Изобретение относится к прокатному производству и может быть использовано в устройствах силового поддержания петли полосового проката, например в качестве ролика петледержателя между клетями чистовой группы широкополосного стана.
Известен ролик петледержателя широкополосного стана, предназначенный для поддержания натянутой полосы между предыдущей и последующей клетями (см. Королев А.А. Учебное пособие для вузов «Прокатные станы и оборудование прокатных цехов». М.: Металлургия, 1981, с.V-53). Ролик состоит из цилиндрической бочки с насаженными на торцах цапфами с подушками подшипниковых опор. Подушки закреплены на рычагах с приводом, которые, поворачиваясь, поднимают ролик петледержателя вместе с полосой над линией прокатки, создавая в полосе межклетьевого промежутка натяжение.
Известное устройство имеет ряд недостатков.
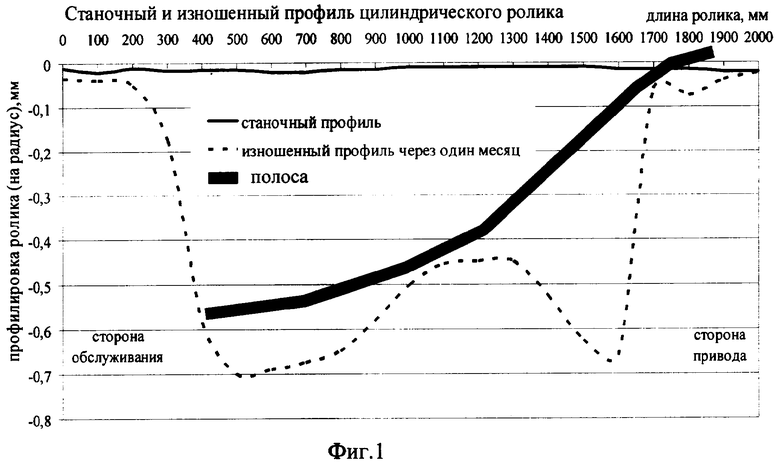
В процессе эксплуатации ролик петледержателя по своей длине изнашивается неравномерно и в середине бочки ролика образуется углубление - «калибр» (см. фиг.1). Так как при прокатке по различным причинам (неравномерное распределение температуры по ширине и длине полосы, перекос рабочих валков смежных клетей в горизонтальной плоскости и т.п.) происходит неуправляемое поперечное смещение полосы до 100-150 мм, то соответственно какая-либо боковая кромка полосы может находиться в углублении калибра, а другая кромка на гребне калибра - см. фиг.1. При этом на узкий участок кромки полосы, находящийся на гребне бочки ролика петледержателя, воздействует повышенное межклетьевое натяжение, которое может превышать предел текучести металла полосы на растяжение - начинается межклетьевая пластическая деформация и происходит уменьшение ширины полосы (дефект «утяжки» ширины). Через некоторое время при другом поперечном смещении вся полоса может оказаться внутри калибра, распределение натяжения по ширине будет более равномерное и утяжки ширины не произойдет. Такое колебание ширины по длине полосы (разноширинность), особенно характерное для «мягких» сталей с низким пределом текучести, приводит к браку и повышенному расходу металла при последующей обработке. Кроме того, неравномерное распределение натяжения по ширине полосы, вызванное либо износом бочки ролика (как показано выше), либо перекосом валков смежных клетей относительно друг друга в горизонтальной плоскости, либо перекосом ролика петледержателя в вертикальной плоскости на угол β (см. фиг.2) приводит к появлению момента Sпeт.·e, изгибающего полосу в ее плоскости, где Sпет. - равнодействующая сила натяжений полосы на ролике петледержателя (причем эта сила равна по величине силе S0 - равнодействующей равномерного распределения натяжений на некотором расстоянии от источника неравномерности - ролика петледержателя, например, на выходе из клети), е - величина смещения вектора равнодействующей эпюры натяжений относительно оси полосы. Из-за этого изгиба набегающая на ролик ветвь полосы пройдет путь в соответствии с вращением ролика, а полоса переместится в новое положение (показанное на фиг.2 пунктиром), т.е. начнет сползать в сторону большего натяжения. Это децентрирующее свойство известного устройства усугубляет появление разноширинности полосы, приводит к повышенным поперечным смещениям полосы вплоть до контакта с боковыми центрирующими линейками, что вызывает появление травмирующих дефектов боковых кромок полосы и ограничивает длительность кампании ролика петледержателя появлением даже небольшого (до 1 мм) износа на его бочке.
