Изобретение относится к электрохимикомеханической размерной обработке, а именно к способам окончательной обработки предварительно нарезанных цилиндрических, конических и других зубчатых колес с линейным контактным методом свободного обката, и может быть использовано в различных отраслях машиностроения при производстве станков, автомобилей, тракторов и других изделий.
Известны способы абразивного и анодно-механического зубохонингования, в которых воспроизводится зацепление колес винтовой передачи. Обработка ведется при взаимной обкатке хона и колеса благодаря взаимному проскальзованию боковых поверхностей сопряженных зубьев по двум схемам: в однопрофильном зацеплении хона и колеса и с определенным боковым зазором между несопряженными боковыми сторонами зубьев; в беззазорном двухпрофильном зацеплении хона и колеса (1, 2).
Известен способ электролитического хонингования зубьев закаленных шестерен, основанный на образовании на обрабатываемых поверхностях оксидных (анодных) пленок и срезании этих пленок абразивным инструментом (3, 4).
Процесс осуществляется в ванне-катоде, снабженном корытообразным полукольцом с равномерно расположенными отверстиями, обхватывающими половину окружности анода-изделия. Обработка производится с прерывистым вращением детали и инструмента со следующим режимом чередования остановок и вращения: период вращения от 5 до 15 с, период остановки от 1 до 10 с.
Известен также способ зубохонингования цилиндрических зубчатых колес с электроэрозионной активацией рабочей поверхности инструмента (5, 6). При отделке зубчатых колес предложенным способом производительность процесса повышается, уменьшается удельный расход алмаза.
Наиболее близким по техническому решению к предлагаемому изобретению является способ электрохимической обработки зубчатых колес, осуществляемый с помощью жидкого электролита с использованием заготовки в качестве анода. Заготовку вращают вокруг оси и зацепляют для удаления с нее размягченного электролизом поверхностной пленки с инструментальным зубчатым колесом, которое используется в качестве катода, а жидкий электролит подают в зону зацепления заготовки с инструментальным колесом (7).
Недостатками известного способа являются низкая производительность и недостаточно малая степень исправления геометрических отклонений.
Задачей предложенного способа является повышение производительности и точности обработки за счет улучшения геометрических параметров зацепления инструмента и детали и кинематических параметров обработки.
Поставленная задача достигается тем, что в способе, заключающемся в непрерывном прокачивании электролита через межэлектродный зазор между зубчатой заготовкой (анодом) и инструментальным зубчатым колесом (катодом), образовании на обрабатываемых поверхностях зубьев заготовки зубчатого колеса поверхностной пленки и последующем снятии ее инструментальным зубчатым колесом, обработку поверхностей зубьев осуществляют в два этапа: на первом этапе производят обработку зубьев зубчатого колеса повторением цикла, включающего вращение по часовой стрелке инструментального зубчатого колеса с алмазоносным слоем, число зубьев которого выбирается таким, чтобы не было общих множителей с числом зубьев заготовки кроме единицы, и создании внеполюсного зацепления зубчатой заготовки с инструментальным зубчатым колесом, после прохождения инструментальным зубчатым колесом по часовой стрелке зубьев заготовки с относительным проскальзыванием вдоль их поверхности, совершают обработку противоположной (другой) поверхности зубьев заготовки также с относительным проскальзыванием вдоль их поверхности вращением инструментального зубчатого колеса против часовой стрелки (осуществляют реверс инструментального зубчатого колеса), при этом количество оборотов инструментального зубчатого колеса равно или кратно числу зубьев заготовки, заканчивается цикл дискретным (ступенчатым) сближением оси инструментального зубчатого колеса и зубчатой заготовки, причем сближение осей инструментального зубчатого колеса и зубчатой заготовки за первый этап обработки составляет 0,02-0,2 мм, после повторения цикла 10-50 раз осуществляют второй этап электроалмазной обработки зубьев зубчатых колес, заключающийся в обработке поверхности зубьев заготовки 2-4 циклами первого этапа без воздействия электрическим током и сближения осей инструментального зубчатого колеса и зубчатой заготовки.
