Изобретение относится к оборудованию для контактной стыковой сварки оплавлением, а конкретно к конструкции стационарных машин для сварки рельсов в длинномерные плети.
В настоящее время сварку рельсовых плетей для бесстыкового пути выполняют на стационарных рельсосварочных предприятиях (поездах) (РСП) контактными стыковыми машинами типа К-1000 и МСР 63.01 и в пути подвесными контактными стыковыми сварочными головками типа К-355, К-900, К-922 и МСР-80.01, входящими в состав ПРСМ (передвижных рельсосварочных машин).
В Российской Федерации установлена стандартная длина изготавливаемых рельсов - 25 м. При этом часть рельсов (10-20%) поставляется заводами нестандартной длины (12-24 м). Максимальная длина рельсовых плетей, свариваемых в РСП и перевозимых на специальных составах составляет 800 метров. Блок-участок: часть межстанционного перегона при автоблокировке или при автоматической локомотивной сигнализации, ограниченная светофорами и изолирующими стыками. Длина блок-участков составляет от 1000 до 2100 метров в зависимости от условий эксплуатации. Как правило, в пределах блок-участка укладывается одна или две рельсовые плети стандартной длины (800 метров) и одна или две нестандартной длины. Между рельсовыми плетями устраиваются уравнительные пролеты, состоящие из трех рельсов длиной по 12,5 метров, а при наличии изолирующего стыка из четырех рельсов длиной по 12,5 метров. Оптимальным и экономически выгодным считаются рельсовые плети длиной в целый перегон, без уравнительных пролетов - от выходной до входной стрелки, при этом изолирующие стыки должны быть вварены в рельсовую плеть.
Наиболее распространенная стационарная рельсосварочная машина К-1000 для контактной стыковой сварки рельсов оплавлением, принятая за прототип, («Оборудование для контактной сварки рельсов и его эксплуатация» С.И.Кучук-Яценко, изд. «Наукова-думка», Киев, стр.105-119; «Контактная стыковая сварка оплавлением» С.И.Кучук-Яценко, изд. «Наукова-думка», Киев, 1992 г., стр.215-219; проспекты ОАО «КЗЭСО» «Машины стационарные для сварки рельсов»), включает неподвижную и подвижную колонны, соединенные между собой валами, цилиндры осадки, сварочное оборудование, наружные роликовые центраторы, узел гратоснимателя, содержащий подвижные плиты гратоснимателя с гидроцилиндрами привода, неподвижные кронштейны гратоснимателя с опорными плитами, имеющими форму, позволяющую пропускать рельс без изолированного стыка. Все данные существенные признаки, кроме формы опорных плит гратоснимателя, позволяющей пропускать рельс без изолированного стыка, есть и в предлагаемом техническом решении.
Данная машина предназначена для сварки рельсов в длинномерные плети, а также в стандартные длины 25 м. При этом вваривание коротких рельсов с изготовленными электроизолирующими стыками в рельсовые плети производится, как правило, на месте укладки (перегонах) подвесными контактными сварочными машинами. Для выполнения работ по ввариванию в рельсовые плети электроизолирующих стыков требуются перерывы в движении поездов (окна), что приводит к большим финансовым и временным затратам. При этом указанные работы можно выполнять только в период положительных температур и в сухую погоду. Вваривание в плети рельсов с изолированными стыками на РСП невозможна по конструктивным причинам - рабочие органы стационарных машин не в состоянии пропускать через механизмы машины изолированные стыки.
