Область техники
Настоящее изобретение имеет отношение к созданию способа изготовления осевого компонента.
Уровень техники
Традиционно, осевые компоненты, такие как рычаги подвески колес, получают при помощи различных технологических процессов. В качестве примеров таких технологических процессов можно привести литье, ковку или сварку. Более того, для этого используют так называемый гидроформинг (формование с высоким внутренним давлением, IHPF), в котором полую или трубчатую деталь подвергают воздействию давления жидкости, в результате чего стенка полой детали прилегает к отрицательной пресс-форме. Однако недостатком такого способа является то, что необходимо производить предварительное формование полой детали, которая к тому же должна иметь толщину стенки не более 2.5 мм для успешного применения способа гидроформинга. Более того, как правило, после предварительного формования необходимо провести термообработку, чтобы восстановить свойства материала для осуществления способа гидроформинга.
Таким образом, каждый из традиционных способов изготовления осевого компонента с относительно сложной формой имеет недостаток, связанный с необходимостью использования множества операций способа для получения осевого компонента. В результате повышается стоимость изготовления осевого компонента.
Задачей настоящего изобретения является создание экономичного способа изготовления осевого компонента.
Эта задача решена за счет способа согласно изобретению, который включает в себя следующие операции:
установка полого, без предварительной обработки, полуфабриката, такого как труба, в отрицательной пресс-форме для формовки осевого компонента;
введение жидкости (флюида) внутрь полого полуфабриката; и
создание высокого давления жидкости, чтобы деформировать полый полуфабрикат в соответствии с отрицательной пресс-формой.
Преимущественно, полый полуфабрикат имеет толщину стенки по меньшей мере 2 мм, преимущественно от 3 до 6 мм, а еще лучше от 4 до 5 мм.
Преимущественно, давление лежит в диапазоне от 1200 до 2500 бар (от 120×106 Па до 25×106 Па), а предпочтительнее в диапазоне от 1800 до 2200 бар (от 180×106 Па до 220×106 Па).
За счет использования гидроформинга в соответствии с настоящим изобретением обычные полуфабрикаты, такие как круглая труба, овальная труба или квадратная труба, могут быть непосредственно преобразованы в осевой компонент, имеющий окончательную конфигурацию, так что операция предварительной обработки давлением полуфабриката может быть исключена. Это может быть осуществлено, в частности, за счет высокого давления способа гидроформинга в соответствии с настоящим изобретением. Трубы с толщиной стенки более 2 мм и до 5 мм и более могут быть непосредственно преобразованы в осевой компонент, имеющий окончательную конфигурацию, за счет способа гидроформинга в соответствии с настоящим изобретением. Так как не приходится производить предварительную обработку давлением осевого компонента, исключаются чрезмерные локальные деформации, кроме того, что исключается дополнительная операция обработки. За счет этого может быть рентабельно изготовлен осевой компонент с высокой прочностью, не требующий проведения дополнительной операции обработки давлением. Таким образом, немедленно получают закрытую стенку и прочное поперечное сечение без сварных швов, подверженных напряжениям.
Преимущественно, по меньшей мере два одинаковых или зеркально-симметричных осевых компонента образуют одновременно и разделяют после образования, так что можно получить множество осевых компонентов за счет использования всего только одного процесса формовки. Это позволяет дополнительно снизить себестоимость и уменьшить время изготовления.
Когда по меньшей мере два длинных осевых компонента, таких как рычаг подвески колес, имеют удлиненную форму и перекрываются в направлении длины при формовке множества осевых компонентов, можно свести к минимуму свешивание на входе или выходе гидроформы, что приводит к минимальному удалению избыточного материала, который необходимо удалять после формовки. Это дополнительно снижает себестоимость.
Преимущественно, заявленный способ используют для изготовления рычагов подвески колес с удлинениями гнезда рессоры. Так как такие удлинения гнезда рессоры имеют меньший размер в направлении оси Z высоты автомобиля, чем другой сегмент рычага подвески колес, то преимущественно два рычага подвески колес могут быть образованы одновременно, причем рычаги подвески колес могут быть образованы таким образом, что удлинения гнезда рессоры перекрываются в направлении длины. После формовки два рычага подвески колес отделяют друг от друга. За счет этого обеспечивают максимальное использование материала.