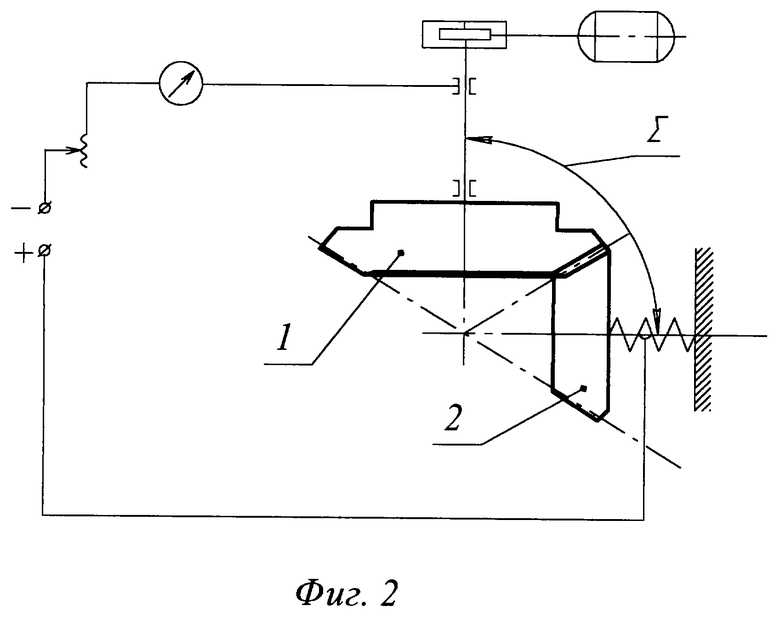
Изобретение поясняется чертежами, где на фиг.1 изображена схема обработки цилиндрического зубчатого колеса; на фиг.2 - схема обработки конического зубчатого колеса.
Предлагаемый способ электроалмазной обработки зубьев зубчатых колес реализован следующим образом.
Инструментальное зубчатое колесо 1 с алмазоносным слоем в виде цилиндрического или конического зубчатого колеса с прямыми или криволинейными зубьями после термообработки зацепляется с зубчатой заготовкой 2 при параллельных пересекающихся или скрещивающихся осях соответственно. Инструментальное зубчатое колесо приводится во вращение от индивидуального электропривода, колесо вращается с заданным моментом торможения и обкатывается по заготовке.
Обрабатываемая зубчатая заготовка соединяется с положительным полюсом источника постоянного тока и является в схеме анодом, а катодом - инструментальное зубчатое колесо. Через межэлектродный зазор непрерывно прокачивается электролит. К аноду и катоду подводится напряжение от 3 до 6 В в зависимости от размеров обрабатываемой зубчатой заготовки с тем, чтобы рабочий ток составлял от 20 до 120 А на см2.
Обработка поверхности зубьев зубчатых колес осуществляется чередованием двух этапов.
На первом этапе обработку производят путем вращения по часовой стрелке инструментального зубчатого колеса с алмазоносным слоем и создании внеполюсного зацепления зубчатой заготовки с инструментальным зубчатым колесом. Число зубьев выбирается таким, чтобы не было общих множителей с числом зубьев заготовки кроме единицы.
После прохождения инструментальным зубчатым колесом по часовой стрелке зубьев заготовки с относительным проскальзыванием вдоль их поверхности совершают обработку другой поверхности зубьев заготовки также с относительным проскальзыванием вдоль их поверхности вращением инструментального зубчатого колеса против часовой стрелки, т.е. осуществляют реверс инструментального колеса. Количество оборотов инструментального зубчатого колеса равно или кратно числу зубьев заготовки. Заканчивается цикл ступенчатым сближением оси инструментального зубчатого колеса и зубчатой заготовки. Сближение осей инструментального зубчатого колеса и зубчатой заготовки за первый этап обработки составляет 0,02-0,2 мм. Первый этап обработки заканчивается повторением цикла 10-50 раз.