В заявляемом устройстве решаются задачи повышения поперечной устойчивости полосы на ролике петледержателя, снижения дефектов кромок полосы, колебаний ширины полосы из-за ее утяжки в межклетьевом промежутке, а также повышения продолжительности кампании работы ролика петледержателя. Данные задачи решаются за счет того, что у ролика петледержателя, содержащем бочку с закрепленными на торцах цапфами, бочка ролика выполнена с центральным цилиндрическим участком длиной (0,4÷0,5)·Вмин и двумя симметричными скосами на краях бочки глубиной (2÷8)мм на радиус бочки, где Вмин - минимальная ширина полосы.
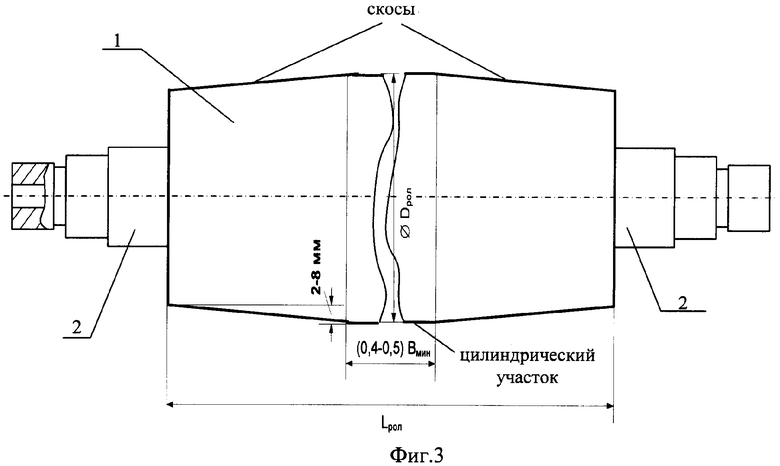
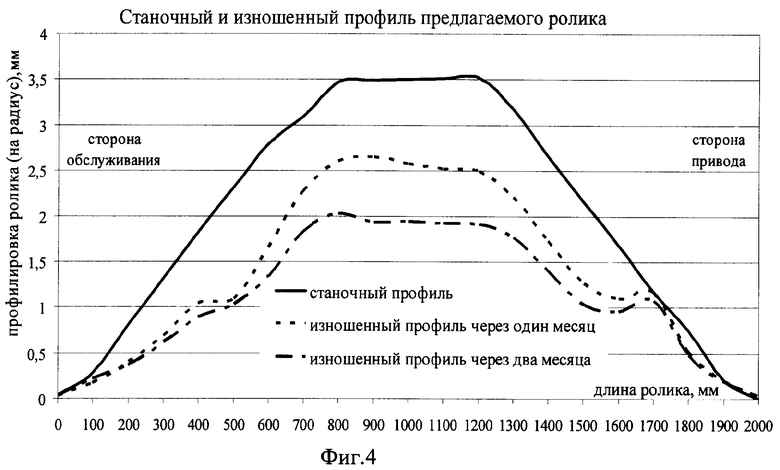
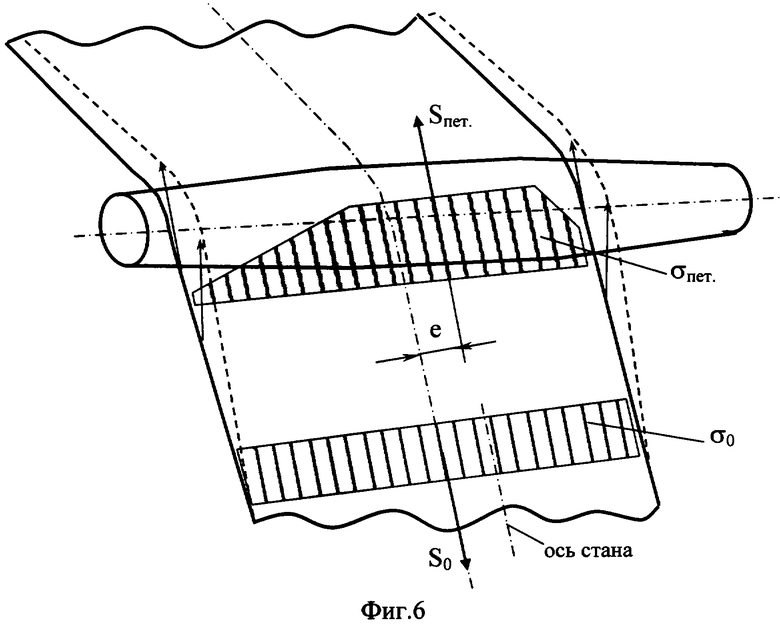
На фиг.3 показан общий вид предлагаемого устройства, на фиг.4 - станочный и изношенные профили бочки предлагаемого ролика петледержателя, на фиг.5 - схема сил при отсутствии поперечного смещения полосы, на фиг.6 - схема сил при поперечном смещении полосы.
Ролик петледержателя состоит из бочки 1, на торцах которой закреплены две цапфы 2 для подшипниковых опор. Профиль бочки ролика содержит три участка по длине: центральный цилиндрический участок, протяженностью (0,4÷0,5)·Вмин, где Вмин - минимальная ширина полосы, и два конических симметричных краевых участка (скосы), причем большие основания конусов сопряжены с центральным цилиндрическим участком, а меньшие усеченные основания конусов являются торцами бочки ролика и их радиус на 2-8 мм меньше радиуса цилиндрической части ролика.
Устройство работает следующим образом.