Предлагаемым изобретением решается техническая задача доведения рельсовых плетей, свариваемых в условиях РСП стационарными рельсосварочными машинами различного типа, до длины 800 метров, принятой на железных дорогах Российской Федерации и странах СНГ, по условиям транспортировки рельсовых плетей на специальных составах от РСП - к местам укладки в путь. Это позволит значительно сократить объемы работ по сварке стыков подвесными машинами (ПРСМ) непосредственно на перегонах, уменьшить потребное количество «окон» для производства указанных работ, увеличить загрузку специальных составов для перевозки рельсовых плетей, повысить качество и надежность сварных стыков, так как только в условиях РСП выполняются работы по термообработке (нормализации) сварных стыков, на перегонах указанную работу производить невозможно. Вышеизложенное позволяет ощутимо снизить расходы по содержанию и ремонту пути, ускорить темпы работ по доведению длин рельсовых плетей до оптимальных параметров.
Для достижения указанного технического результата в машине для контактной стыковой сварки рельсов оплавлением, включающей неподвижную и подвижную колонны, соединенные между собой валами, цилиндры осадки, сварочное оборудование, наружные роликовые центраторы, узел гратоснимателя, содержащий подвижные плиты гратоснимателя с гидроцилиндрами привода, неподвижные кронштейны гратоснимателя с опорными плитами, наружные ролики центратора выполнены исходя из центрирования по подошве рельса, гидроцилиндры привода плит гратоснимателя выполнены с возможностью пропуска изолированного стыка при раскрытии (т.е. имеют достаточный ход для этого), опорные плиты имеют форму, позволяющую пропускать изолированный стык, а кронштейн гратоснимателя снабжен съемными направляющими для предварительной центровки рельса по подошве. При этом для снижения нагрузок на консольно расположенные ножи гратоснимателя опорные плиты со стороны рельса имеют форму, повторяющую форму боковой поверхности сечения рельса в районе изолированного стыка с учетом болтов.
Отличительными признаками предлагаемой сварочной машины от известной являются следующие: наружные ролики центратора выполнены исходя из центрирования по подошве рельса, гидроцилиндры привода плит гратоснимателя выполнены с возможностью пропуска изолированного стыка при раскрытии, опорные плиты имеют форму, позволяющую пропускать изолированный стык, а кронштейн гратоснимателя снабжен съемными направляющими для предварительной центровки рельса по подошве, а также дополнительно опорные плиты со стороны рельса имеют форму, повторяющую форму боковой поверхности сечения рельса в районе изолированного стыка с учетом болтов.
Благодаря наличию данных отличительных признаков в совокупности с известными, указанными в ограничительной части формулы, достигается следующий технический результат - предлагаемая машина позволяет изготавливать в стационарных условиях плети с изолированными стыками, что существенно повышает качество и надежность рельсового пути, а также сокращает затраты на его монтаж, ремонт и содержание.
Предложенное изобретение может найти применение в конструкциях стационарных машин для контактной стыковой сварки оплавлением.
Изобретение поясняется чертежами, фиг.1-5.
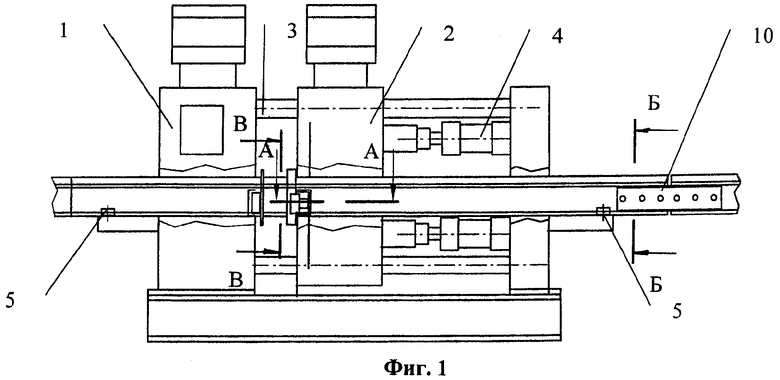
На фиг.1 схематически изображена стационарная машина для сварки железнодорожных рельсов в длинномерные плети, в том числе имеющие в своем составе изолированные стыки.