Преимущественно, пресс-форму для формовки осевого компонента выбирают так, что удлинения гнезда рессоры смещены друг от друга в сторону в одном поперечном направлении рычага подвески колес.
Более того, способ гидроформинга в соответствии с настоящим изобретением является предпочтительным в том, что в случае рычага подвески колес удлинения гнезда рессоры легко могут быть смещены в сторону за счет соответствующей конструкции отрицательной пресс-формы в поперечном направлении автомобиля, в случае продольного рычага подвески. В результате, например, может быть отформован продольный рычаг подвески, который имеет отличные свойства управления колесами, так как гнезда единственной оси пары продольных рычагов подвески имеют большое расстояние друг от друга и расположены поблизости от колеса подвески, в то время как рессоры смещены от колеса - если смотреть в направлении центральной части автомобиля в поперечном направлении продольного рычага подвески - так что конфигурация установки рессор может быть улучшена. Другими словами, продольные рычаги подвески могут быть максимально смещены друг от друга, в то время как рессоры могут быть расположены ближе друг к другу.
Преимущественно, способ дополнительно включает в себя операцию сварки для закрепления втулки в соединительном гнезде, чтобы шарнирно закрепить рычаг подвески колес на раме автомобиля.
Преимущественно, жесткость продольного рычага подвески, изготовленного при помощи способа гидроформинга в соответствии с настоящим изобретением, повышена за счет того, что треугольную деталь вырезают из пары боковых стенок на одном конце, лежащем у оси поворота продольного рычага подвески, причем верхнюю или нижнюю стенку (верхний или нижний фланец) или сегмент в виде языка верхней и нижней стенки, полученные за счет вырезания, сгибают в направлении соединительного гнезда, так что эта верхняя или нижняя стенка может быть приварена к боковым стенкам продольного рычага подвески. За счет этого преимущественно обеспечивают большую жесткость продольного рычага подвески в области оси поворота.
Более того, одно или несколько углублений или утолщений могут быть образованы в стенках осевого компонента, изготовленного по способу гидроформинга в соответствии с настоящим изобретением. Такие углубления и утолщения фактически могут иметь любую желательную форму, причем они могут быть лучше всего определены в этом отношении при помощи способа конечных элементов (FEM). Единственным ограничением при этом являются механические свойства исходного материала или материала полуфабриката, в особенности пластическая деформация материала. Более того, часть углубления или утолщения преимущественно может иметь вырез посредине, так как этот средний сегмент должен выдерживать низкие усилия, так что осевой компонент, изготовленный при помощи способа гидроформинга, может иметь меньший вес.
Основное преимущество способа гидроформинга в соответствии с настоящим изобретением заключается в том, что значения местных напряжений отформованного осевого компонента не превышают заданную величину.
Более того, гидроформинг позволяет получить закрытое поперечное сечение осевого компонента без наличия тяжело нагруженных сварных швов в поперечном сечении. Например, пара продольных рычагов подвески может быть изготовлена одновременно за счет использования единственного штампа и в одном ходе устройства гидроформинга.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи. Следует иметь в виду, что примерные варианты касаются только изготовления рычага подвески колес в качестве пояснения идеи настоящего изобретения. Специалисты однако легко поймут, что настоящее изобретение может быть применено и к другим осевым компонентам.
Краткое описание чертежей
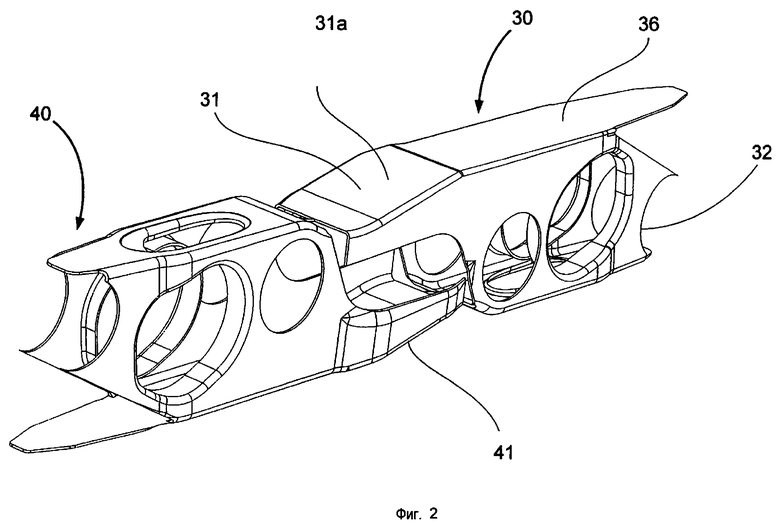
На фиг.1 показан первый примерный вариант продольного рычага подвески, в котором удлинение гнезда рессоры в основном имеет такую же высоту, что и опора шарнира продольного рычага подвески.