При поддержании в полосе силовой петли данный ролик создает трапецеидальную эпюру распределения натяжений по ширине полосы. Причем при отсутствии поперечного смещения полосы максимальные натяжения формируются в центральном участке полосы шириной (0,4-0,5)Вмин сопряженном с цилиндрическим участком бочки предлагаемого ролика петледержателя (см. фиг.5). При этом пластической деформации полосы в межклетьевом промежутке нет, а максимальные натяжения в центральном участке полосы  не превышают 50% предела текучести на растяжение σS, так как
не превышают 50% предела текучести на растяжение σS, так как  где σ0≤0,1σS - среднее межклетьевое натяжение в полосе, В - ширина полосы, а максимальное В/Вмин=2. Неравномерности натяжения из-за монтажного перекоса ролика в вертикальной плоскости величиной до 2-4 мм нивелируются постоянно повышенным натяжением на центральном участке полосы. Колебания общего уровня натяжения из-за изменений температуры по длине полосы или сбоев системы регулирования привода петледержателя воспринимаются не узкими и переменными по ширине участками кромок полосы с периодическим выходом в область пластической деформации, а широким и постоянным по ширине центральным участком, на котором напряжения полосы не превышают предела текучести.
где σ0≤0,1σS - среднее межклетьевое натяжение в полосе, В - ширина полосы, а максимальное В/Вмин=2. Неравномерности натяжения из-за монтажного перекоса ролика в вертикальной плоскости величиной до 2-4 мм нивелируются постоянно повышенным натяжением на центральном участке полосы. Колебания общего уровня натяжения из-за изменений температуры по длине полосы или сбоев системы регулирования привода петледержателя воспринимаются не узкими и переменными по ширине участками кромок полосы с периодическим выходом в область пластической деформации, а широким и постоянным по ширине центральным участком, на котором напряжения полосы не превышают предела текучести.
