Область техники, к которой относится изобретение
Настоящее изобретение относится к процессу холодной прокатки, специально предназначенному для прокатки изделий из алюминия или алюминиевых сплавов, в частности листов, и к соответствующей установке для холодной прокатки.
Уровень техники
Трение является одним из ключевых параметров в процессах пластической деформации металлических изделий. Смазка играет важную роль в конечном аспекте поверхности металла, особенно при холодной обработке: в частности, в случае холоднокатаных изделий из алюминия или его сплавов, таких как, например, листы.
В настоящее время в качестве смазки на промышленных станах холодной прокатки алюминия широко используется керосин, который не оставляет следов на поверхности прокатываемых листов, влияющих на качество такой поверхности. С другой стороны, обращение с керосином является сложной и опасной задачей, в первую очередь из-за риска возникновения пожара и риска для здоровья операторов. Керосин также необходимо фильтровать, чтобы отделить алюминиевую пудру и отходы, образующиеся в процессе прокатки, а фильтрация является сложным и дорогостоящим процессом.
Поэтому к недостаткам керосина в основном относятся:
- значительный риск возгорания и связанные с этим социальные расходы, расходы на страхование и затраты, связанные с простоем производства;
- уменьшение способности отводить тепло, выделяемое при пластической деформации;
- характерная токсичность (учитывая, что это побочный продукт нефти);
- сложный процесс управления также за пределами прокатной клети (его необходимо транспортировать, фильтровать и перегонять).
Более подробно, использование керосина предполагает:
- использование дорогостоящей системы углекислотного пожаротушения, что в свою очередь предполагает удаление CO2 из рабочей зоны для безопасности оператора;
- обязанность операторов, находящихся рядом с машиной, всегда носить с собой кислородный баллон, поскольку система углекислотного пожаротушения будет насыщать атмосферу, окружающую машину, в случае пожара;
- наличие паров и аэрозолей, которые оказывают негативное воздействие на здоровье человека и окружающую среду;
- высокие затраты на саму смазку, учитывая, что стоимость керосина сегодня превышает 1 евро за литр, а в среднем прокатный стан потребляет порядка нескольких сотен тысяч литров керосина в год.
В связи с этим крайне важно переосмыслить и перепроектировать технологию холодной прокатки изделий из алюминия и получить безопасную технологию, которая не оказывает негативного воздействия на окружающую среду и позволяет снизить затраты.
Более того, при холодной прокатке алюминиевых листов не всегда возможно обеспечить целостность тонкой пленки смазки (несколько сотен миллиметров) в прокатном отделении, которая служит для предотвращения прямого контакта между рабочими валками и образования дефектов на поверхности материала. Один из таких способов и связанная с ним установка описаны в документе JPH07132314A и соответствуют ограничительной части пунктов 1 и 5 формулы изобретения, соответственно.
Поэтому есть необходимость в создании инновационного способа и связанной с ним установки, которые позволят преодолеть вышеуказанные недостатки.
Раскрытие изобретения
Первой задачей настоящего изобретения является обеспечение процесса прокатки изделий из алюминия или его сплавов, в частности листов, с повышенной эффективностью смазки, повышенной способностью отводить тепло, выделяемое при пластической деформации, повышенной безопасностью рабочей среды и упрощенным управлением смазкой, в том числе после операции прокатки.
Еще одной задачей изобретения является обеспечение процесса прокатки изделий из алюминия или его сплавов, позволяющего стабильно добиваться целостности тонкой пленки смазки в прокатном отделении, чтобы избежать прямого контакта между рабочими валками и алюминиевым изделием.
Дополнительной целью изобретения является создание соответствующей прокатной установки, обеспечивающей более эффективную прокатку изделий из алюминия или его сплавов.
Таким образом, настоящее изобретение направлено на достижение по меньшей мере одной из вышеупомянутых целей путем обеспечения способа холодной прокатки изделия из алюминия или его сплавов, который предусматривает по меньшей мере одну прокатную клеть и в котором смазка, представляющая собой эмульсию масла и воды, наносится вблизи указанной по меньшей мере одной прокатной клети с помощью нескольких первых средств нанесения, при этом
Δv = vs – vr – разность между скоростью подачи vs проката, измеренной на выходе по меньшей мере одной прокатной клети, и окружной скоростью vr рабочих валков указанной по меньшей мере одной прокатной клети, измеренной во время операции прокатки,
и Δv0 = vs0 – vr0 – расчетное значение указанной разности,
и каждый раз, когда не выполняется соотношение [(δv * vr0)/(vr * Δv0)] – 1 < L, где L равно значению от 0,0005 до 0,002, перед указанной по меньшей мере одной прокатной клетью, с учетом направления подачи изделия,на алюминиевое изделие с помощью нескольких вторых средств нанесения наносят только масло до тех пор, пока указанное соотношение не будет выполняться снова.