На втором этапе осуществляют обработку поверхности зубьев заготовки 2-4 циклами без воздействия электрическим током и сближением осей инструментального зубчатого колеса и зубчатой заготовки.
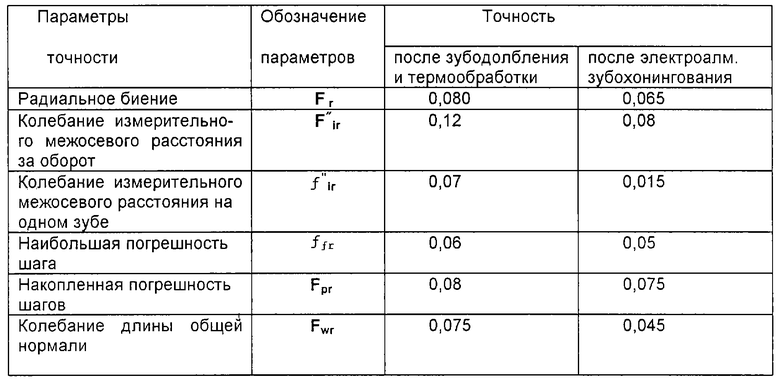
По предлагаемому способу обрабатывались заготовки цилиндрических зубчатых колес с прямыми зубьями, модулем m=3 мм, числом зубьев Z=22, коэффициентом смещения исходного контура ζ=0. Параметры алмазного хона: модуль m= 3,0; зубья прямые; число зубьев Z=41; коэффициент смещения исходного контура ζ=1,6; характеристика алмазного слоя АПН 40/32. Режимы обработки: напряжение - 4 В; ток - 75 А/см2; частота вращения - 125 оборотов в минуту; радиальная нагрузка - 630 Н; время обработки - 3 мин.
Параметры точности зубчатых колес после зубодолбления и электроалмазного зубохонингования сведены в таблицу.
Источники информации
1. М.З. Мильштейн. Нарезание зубчатых колес. M.: Высшая школа, 1972, с. 272.
2. М.З. Мильштейн. Отделочная обработка закаленных зубчатых колес твердосплавными и алмазными шеверами. Надежность и качество зубчатых передач. M. : НИИМАШ. 1969 г., с. 304.
3. А. с. СССР 229910, "Способ электролитического хонингования зубьев", опубликовано 23.10 68 г., БИ 33.
4. А. с. СССР 231247, "Устройство для электролитической обработки зубьев", опубликовано 15.11.68 г., БИ 35.
5. О. С. Новинюк, Э.Я. Гродзинский, А.С. Коньшин, - Алмазно-эрозионное зубохонингование. М.: Машиностроение, 1986 г., с.88.
6. Ю.Н. Сухоруков, Р.И. Евстигнеев. Инструменты обработки зубчатых колес методом свободного обката, Киев. Техника, 1983 г., с.120.