На фиг.2 показан альтернативный примерный вариант, в котором, в отличие от примерного варианта, показанного на фиг.1, удлинение гнезда рессоры имеет большую высоту, чем соединительная ось продольного рычага подвески.
На фиг.3 показана труба после гидроформинга, из которой могут быть вырезаны два в основном одинаковых или зеркально-симметричных продольных рычага подвески.
Подробное описание изобретения
Как это показано на фиг.3, за счет гидроформинга получают полое тело из трубы, а преимущественно из круглой стальной трубы, изготовленной из стали с высоким напряжением разрушения, составляющим ориентировочно от 10 до 15%, а преимущественно около 10%. Подходящие марки высокосортной стали могут быть использованы в том случае, когда предъявляются более высокие требования к напряжению разрушения или к пластической деформации в процессе изготовления и/или к коррозионным характеристикам. Также могут быть использованы многофазные стали, если существуют высокие требования к прочности полого тела. Дополнительным преимуществом предлагаемого способа является то, что необходим всего только единственный процесс деформирования, так что многофазная сталь будет сохранять свою дополнительную прочность. Дополнительные процессы деформирования, такие как предварительная обработка давлением, исключают преимущества, связанные с использованием таких сталей. Аналогично, цветные металлы, такие как сплавы алюминия с подходящими свойствами, могут рассматриваться в качестве материала для полуобработанной заготовки (полуфабриката). Более того, в зависимости от желательной конфигурации можно также использовать квадратную трубу, овальную трубу или трубу другого поперечного сечения в качестве полуобработанной заготовки для гидроформинга.
После гидроформинга все еще необходимо удалять избыток на переднем и заднем конце, который возникает за счет входа и выхода. Из полого тела, показанного на фиг.3, в конечном счете получают два продольных рычага 10, 20 подвески, показанные на фиг.1, за счет разделения полого тела, показанного на фиг.3, в соответствии с конфигурацией удлинений 11, 21 гнезда рессоры пары продольных рычагов 10,20 подвески.
Конфигурация продольных рычагов 10, 20 подвески может быть оптимизирована за счет способа конечных элементов, так что продольные рычаги 10, 20 подвески будут иметь предпочтительный изгиб и жесткость при кручении, а также благоприятные уровни растягивающего и сжимающего напряжений. Для повышения жесткости продольные рычаги 10, 20 подвески снабжены углублениями 17, 27 и 28. Для снижения веса продольных рычагов 10, 20 подвески средний или центральный сегмент углублений 17, 27, 29 удален, например, при помощи лазерной резки. Более того, втулка (не показана) для шарнирной опоры продольных рычагов 10, 20 подвески приварена к соединительному гнезду 12, 22, уже изготовленному за счет гидроформинга. Для улучшения ввода соответствующих сил в шарнирную опору втулки (не показана) продольного рычага 10, 20 подвески треугольная деталь вырезана из боковых стенок 13, 14 и 23, 24 пары продольных рычагов 10, 20 подвески, на конце продольного рычага 10, 20 подвески, в непосредственной близости от соединительного гнезда 12, 22, вновь, например, при помощи лазерной резки. После этого сегмент 15а, 25а в виде языка нижней стенки или нижнего фланца 15, 25 продольного рычага 10, 20 подвески отгибают в направлении вырезанной кромки боковых стенок 13, 14 и 23, 24 и приваривают к боковым стенкам 13, 14 и 23, 24. За счет этого сегмент 15а, 25а в виде языка нижних стенок 15, 25 позволяет вводить соответствующие растягивающие и сжимающие нагрузки в соединительное гнездо 12, 22.