Кроме того, настоящее изобретение предусматривает установку для прокатки изделий из алюминия или его сплавов, выполненную с возможностью осуществления вышеуказанного способа прокатки, которая содержит:
- по меньшей мере одну прокатную клеть;
- несколько первых средств нанесения, расположенных вблизи указанной по меньшей мере одной прокатной клети и выполненных с возможностью нанесения эмульсии масла и воды на изделие;
и в которой предусмотрены
- первые датчики для обнаружения первых данных, причем первые данные представляют собой значения скорости подачи vs прокатываемого изделия, выходящего по меньшей мере из одной прокатной клети;
- вторые датчики для обнаружения вторых данных, причем вторые данные представляют собой значения окружной скорости vr рабочих валков по меньшей мере одной прокатной клети;
- вторые средства нанесения, расположенные вблизи указанной по меньшей мере одной прокатной клети и выполненных с возможностью нанесения только масла на изделие;
- система управления, выполненная с возможностью:
- получать указанные первые данные и указанные вторые данные,
- вычислять разность Δv = vs – vr,
- проверять, выполняется ли соотношение [(δv * vr0)/(vr * Δv0)] – 1 < L, где Δv0 = vs0 – vr0 – рассчитанное значение указанной разности и L – значение в диапазоне от 0,0005 до 0,002,
- и, если указанное соотношение не выполняется, приводить в действие указанные вторые средства нанесения.
Решение в соответствии с настоящим изобретением обладает значительными преимуществами, при этом полностью исключая риск возгорания и существенно снижая сложность управления смазочным материалом. Способность эмульсии на водной основе отводить тепло более чем в два раза выше по сравнению с керосином, и, следовательно, требуемые скорости потока меньше при равной производительности.
Другие преимущества в соответствии с настоящим изобретением включают:
- использование более доступной смазки;
- использование эмульсии на водной основе с большей смазывающей способностью по сравнению с традиционными технологиями, с последующим улучшением процессов прокатки и качества алюминиевого проката;
- устранение поверхностных дефектов на алюминии, что является проблемой качества, возникающей после процесса прокатки, которая хорошо известна при производстве алюминиевых изделий, таких как листы;
- повышение охлаждающей способности, что позволяет выполнять прокатку на более высоких скоростях, тем самым повышая производительность прокатного стана;
- повышение производительности прокатного стана без риска возникновения возгораний (в среднем два пожара в год);
- не требует дорогостоящей системы углекислотного пожаротушения;
- для работы прокатного стана не требуется устройство для очищения дыма;
- повышение компактности установки.
Учитывая также снижение затрат, связанных со страхованием, техническим обслуживанием и повышенным коэффициентом использования в связи с устранением риска возгорания, можно ожидать снижение эксплуатационных расходов на 10% по сравнению с использованием керосина.
Кроме того, данная технология с использованием эмульсии на водной основе может быть реализована на уже существующих действующих установках с минимальными модификациями, связанными только с заменой фильтрующего блока в системе вытяжной вентиляции, минуя испаритель, и с улучшением системы сушки изделий в необходимых случаях. В остальной части установка может оставаться неизменной.
Изобретение преимущественно содержит систему управления с замкнутым контуром, которая путем измерения опережения, то есть разницы между скоростью прокатываемого листа, измеренной на выходе по меньшей мере одной прокатной клети, и окружной скоростью рабочих валков, измеренной во время прокатки, определяет, требуется ли добавлять масло на прокатываемое изделие, и, в случае подтверждения, осуществляет нанесение только масла на изделие перед прокатным отделением с учетом направления подачи самого изделия. Такая динамическая коррекция количества смазки, наносимой на поверхность листа, непосредственно перед каждой прокатной клетью, всегда обеспечивает целостность тонкой пленки смазки в прокатном отделении, что позволяет избежать прямого контакта между рабочими валками и алюминиевым изделием.
Зависимые пункты формулы изобретения описывают предпочтительные варианты реализации изобретения.
