляющее устройство линии склеивания древесных заготовок по длине | 1991 |
|
SU1819213A3 |
| Клеевое соединение заготовок из древесины с помощью зубчатых шипов | 1984 |
|
SU1212790A1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ ДРЕВЕСИНЫ | 2000 |
|
RU2179109C1 |
| ПРЕСС ДЛЯ СОЕДИНЕНИЯ СКЛЕЕННЫХ ШИПОВЫХ СОЕДИНЕНИЙ ДЕРЕВЯННЫХ ДЕТАЛЕЙ С РАСКЛИНКОЙ | 1991 |
|
RU2070108C1 |
| WO 9950516 A1, 07.10.1999 | |||
| DE 19816067 C1, 07.01.1999. | |||