Указанным образом возможно создание продольного рычага подвески с полым профилем, не имеющего других высоконагруженных сварных швов, кроме сварного шва в соединительном гнезде 12, 22 и сварного шва в сегменте 15а, 25а в виде языка. Таким образом, возможно создание продольного рычага 10, 20 подвески с полым профилем при помощи простого способа, имеющего минимальное число сварных швов. В зависимости от конфигурации продольного рычага 10, 20 подвески или некоторых других компонентов рамы или подвески колес автомобиля можно полностью исключить разделение треугольных деталей, чтобы получить сегменты 15а, 25а в виде языка.
За счет изготовления пары продольных рычагов 10, 20 подвески за счет только одной операции гидроформинга - в отличие от формовки только одного компонента - избыток материала, возникающий за счет входа и выхода, снижается больше, чем наполовину. Причиной этого является то, что описанный способ позволяет поддерживать длины окружностей концов 110, 120 трубы на той же величине, что и длину окружности полуобработанной заготовки. Таким образом, связанные со способом входы и выходы могут быть очень короткими. Следовательно, более того, удлинения 11, 21 гнезда рессоры будут иметь меньший размер в вертикальном направлении Z автомобиля, чем другие сегменты продольных рычагов 10, 20 подвески, так что удлинения 11, 21 гнезда рессоры могут перекрываться в продольном направлении Х продольных рычагов 10, 20 подвески во время гидроформинга пары продольных рычагов 10, 20 подвески. За счет этого возможна еще большая экономия избытка материала.
На фиг.2 показан альтернативный примерный вариант продольных рычагов 30, 40 подвески колес автомобиля. Продольные рычаги 30,40 подвески, показанные на фиг.2, имеют главным образом такие же компоненты, что и продольные рычаги 10, 20 подвески, показанные на фиг.1. Поэтому эти элементы имеют такие же позиционные обозначения и дополнительно не обсуждаются. Будет только описано более подробно различие между продольными рычагами 30, 40 подвески, показанными на фиг.2, и продольными рычагами 10, 20 подвески, показанными на фиг.1.
В случае продольных рычагов подвески, показанных на фиг.1, удлинение 11, 21 гнезда рессоры лежит главным образом на той же высоте в вертикальном направлении Z автомобиля, что и соединительное гнездо 12, 22. Другими словами, верхняя стенка 21 удлинения 21 гнезда рессоры в основном образует линейное или горизонтальное удлинение верхней стенки 26 продольного рычага подвески 20. Это же является справедливым и для другого продольного рычага 10 подвески, показанного на фиг.1, так как продольные рычаги 10, 20 подвески являются одинаковыми или зеркально симметричными. В отличие от этого, верхняя стенка 31а удлинения 31 гнезда рессоры продольного рычага 30 подвески образует удлинение нижней стенки 36 продольного рычага 30 подвески. За счет этого, удлинение 31 гнезда рессоры и, следовательно, его верхняя стенка 31а могут быть расположены выше соединительных гнезд в вертикальном направлении Z автомобиля. За счет этого высота при езде, то есть расстояние между нижней кромкой шасси и центральной осью конкретного автомобиля, и/или конфигурация установки рессор могут отличаться от первого простого варианта. В других отношениях, пара продольных рычагов 30, 40 подвески, показанных на фиг.2, имеет в точности такую же конфигурацию, что и пара продольных рычагов 10, 20 подвески, показанных на фиг.1.
По существу, удлинения 31 гнезда рессоры также могут быть очень короткими или могут быть полностью исключены. В этом случае, рессоры (не показаны) поддерживаются при помощи осевой трубы (не показана) и/или частично за счет очень короткого удлинения 31 гнезда рессоры. При такой конструкции требуется малое смещение или вообще не требуется смещение продольных рычагов 10, 20, 30, 40 подвески. Следовательно, длина материала (длина заготовки) может быть дополнительно уменьшена, так как полная длина полученных таким образом продольных рычагов 10, 20, 30,40 подвески также уменьшается.