Краткое описание чертежей
Дополнительные признаки и преимущества изобретения станут более очевидными с учетом подробного описания предпочтительных, но не исключительных вариантов реализации способа прокатки и связанной с ним установки, раскрытых в виде не имеющих ограничительного характера примеров, с помощью прилагаемых чертежей, на которых:
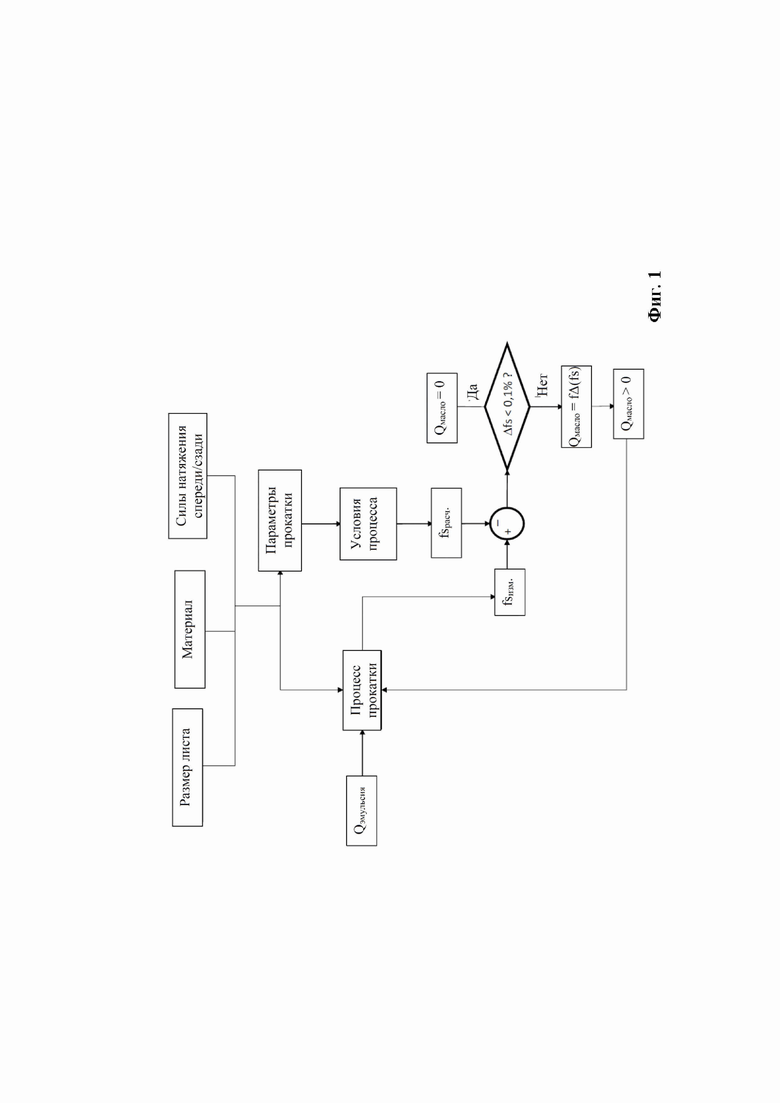