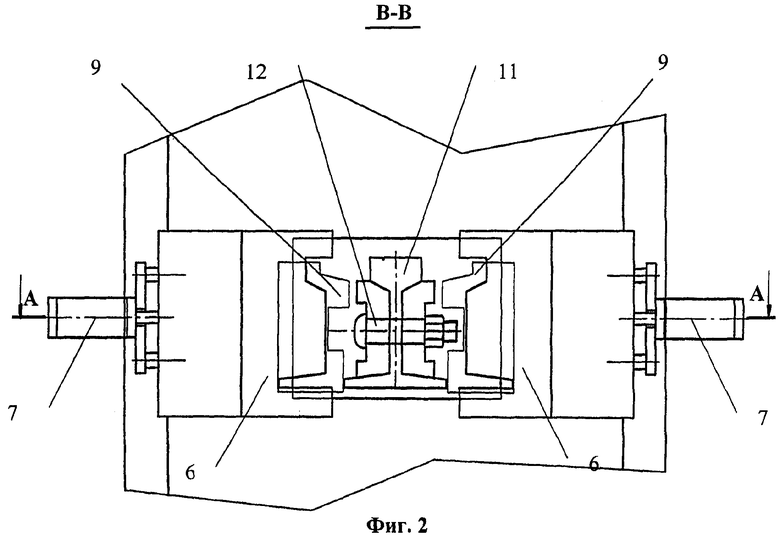
На фиг.2 изображен вид В-В (см. фиг.1) на гратосниматель сварочной машины в раскрытом состоянии.
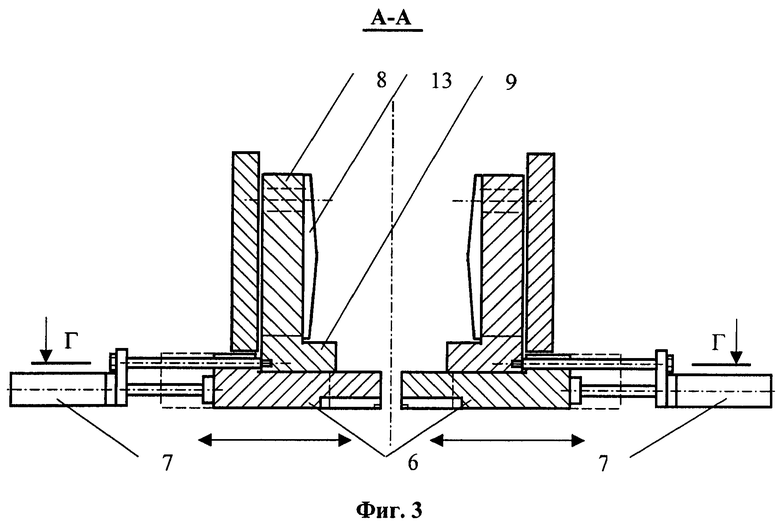
На фиг.3 изображен продольный разрез А-А (см. фиг.1 и 2) по оси механизмов гратоснимателя.
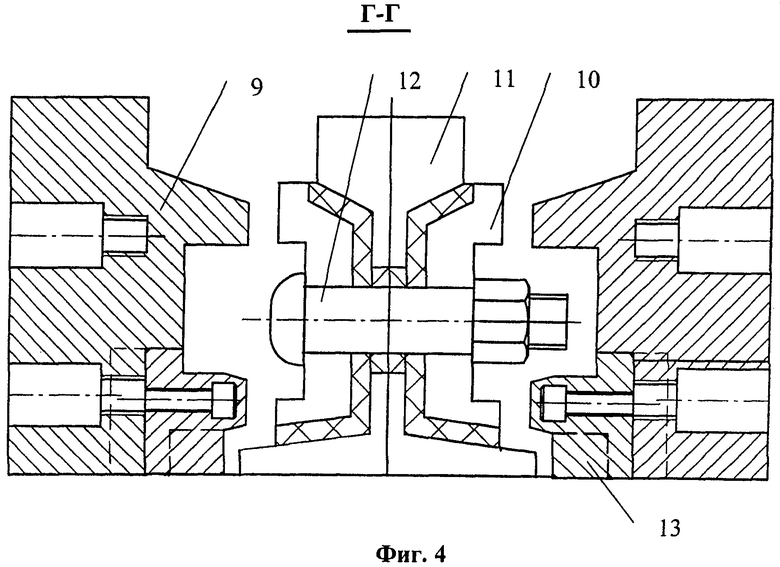
На фиг.4 изображен разрез Г-Г (см. фиг.3) по опорным плитам кронштейна гратоснимателя.