Далее будет подробно описан способ изготовления указанных продольных рычагов 10, 20, 30, 40 подвески. Прежде всего, трубу из подходящего материала с хорошими характеристиками глубокой вытяжки, то есть с разрушающим напряжением (strain fracture) по меньшей мере 10%, помещают в отрицательную пресс-форму, изготовленную из стали, конфигурация которой соответствует форме изготавливаемых продольных рычагов 10, 20. 30, 40 подвески. После этого оба конца трубы герметично закрывают и трубу заполняют жидкостью. Затем повышают давление жидкости до значения ориентировочно от 1800 до 2200 бар при помощи устройства создания давления. За счет этого высокого давления материал стальной трубы начинает течь и деформироваться в соответствии с геометрией поверхности стенки отрицательной пресс-формы, прилегая к ней.
Затем, после снятия давления и дренажа жидкости образованную указанным образом полую деталь вынимают из отрицательной пресс-формы. Избыточные участки на входе и выходе отрицательной пресс-формы отрезают из отформованной полой детали при помощи пилы или лазера, в результате чего получают полую деталь, показанную на фиг.3.
Воду с подходящими добавками преимущественно используют в качестве жидкости для гидроформинга полой детали.
Полую деталь, показанную на фиг.3, затем разрезают посредине по S-образной линии, в результате чего получают пару одинаковых или зеркально-симметричных продольных рычагов 10, 20 или 30, 40 подвески, как это показано на фиг.1 и 2.
Альтернативно, соединительную втулку (не показана) помещают, например, в соединительное гнездо 12, 22 продольного рычага 10, 20 подвески и приваривают ее. Для дальнейшего повышения прочности на изгиб и прочности при кручении продольного рычага 10, 20 подвески главным образом треугольная деталь может быть дополнительно вырезана из боковых стенок 13, 14 или 23, 24 в непосредственной близости от соединительного гнезда 12, 22.
Затем сегмент 15а, 25а в виде языка нижней стенки 15, 25 отгибают вверх в направлении соединительного гнезда 12, 22, что позволяет приварить сегмент 15а, 25а в виде языка к боковым стенкам 13, 14 или 23, 24.
Для снижения веса и/или для создания пространства для движения компонентов зубчатой передачи затем вырезают центральный сегмент углублений 17, 27, 29, например, при помощи лазера. Главным образом круглые осевые гнезда 18, 28 вырезают из продольных рычагов 10, 20 подвески, например, при помощи лазера.
После этого, накладки устанавливают на удлинения гнезда рессоры, чтобы установить рессоры (не показаны) для продольных рычагов 30,40 подвески, показанных на фиг.2. Эти накладки преимущественно могут быть закреплены при помощи сварки, причем эти сварные швы не подвергаются никаким повышенным деформациям.
Настоящее изобретение не ограничено случаем описанных здесь продольных рычагов 10, 20, 30, 40 подвески. В частности, другие компоненты подвески, такие как поперечные связи, наклонные связи и разделительные стержни также могут быть изготовлены по способу в соответствии с настоящим изобретением. Более того, компоненты рам или шасси также могут быть изготовлены по способу в соответствии с настоящим изобретением. Толщина стенки трубы обычно составляет от 3 до 4 мм до начала гидроформинга, но за счет использования высокого давления от 1800 до 2200 бар также может быть использована труба с толщиной стенки от 5 до 6 мм. Конфигурацию готового изделия определяют заранее, например, при помощи способа конечных элементов, чтобы получить, с одной стороны, высокую прочность на растяжение и сжатие, прочность на изгиб и прочность при кручении готового продольного рычага подвески, и, с другой стороны, исключить наличие сегментов с чрезмерной деформацией.
Несмотря на то, что это не было показано здесь, продольный рычаг подвески также может иметь конфигурацию, в которой удлинение 11, 21 гнезда рессоры смещено внутрь в поперечном направлении Y автомобиля. За счет этого, с одной стороны, ось может поддерживаться при помощи продольных рычагов 10, 20 подвески поблизости от колес автомобиля, в то время как, с другой стороны, рессоры могут быть смещены внутрь в направлении середины автомобиля, так что условия установки рессор по желанию могут быть изменены.

Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении гидроформованием осевого компонента, в частности рычага подвески автомобиля. Устанавливают полый полуфабрикат в виде трубы в пресс-форме, вводят жидкость внутрь полого полуфабриката, создают высокое давление жидкости для деформирования полого полуфабриката и формования осевого компонента в основном удлиненной формы путем одновременного получения по меньшей мере двух, главным образом, одинаковых осевых компонентов с их перекрытием в направлении длины. После чего их разделяют. Снижается стоимость изготовления. 7 з.п. ф-лы, 3 ил.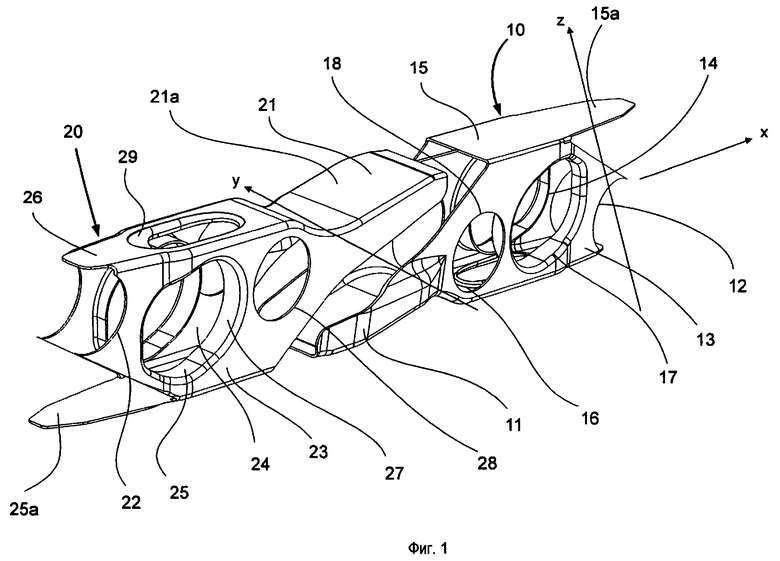
1. Способ изготовления осевого компонента, включающий операции установки полого, без предварительной обработки, полуфабриката в виде трубы в отрицательной пресс-форме, введения жидкости внутрь полого полуфабриката, создания высокого давления жидкости для деформирования полого полуфабриката в соответствии с отрицательной пресс-формой и формования осевого компонента в основном удлиненной формы путем одновременного получения по меньшей мере двух, главным образом, одинаковых осевых компонентов (10, 20; 30, 40) с их перекрытием в направлении длины и их разделения после формовки.
2. Способ по п.1, в котором полый полуфабрикат имеет толщину стенки по меньшей мере 2 мм, преимущественно от 3 до 6 мм, наиболее предпочтительно от 4 до 5 мм.
3. Способ по любому из пп.1 или 2, в котором создают давление жидкости в диапазоне от 1200 до 2500 бар, преимущественно в диапазоне от 1800 до 2200 бар.
4. Способ по п.1, в котором получаемый осевой компонент (10, 20; 30, 40) представляет собой рычаг подвески колес, имеющий удлинения (11, 21; 31; 41) гнезда рессоры.
5. Способ по п.4, в котором используют пресс-форму для формовки осевого компонента конфигурацией, обеспечивающей смещение удлинения (11, 21; 31; 41) гнезда рессоры друг от друга в сторону, в одном поперечном направлении рычага подвески колес.
6. Способ по любому из пп.4 или 5, который дополнительно включает операцию сварки для закрепления втулки в соединительном гнезде рессоры (12, 22; 32, 42) для шарнирного закрепления рычага подвески колес на раме автомобиля.
7. Способ по п.1, который включает дополнительные операции разрезания противоположных боковых стенок (13, 14, 23, 24) на одном конце, лежащем в продольном направлении осевого компонента, сгибания одной верхней или нижней стенки (15а, 25а), примыкающей к боковым стенкам для прилегания верхней или нижней стенки (15а, 25а) к вырезанной кромке боковых стенок (13, 14, 23, 24) и сварки верхней или нижней стенки вдоль вырезанной кромки.
8. Способ по п.1, который включает дополнительные операции образования по меньшей мере одного углубления (17, 27, 29) по меньшей мере на одной боковой стенке осевого компонента и вырезания дна (117, 127, 129) углубления.
| DE 19963679 А1, 06.07.2000 | |||
| Прибыльная надставка | 1986 |
|
SU1435382A1 |
| Способ формообразования трубчатых заготовок в матрице | 1973 |
|
SU449756A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОТВОДАМИ | 1998 |
|
RU2149722C1 |