на Фиг. 1 показана технологическая схема, связанная с системой динамического управления слоем смазки на прокатываемом изделии;
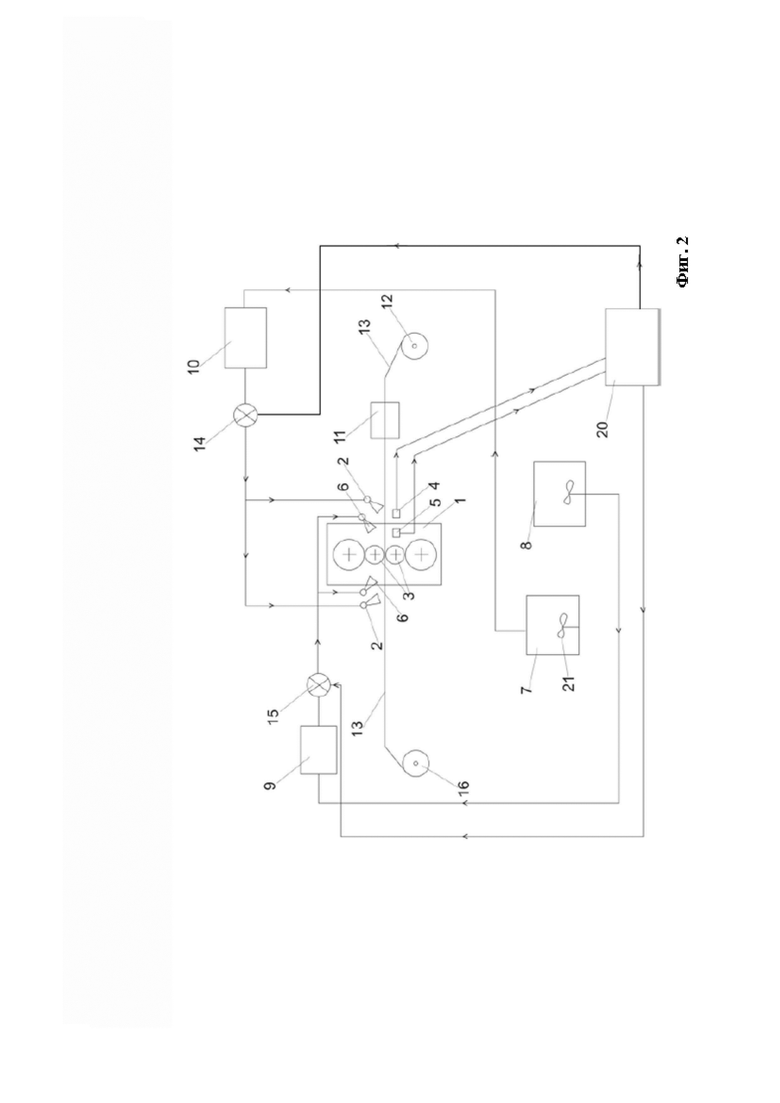
на Фиг. 2 показана схема установки в соответствии с изобретением;
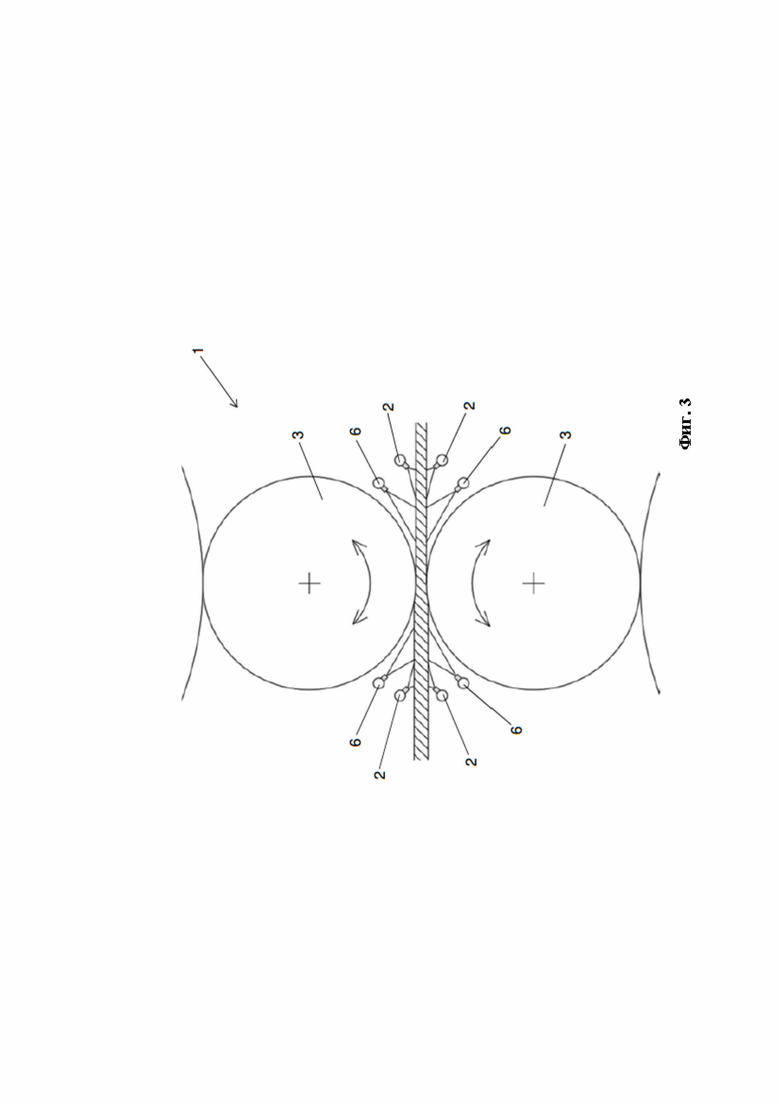
на Фиг. 3 показан первый вариант реализациичасти установки в соответствии с изобретением;
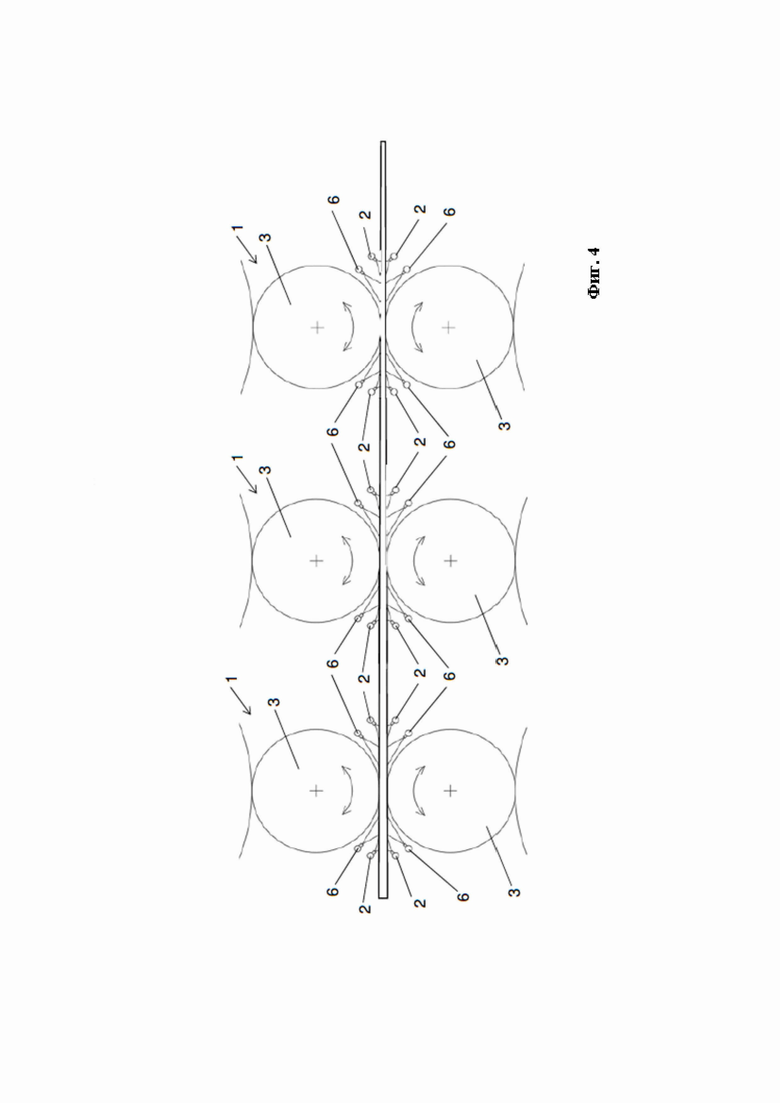
на Фиг. 4 показан второй вариант реализации части установки в соответствии с изобретением.