В случае, по каким-либо причинам, поперечного смещения полосы относительно продольной оси стана (см. фиг.6) эпюра распределения натяжений по ширине полосы примет вид неравнобедренной трапеции с равнодействующей Sпет., смещенной относительно оси полосы на величину е. Полоса под воздействием момента Sпет.·e изгибается в своей плоскости и начинает возвращаться в сторону большего натяжения (т.е. в сторону центрального участка ролика), центрируясь около оси стана, снижает возможность появления высоких натяжений на боковых кромках полосы и их контактов с центрирующими линейками перед клетями.
В процессе эксплуатации предлагаемого устройства изнашивается в основном центральный наиболее нагруженный участок бочки ролика - см. фиг.4. Из опыта эксплуатации устройства в последнем межклетьевом промежутке стана 2000 ОАО «НЛМК» получено, что основные характеристики устройства (длина центрального цилиндрического участка, конусность краевых скосов), а также его свойства (отсутствие разноширинности полосы и центрирующая способность) сохраняются на протяжении длительного периода эксплуатации пока глубина скосов не снизится меньше 2 мм, что в несколько раз превышает длительность кампании цилиндрического ролика петледержателя.
Предлагаемый ролик петледержателя позволяет поддерживать и центрировать полосу между клетями непрерывного стана без появления разноширинности. Кроме того, это техническое решение позволяет повысить длительность кампании и долговечность роликов петледержателя и снизить количество дефектов кромок прокатываемой полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ШИРОКОПОЛОСНОМ ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 2015 |
|
RU2613263C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578334C2 |
| ШИРОКОПОЛОСНЫЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ | 2004 |
|
RU2268794C1 |
| Способ управления прокаткой полосы в непрерывной группе клетей широкополосного стана | 2017 |
|
RU2668108C1 |
| Способ обработки сварного соединения | 1986 |
|
SU1388234A1 |
| ПЕТЛЕДЕРЖАТЕЛЬ | 1997 |
|
RU2134170C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2320432C1 |
| Способ прокатки полос на широкополосном стане | 1987 |
|
SU1540879A1 |
| Устройство регулирования натяжения по ширине полосы | 1981 |
|
SU1007774A1 |


Изобретение относится к прокатному производству и может быть использовано в устройствах силового поддержания петли полосового проката, а именно в качестве ролика петледержателя между клетями чистовой группы широкополосного стана. Ролик петледержателя содержит бочку с закрепленными на торцах цапфами для подшипниковых опор. Бочка ролика выполнена с центральным цилиндрическим участком длиной (0,4÷0,5)·Вмин и двумя симметричными скосами на краях бочки глубиной 2÷8 мм на радиус бочки, где Вмин - минимальная ширина полосы. Изобретение обеспечивает повышение поперечной устойчивости полосы на ролике петледержателя, снижение дефектов кромок полосы и колебаний ширины полосы из-за ее утяжки в межклетьевом промежутке, а также повышение продолжительности кампании работы ролика петледержателя. 6 ил.
Ролик петледержателя, содержащий бочку с закрепленными на торцах цапфами, отличающийся тем, что бочка ролика выполнена с центральным цилиндрическим участком длиной (0,4÷0,5)·Вмин и двумя симметричными скосами на краях бочки глубиной 2÷8 мм на радиус бочки, где Вмин - минимальная ширина полосы.
| Ролик рольганга для транспортировки толстолистового горячего металла | 1980 |
|
SU871863A1 |
| Электромагнитный ролик для раскладчиков тонких стальных листов | 1956 |
|
SU106093A1 |
| Ребристый ролик рольганга | 1974 |
|
SU510284A1 |