7. А.с. СССР 222136, "Способ электрохимической обработки зубьев зубчатых колес", опубликовано 17.07.1968 г., БИ 22.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2014 |
|
RU2602576C2 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2008 |
|
RU2374045C2 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| УПРУГИЙ ИНСТРУМЕНТ ДЛЯ ЗУБОХОНИНГОВАНИЯ | 2004 |
|
RU2265502C1 |
| СПОСОБ ЗУБОШЛИФОХОНИНГОВАНИЯ | 2002 |
|
RU2212987C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ | 2004 |
|
RU2273550C1 |
| ЗУБЧАТАЯ ПЕРЕДАЧА | 2003 |
|
RU2234627C1 |
| СПОСОБ НАРЕЗАНИЯ ПРЯМОЗУБОЙ ЦИЛИНДРИЧЕСКОЙ ШЕСТЕРНИ | 2003 |
|
RU2248262C1 |
Способ может быть использован при размерной электрохимикомеханической обработке предварительно нарезанных цилиндрических, конических и других зубчатых колес. При непрерывном прокачивании электролита через межэлектродный зазор между зубчатой заготовкой (анодом) и инструментальным зубчатым колесом с алмазоносным слоем (катодом) обработку поверхностей зубьев зубчатых колес осуществляют в два этапа. На первом этапе производят вращение по часовой стрелке инструментального зубчатого колеса с относительным проскальзыванием вдоль поверхности зубьев заготовки и создание между ними внеполюсного зацепления. Затем совершают обработку противоположной стороны поверхности зубьев заготовки вращением зубчатого колеса против часовой стрелки также с относительным проскальзыванием. Заканчивают цикл дискретным сближением оси инструментального зубчатого колеса и зубчатой заготовки. После повторения цикла 10-50 раз осуществляют второй этап электроалмазной обработки. Осуществляют 2-4 цикла первого этапа без воздействия электрическим током и сближения осей инструментального колеса и зубчатой заготовки. Способ позволяет повысить производительность и точность обработки за счет улучшения геометрических параметров зацепления инструмента и детали и кинематических параметров обработки. 1 табл., 2 ил.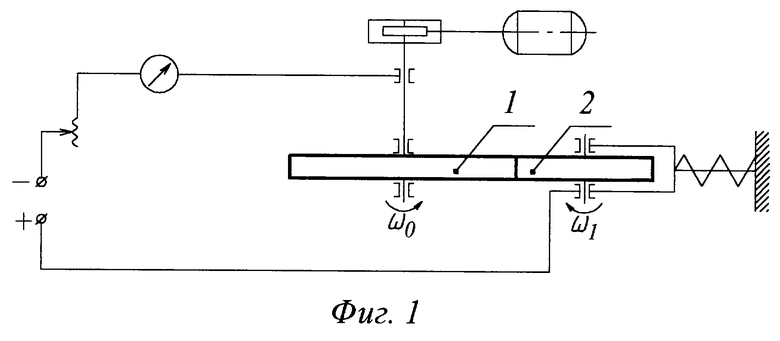
Способ электроалмазной обработки зубьев зубчатых колес, заключающийся в непрерывном прокачивании электролита через межэлектрдный зазор между зубчатой заготовкой (анодом) и инструментальным зубчатым колесом (катодом), образовании на обрабатываемых поверхностях зубьев заготовки зубчатого колеса поверхностной пленки и последующего снятия ее инструментальным зубчатым колесом, отличающийся тем, что обработку поверхностей зубьев зубчатых колес осуществляют в два этапа: на первом этапе производят обработку зубьев зубчатого колеса повторением цикла, включающего вращение по часовой стрелке инструментального зубчатого колеса с алмазоносным слоем, число зубьев которого выбирают таким, чтобы не было общих множителей с числом зубьев заготовки кроме единицы, и создание внеполюсного зацепления зубчатой заготовки с инструментальным зубчатым колесом, после прохождения зубьев заготовки инструментальным зубчатым колесом по часовой стрелке с относительным проскальзыванием вдоль их поверхности совершают обработку противоположной стороны поверхности зубьев заготовки также с относительным проскальзыванием вдоль их поверхности вращением зубчатого колеса против часовой стрелки, при этом количество оборотов инструментального зубчатого колеса выбирают равным или кратным числу зубьев заготовки, а заканчивают цикл дискретным сближением оси инструментального зубчатого колеса и зубчатой заготовки, причем сближение осей инструментального зубчатого колеса и зубчатой заготовки за первый этап обработки составляет 0,02-0,2 мм, после повторения цикла 10-50 раз осуществляют второй этап электроалмазной обработки зубьев зубчатых колес, включающий обработку поверхности зубьев заготовки 2-4 циклами первого этапа без воздействия электрическим током и сближения осей инструментального колеса и зубчатой заготовки.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU222136A1 |
| SU 229910, 23.10.1968 | |||
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1997 |
|
RU2151033C1 |
| Цилиндрическая строительная конструкция | 1948 |
|
SU77097A1 |