Одни и те же позиции на фигурах обозначают одни и те же элементы или компоненты.
Осуществление изобретения
Способ прокатки изделий, изготовленных из алюминия или алюминиевых сплавов, в соответствии с настоящим изобретением предусматривает, что алюминиевое изделие, например, лист, пересекает по меньшей мере одну прокатную клеть 1 с получением прокатываемого изделия, при этом вблизи указанной по меньшей мере одной прокатной клети 1, с помощью нескольких первых средств нанесения 2 перед прокатным отделением, с учетом направления подачи самого изделия, на изделие наносят смазку.
Смазка преимущественно содержит или состоит из эмульсии масла и воды. Некоторые присадки могут быть дополнительно включены в эмульсию.
Кроме того, при необходимости, предусмотрена динамическая коррекция количества смазки, наносимой непосредственно перед по меньшей мере одной прокатной клетью, всегда с учетом направления подачи самого изделия.
В частности, Δv = vs – vr – разность между скоростью подачи vs проката, измеренной на выходе из по меньшей мере одной прокатной клети 1, предпочтительно непосредственно на выходе прокатной клети, и окружной скоростью vr рабочих валков 3 указанной по меньшей мере одной прокатной клети 1, измеренной во время операции прокатки,
и Δv0 = vs0 – vr0 – расчетное значение указанной разности, то есть разность между теоретической скоростью подачи vs0 прокатываемого изделия, выходящего по меньшей мере из одной прокатной клети 1, предпочтительно непосредственно на выходе прокатной клети, и теоретической окружной скоростью vr0 рабочих валков 3 указанной по меньшей мере одной прокатной клети 1,
и каждый раз, когда не выполняется соотношение [(Δv * vr0)/(vr * Δv0)] – 1 < L, где L равно значению от 0,0005 до 0,002, перед указанной по меньшей мере одной прокатной клетью, с учетом направления подачи изделия, с помощью нескольких вторых средств нанесения 6, на алюминиевое изделие наносится только масло до тех пор, пока указанное соотношение не будет выполняться снова.
Предпочтительно, масло, применяемое для динамической коррекции количества смазки, для поддержания постоянной тонкой пленки смазки, то есть тонкого зазора, занимаемого смазкой, находящегося между поверхностью листа и поверхностью рабочего валка, является тем же маслом, которое используется в эмульсии на водной основе.
Предпочтительно, но не обязательно, значение L может быть равно 0,001.
Скорость подачи vs прокатываемого изделия измеряют, например, с помощью первых датчиков 4 с получением первых данных. В качестве примера, такими первыми датчиками 4 могут быть лазерные измерители скорости потока, фотоэлементы или тахометрические колеса.
Окружную скорость vr рабочих валков 3 измеряют, например, с помощью вторых датчиков 5 с получением вторых данных. Например, такие вторые датчики 5 могут быть датчиками электродвигателя, который перемещает сами рабочие валки. Окружная скорость vr предпочтительно может быть измерена с помощью скорости вращения двигателя, который перемещает рабочие валки, с учетом возможного передаточного числа между трансмиссией и рабочими валками.
Скорость подачи vs и окружная скорость vr могут по существу непрерывно определяться, например, каждые 5-15 мс, предпочтительно каждые 10 мс.
Теоретическая скорость подачи vs0 и теоретическая окружная скорость vr0 легко вычисляются известным способом специалистами в данной области, и по этой причине их расчет здесь не описан. В целом, начиная с некоторых первоначальных проектных данных, таких как, например, толщина листа на входе и выходе прокатной клети, механические характеристики материала, силы растяжения, приложенные к листу, теоретическая скорость подачи vs0 и теоретическая окружная скорость vr0 и, следовательно, опережение и коэффициент трения, легко вычисляются. Стоит отметить, что исходные данные легко найти, и они доступны в документации, которую должны иметь все производители для управления установкой.
Система управления 20, предпочтительно с замкнутым контуром, получает первые данные, то есть значения vs, и вторые данные, то есть значения vr; проверяет, выполняется ли указанное соотношение, и, если указанное соотношение не выполняется, на время приводит в действие вторые средства нанесения 6 до тех пор, пока указанное соотношение не будет выполняться снова.
Прием первых и вторых данных и проверка выполнения соотношения могут осуществляться практически непрерывно, например, каждые 5-15 мс, предпочтительно каждые 10 мс.
Чтобы лучше объяснить способ вышеуказанной динамической коррекции количества смазки, стоит отметить, что опережение - это явление, при котором изделие, предпочтительно лист, на выходе из прокатного отделения имеет скорость подачи vs, которая больше, чем окружная скорость vr рабочих валков.