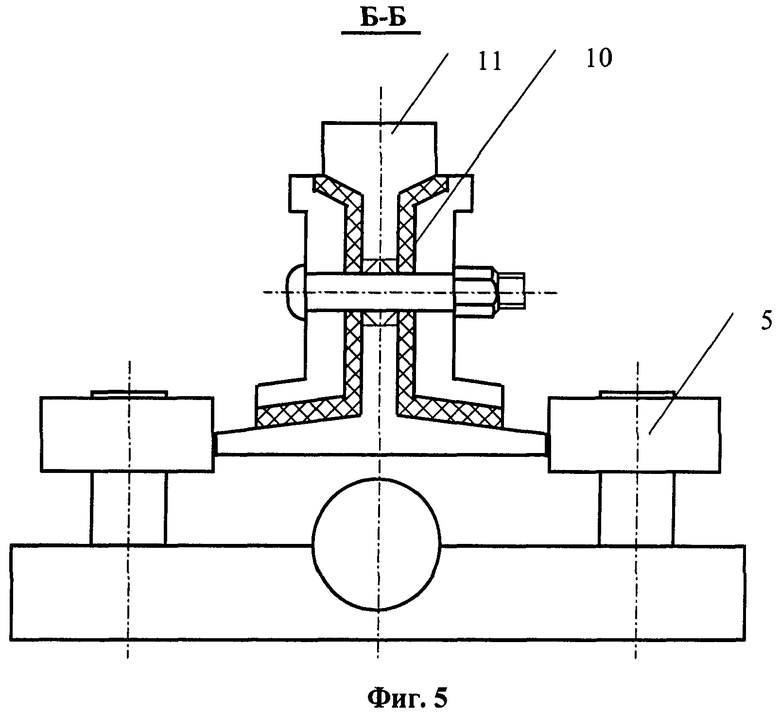
На фиг.5 изображен разрез Б-Б (см. фиг.1) по изолированному стыку в районе роликов наружных центраторов.
Изображенная на фиг.1-5 машина для контактной стыковой сварки оплавлением включает неподвижную 1 и подвижную 2 колонны, соединенные между собой валами 3, цилиндры осадки 4, сварочное оборудование (не изображено), наружные роликовые центраторы 5, узел гратоснимателя, содержащий подвижные плиты 6 гратоснимателя с гидроцилиндрами 7 привода, неподвижные кронштейны 8 гратоснимателя с опорными плитами 9, при этом гидроцилиндры 7 привода плит 6 гратоснимателя выполнены с возможностью пропуска изолированного стыка 10 при раскрытии, опорные плиты 9 гратоснимателя также выполнены с возможностью пропуска изолированного стыка и имеют форму, повторяющую форму боковой поверхности сечения рельса 11 в районе изолированного стыка 10 с учетом болтов 12 (расположенных ассиметрично), а кронштейны 8 гратоснимателя снабжены съемными направляющими 13 для предварительной центровки рельса 11 по подошве.
Изображенные на фиг.5 ролики наружных центраторов 5 выполнены исходя из центрирования по подошве рельса 11, т.е. расположены не как в прототипе в районе шейки рельса 11, а в районе его подошвы.