Опережение «fs» определяют следующим образом:
При подставлении индекса «0» для рассчитанных (или теоретических) значений скорости аналогично определяют следующее:
Таким образом, система управления оценивает соотношение:
Как показано на блок-схеме на Фиг. 1, если это соотношение превышает заданный порог, установленный в диапазоне от 0,05 до 0,2%, например, 0,1%, то система управления передает команду второму средству нанесения 6 для нанесения дополнительного количества масла. По сути отклонение между измеренными величинами (без индекса) и рассчитанными величинами (индекс «0») должно быть стабильно низким. Если, например, обнаруженная скорость подачи листа намного превышает рассчитанную скорость, вполне вероятно, что тонкая пленка смазки нарушена в определенных областях прокатного отделения и, соответственно, возникает проблема контакта рабочих валков с алюминиевым изделием. Чтобы устранить это нежелательное обстоятельство, система вводит чистое масло для восстановления тонкого слоя смазки. Такое нанесение чистого масла следует рассматривать как случайное (оно может выполняться на переходных этапах) и непродолжительное в отношении всего процесса прокатки. Преимущественно, оно выполняется за несколько мгновений, чтобы избежать потенциально опасных обстоятельств. Нанесение чистого масла длится до тех пор, пока не будет снова выполняться отношение
[(Δv * vr0)/(vr * Δv0)] - 1 < L.
Эмульсия масла и воды предпочтительно содержится в первом резервуаре 7, который снабжает первые средства нанесения 2, и в указанном первом резервуаре эмульсию опционально смешивают с помощью по меньшей мере одного смесительного устройства 21.
Ниже приводится описание варианта реализации прокатной установки с возможностью выполнения описанного выше способа.
На Фиг. 2 показана установка для проката изделий из алюминия или алюминиевого сплава, которая содержит:
- по меньшей мере одну прокатную клеть 1;
- несколько первых средств нанесения 2, расположенных вблизи указанной по меньшей мере одной прокатной клети и выполненных с возможностью нанесения эмульсии масла и воды на изделие, например, лист 13.
Предпочтительно, также предусмотрены:
- первые датчики 4 для обнаружения первых данных, причем первые данные представляют собой значения скорости подачи vs прокатываемого изделия, выходящего по меньшей мере из одной прокатной клети 1;
- вторые датчики 5 для обнаружения вторых данных, причем указанные вторые данные представляют собой значения окружной скорости vr рабочих валков 3 указанной по меньшей мере одной прокатной клети 1;
- несколько вторых средств нанесения 6, расположенных вблизи указанной по меньшей мере одной прокатной клети и выполненных с возможностью нанесения только масла на изделие;
- система управления, выполненная с возможностью:
- получать указанные первые данные и указанные вторые данные,
- вычислять разность Δv = vs - vr,
- проверять, выполняется ли отношение [(Δv * vr0)/(vr * Δv0)] - 1 < L, где L – это значение от 0,0005 до 0,002,
- и, если указанное соотношение не выполняется, приводить в действие указанные вторые средства нанесения 6.
Опционально, первый резервуар 7 содержит эмульсию и подает ее на первые средства 2 нанесения, предпочтительно с помощью первого дозирующего устройства 10, расположенного между резервуаром 7 и средствами нанесения 2.
Также может быть предусмотрен второй резервуар 8, который содержит только масло и, по команде из системы управления, подает его на вторые средства нанесения 6, по варианту реализации с помощью второго дозирующего устройства 9, расположенного между резервуаром 8 и средствами нанесения 6.
Внутри резервуара 7 и/или внутри резервуара 8 может быть предусмотрено по меньшей мере одно смесительное устройство 21.
Предпочтительно, по меньшей мере один электромагнитный клапан 14 предусмотрен между резервуаром для эмульсии 7 и средствами нанесения 2 или между дозирующим устройством 10 и средствами нанесения 2.
Аналогичным образом, по меньшей мере один электромагнитный клапан 15 может быть предусмотрен между масляным резервуаром 8 и средствами нанесения 6 или между дозирующим устройством 9 и средствами нанесения 6.
Электромагнитный клапан 15 и/или электромагнитный клапан 14 управляются системой управления 20.
Средства нанесения 6 масла при необходимости всегда могут быть загружены маслом, чтобы при приведении в действие системой управления 20 с помощью электромагнитного клапана 15 они подавали заданное количество масла.
В предпочтительном варианте реализации изобретения предусмотрены сушильные средства 11, размещенные за по меньшей мере одной прокатной клетью 1, с учетом направления подачи изделия, и перед наматывателем 12. Такие сушильные средства 11 выполнены с возможностью удаления воды из прокатываемого изделия. Например, можно использовать по меньшей мере одно сушильное устройство типа CJD (сушилка с ограниченной струей), выполненное с возможностью выдачи по меньшей мере одной струи сжатого воздуха в направлении, противоположном направлению подачи алюминиевого изделия.
В случае одной прокатной клети 1 это преимущественно может быть реверсивная клеть, расположенная между двумя наматывателями 16 и разматывателем 12 изделия в направлении подачи прокатываемого изделия. В этом случае средства нанесения 2 и средства нанесения 6 расположены с обеих сторон прокатной клети 1 вдоль направления подачи изделия, предпочтительно как выше, так и ниже плоскости подачи изделия (Фиг. 3). Сушильное средство 11 может быть расположено между каждым наматывателем 16, 12 и прокатной клетью 1.
В случае, если бы прокатная клеть 1 работала только в одном направлении, средства нанесения 2 и средства нанесения 6 были бы расположены только со стороны подачи алюминиевого изделия в прокатную клеть 1, предпочтительно как выше, так и ниже плоскости подачи изделия. В этом случае сушильное средство 11 будет размещено только между прокатной клетью 1 и наматывателем 12, причем прокатная клеть будет расположена между разматывателем 16 и наматывателем 12.
Аналогично, если бы были предусмотрены по меньшей мере две прокатные клети 1, расположенные одна за другой, конфигурация, известная как стан «тандем», как средство нанесения 2, так и средство нанесения 6 были бы расположены только на подающей стороне каждой прокатной клети, предпочтительно как выше, так и ниже плоскости подачи изделия. Альтернативно, в варианте, представленном на Фиг. 4, предусмотрено несколько реверсивных прокатных клетей 1, причем здесь средства нанесения 2 и средства нанесения 6 расположены с обеих сторон каждой прокатной клети 1 вдоль направления подачи изделия, предпочтительно как выше, так и ниже плоскости подачи изделия (см. Фиг. 4).
В более общем смысле, система управления 20 может быть в равной степени применена к «четырем» клетям (также известным как 4-Hi), «шести» клетям (6-Hi) и кластерным клетям («стан Сендизимира») в конфигурации с 12 или 20 валками (12-Hi и 20-Hi соответственно). В то время как первые два типа прокатных клетей могут быть сгруппированы, что приводит к созданию тандемных станов, кластерные клети всегда выполнены отдельно.
В некоторых вариантах реализации изобретения предпочтительно средства нанесения 6 расположены в положении, которое находится вблизи рабочих валков 3 прокатной клети 1, но удалено от плоскости подачи изделия относительно средства нанесения 2. Аналогичным образом, средства нанесения 2 расположены в положении, удаленном от рабочих валков 3, но вблизи плоскости подачи изделия по отношению к средствам нанесения 6.
Например, расстояние между средством нанесения 6 и вертикальной плоскостью, содержащей оси вращения рабочих валков соответствующей прокатной клети, находится между D/4 и 3D, предпочтительно между D/3 и 2D, где D – диаметр рабочих валков 3; в то время как расстояние между указанным средством нанесения 6 и плоскостью подачи изделия находится между D/10 и D/2, предпочтительно между D/5 и D/3.
По варианту, расстояние между средствами нанесения 2 и вертикальной плоскостью, содержащей оси вращения рабочих валков соответствующей прокатной клети, находится между D/3 и 4D, предпочтительно между D/2 и 3D; в то время как расстояние между указанными средствами нанесения 2 и плоскостью подачи изделия находится между D/10 и D/2, предпочтительно между D/8 и D/4.
Однако в других вариантах реализации изобретения средства нанесения 6 расположены в положении, удаленном от рабочих валков 3 прокатной клети 1, но вблизи плоскости подачи изделия, в то время как средства нанесения 2 расположены вблизи рабочих валков 3, но удалены от плоскости подачи изделия. Диапазоны расстояний, упомянутые в предыдущем абзаце, можно считать обратными.
В качестве примера, как средства нанесения 2, так и средства нанесения 6 содержат или состоят из устройств впрыска, например содержат ряды сопел, которые предпочтительно проходят по ширине алюминиевого изделия, то есть поперечно плоскости подачи изделия.
Способ холодной прокатки алюминиевого изделия, например листа, по меньшей мере через одну прокатную клеть (1), в котором на изделие наносят смазку вблизи указанной по меньшей мере одной прокатной клети (1) с помощью первых средств нанесения (2), при этом указанная смазка содержит эмульсию масла и воды. Также описана соответствующая прокатная установка. Технический результат заключается в том, что процесс прокатки изделий из алюминия или его сплавов, в частности листов, проводится с повышенной эффективностью смазки, повышенной способностью отводить тепло, выделяемое при пластической деформации, повышенной безопасностью рабочей среды и упрощенным управлением смазкой, в том числе после операции прокатки, а также в получении стабильной целостности тонкой пленки смазки в прокатном отделении, чтобы избежать прямого контакта между рабочими валками и алюминиевым изделием. 2 н. и 9 з.п. ф-лы, 4 ил.
1. Способ холодной прокатки изделия из алюминия или алюминиевых сплавов по меньшей мере через одну прокатную клеть (1), в котором на изделие наносят смазку вблизи указанной по меньшей мере одной прокатной клети (1) с помощью нескольких первых средств нанесения (2), при этом указанная смазка содержит эмульсию масла и воды;
характеризующийся тем, что
Δv = vs – vr – представляет собой разность между скоростью подачи vs проката, измеренной на выходе по меньшей мере одной прокатной клети (1), и окружной скоростью vr рабочих валков (3) указанной по меньшей мере одной прокатной клети (1), измеренной во время операции прокатки,
и Δv0 = vs0 – vr0 – расчетное значение указанной разности,
и каждый раз, когда не выполняется соотношение [(Δv * vr0)/ (vr * Δv0)] – 1 < L, где L равно значению от 0,0005 до 0,002, перед указанной по меньшей мере одной прокатной клетью, с учетом направления подачи изделия, с помощью вторых средств нанесения (6) на алюминиевое изделие наносят только масло до тех пор, пока указанное соотношение не будет выполняться.