Предлагаемая машина для контактной стыковой сварки работает аналогично прототипу. Отличием является лишь следующее - благодаря более широкому раскрытию плит 6 гратоснимателя и положению опорных плит 9, позволяющему проходить изолированному стыку 10 вместе с болтами 12, рельсовая плеть с изолированными стыками 10 свободно проходит через сварочную машину. При этом на заходе в машину рельсы 11 центрируются роликами 5 по подошве, а на входе в зону гратоснимателя рельсы 11 предварительно (до точной центровки перед сваркой) центрируются съемными направляющими 13 (в противном случае возможно задевание изолированным стыком 10 за элементы конструкции).
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| СПОСОБ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ, РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2008 |
|
RU2391196C2 |
| СПОСОБ ЦЕНТРОВКИ РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2011 |
|
RU2503529C2 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2011 |
|
RU2503525C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Машина для контактной стыковой сварки труб | 1981 |
|
SU1074682A1 |
| СПОСОБ ЦЕНТРОВКИ ДВУХ ПРОФИЛЬНЫХ ЗАГОТОВОК, В ЧАСТНОСТИ ДВУХ РЕЛЬСОВ В МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1998 |
|
RU2165347C2 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ БЕЗ УДАЛЕНИЯ ИХ С ПОЛОТНА | 2008 |
|
RU2364674C1 |
Изобретение относится к оборудованию для контактной стыковой сварки оплавлением, а конкретно к конструкции стационарных машин для сварки рельсов в длинномерные плети. Машина для контактной стыковой сварки рельсов оплавлением включает неподвижную и подвижную колонны, соединенные между собой валами, цилиндры осадки, сварочное оборудование, наружные роликовые центраторы и узел гратоснимателя. Узел содержит подвижные плиты гратоснимателя с гидроцилиндрами привода, неподвижные кронштейны с опорными плитами. Наружные ролики центратора выполнены с возможностью центрирования по подошве рельса. Гидроцилиндры привода плит гратоснимателя выполнены с возможностью пропуска изолированного стыка при раскрытии (т.е. имеют достаточный ход для этого). Опорные плиты имеют форму, позволяющую пропускать изолированный стык. Кронштейн гратоснимателя снабжен съемными направляющими для предварительной центровки рельса по подошве. Машина позволяет проводить качественную сварку рельсов до длины 800 м. 1 з.п. ф-лы, 5 ил.
1. Машина для контактной стыковой сварки рельсов оплавлением, содержащая неподвижную и подвижную колонны, соединенные между собой валами, цилиндры осадки, сварочное оборудование, наружные роликовые центраторы и узел гратоснимателя, состоящий из подвижных плит гратоснимателя с гидроцилиндрами привода и неподвижных кронштейнов гратоснимателя с опорными плитами, отличающаяся тем, что наружные ролики центратора выполнены с возможностью центрирования по подошве рельса, гидроцилиндры привода плит гратоснимателя выполнены с возможностью пропуска изолированного стыка при раскрытии, опорные плиты имеют форму, позволяющую пропускать изолированный стык, а кронштейн гратоснимателя снабжен съемными направляющими для предварительной центровки рельса по подошве.
2. Машина по п.1, отличающаяся тем, что опорные плиты со стороны рельса имеют форму, повторяющую форму боковой поверхности сечения рельса в районе изолированного стыка с учетом болтов.
| КУЧУК-ЯЦЕНКО С.И | |||
| Оборудование для контактной сварки рельсов и его эксплуатации | |||
| - Киев: Наукова Думка, 1992, с.215-219 | |||
| СВАРОЧНЫЙ АГРЕГАТ | 2003 |
|
RU2237556C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2001 |
|
RU2206436C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ РЕЛЬСОВ | 1991 |
|
RU2051016C1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОГО снятия ПОЧАТКОВи | 0 |
|
SU253634A1 |
| US 4215260 А, 28.07.1980. | |||