2. Способ по п. 1, в котором L = 0,001.
3. Способ по п. 1 или 2, в котором скорость подачи vs прокатываемого изделия измеряют предпочтительно непрерывно с помощью первых датчиков (4) с получением первых данных, и указанную окружную скорость vr рабочих валков (3) измеряют предпочтительно непрерывно с помощью вторых датчиков (5) с получением вторых данных; и в котором система управления предпочтительно непрерывно получает указанные первые данные и вторые данные, проверяет, выполняется ли указанное соотношение, и, если указанное соотношение не выполняется, приводит в действие вторые средства нанесения (6).
4. Способ по любому из предыдущих пунктов, в котором указанную эмульсию масла и воды содержат в первом резервуаре (7), который снабжает первые средства нанесения (2), и предпочтительно в котором указанную эмульсию смешивают.
5. Установка для прокатки изделий из алюминия или алюминиевого сплава, с возможностью выполнения способа прокатки по любому из предыдущих пунктов, которая содержит:
- по меньшей мере одну прокатную клеть (1);
- несколько первых средств нанесения (2), расположенных вблизи указанной по меньшей мере одной прокатной клети (1) и выполненных с возможностью нанесения эмульсии масла и воды на изделие;
и в которой предусмотрены:
- первые датчики (4) для определения первых данных, причем первые данные представляют собой значения скорости подачи vs прокатываемого изделия, выходящего по меньшей мере из одной прокатной клети;
- вторые датчики (5) для определения вторых данных, причем указанные вторые данные представляют собой значения окружной скорости vr рабочих валков (3) указанной по меньшей мере одной прокатной клети (1);
- несколько вторых средств нанесения (6), расположенных вблизи указанной по меньшей мере одной прокатной клети и выполненных с возможностью нанесения только масла на изделие;
- система управления (20), выполненная с возможностью:
- получать указанные первые данные и указанные вторые данные,
- вычислять разность Δv = vs – vr,
- проверять, выполняется ли соотношение [(δv * vr0)/ (vr * Δv0)] – 1 < L, где Δv0 = vs0 – vr0 – рассчитанное значение указанной разности и L – значение в диапазоне от 0,0005 до 0,002,
- и, если указанное соотношение не выполняется, приводить в действие указанные вторые средства нанесения (6).
6. Установка по п. 5, в которой предусмотрены:
- первый резервуар (7) для содержания указанной эмульсии и ее подачи на первые средства нанесения (2), предпочтительно с помощью первого дозирующего устройства (10);
- предпочтительно второй резервуар (8) для содержания только масла и его подачи на вторые средства нанесения (6), опционально с помощью второго дозирующего устройства (9).
7. Установка по п. 5 или 6, в которой предусмотрены сушильные средства (11), размещенные после по меньшей мере одной прокатной клети (1) с учетом направления подачи изделия и перед наматывателем (12) и выполненные с возможностью удаления воды из прокатываемого изделия.
8. Установка по любому из пп. 5-7, в которой в случае наличия одной или нескольких реверсивных прокатных клетей (1) указанные первые средства нанесения (2) и указанные вторые средства нанесения (6) расположены с обеих сторон указанной прокатной клети (1) вдоль направления подачи изделия, предпочтительно как выше, так и ниже плоскости подачи изделия.
9. Установка по любому из пп. 5-7, в которой в случае наличия по меньшей мере двух прокатных клетей (1), расположенных одна за другой, указанные первые средства нанесения (2) и указанные вторые средства нанесения (6) расположены только на подающей стороне каждой прокатной клети, предпочтительно как выше, так и ниже плоскости подачи изделия.
10. Установка по любому из пп. 5-9, в которой указанные вторые средства нанесения (6) расположены в положении, близком к рабочим валкам (3) прокатной клети (1), но удаленном от плоскости подачи изделия, в то время как указанные первые средства нанесения (2) расположены в положении, удаленном от рабочих валков (3) и вблизи плоскости подачи изделия.
11. Установка по любому из пп. 5-9, в которой указанные вторые средства нанесения (6) расположены в положении, удаленном от рабочих валков (3) прокатной клети (1), но вблизи плоскости подачи изделия, в то время как указанные первые средства нанесения (2) расположены в положении вблизи рабочих валков (3), и удаленном от плоскости подачи изделия.
| JP 7132314 A, 23.05.1995 | |||
| WO 1999051369 A1, 14.10.1999 | |||
| DE 10143407 A1, 20.03.2003 | |||
| EP 1829625 A1, 05.09.2007 | |||
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2351419C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2374020C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ | 2013 |
|
RU2670630C9 |

