Предлагаемый способ и устройство относятся к области очистки и обработки поверхности крупногабаритных металлических изделий в вакууме и в атмосфере защитных газов на различных этапах технологического процесса, в частности для удаления с поверхности деталей оксидных пленок (окалины, ржавчины) и загрязнений, нанесении защитных покрытий, упрочения или отпуска поверхностного слоя обрабатываемой детали, удаления заусенец и могут быть использованы в машиностроительной, судостроительной и других отраслях промышленности.
Известные способы обработки поверхности изделий дуговым разрядом в вакууме и устройства для их осуществления основаны:
- на воздействии дуговым разрядом на обрабатываемую поверхность изделий при атмосферном давлении (авт. свид. СССР №476.041, В08В 1/100, 1971; патент США №5.143.561, В21В 45/06, 1992; патент Франции №2.664.510, В21В 45/06, 1992; Литвинов В.К., Мороз А.П. «Исследование энергетических характеристик плазменно-дугового процесса зачистки металлов круглого профиля», Извещение ВУЗов серия «Черная металлургия», 1982, №4 и другие);
- на воздействии дуговым разрядом на обрабатываемую поверхность изделий в защитной газовой среде (авт. свид. СССР №1.272.725, С22В 9/20, 1985; №1.770.420, С22В 9/20, 1990; №1.812.239, С23С 14/32, 1990; Терехов В.П. «Очистка поверхности проволоки дуговым разрядом», бюллетень института Черметинформации, 1976, №7; Домбровский В. «Плазменная металлургия», Л., 1972 и другие);
- на воздействии дуговым разрядом на обрабатываемую поверхность изделий в защитной газовой среде с одновременным процессом сварки (авт. свид. СССР №171.056, В08В 7/00, 1963; Максимов Л.Ю., Кривонос Г.А., «Экологически безопасная очистка металла в потоке», Тяжелое машиностроение, 1997, №5 и другие);
- на воздействии дуговым разрядом на обрабатываемую поверхность изделий в вакууме (авт. свид. СССР №1.695.704, С23С 14/22, 1987; №1.806.870, В08В 3/10, 1989; Булат В.Е., Эстерлис М.Х., «Очистка металлических изделий от окалины, окисной пленки и загрязнений электродуговым разрядом в вакууме», Физика и химия обработки материалов, 1987, №3 и другие);
- на воздействии дуговым разрядом на обрабатываемую поверхность в вакууме с наложением на электрическую дугу постоянного магнитного поля (авт. свид. СССР №719.710, В08В 3/10, 1977; №935.141, В08В 3/10, 1980; №1.749.279, С22В 9/20, 1990; патент РФ №2.145.643, С23С 14/02, 1998; Патон Б.Е. и другие).
Из известных способов и устройств наиболее близкими к предлагаемым являются «Способ обработки поверхности изделий дуговым разрядом в вакууме и устройство для его осуществления» (патент РФ №2.145.643, С23С 14/02, 1998), которые и выбраны в качестве прототипов.
Однако известные способ и устройство могут обрабатывать изделие, которое можно разместить в вакуумной камере. Известно, что вакуумные камеры являются дорогостоящими сооружениями и не все изделия можно в них разместить, например, металлические корпуса морских и речных судов, мосты и фермы, вагоны и т.п.
Технической задачей изобретения является расширение функциональных возможностей способа и устройства путем очистки дуговым разрядом поверхности металлических изделий любых больших габаритов.
Поставленная задача решается тем, что способ очистки поверхности крупногабаритного металлического изделия дуговым разрядом, включающий создание вакуума или защитной атмосферы в вакуумной камере, возбуждение электрического разряда между одним или несколькими электродами, находящимися в вакуумной камере, и очищаемой поверхностью изделия и перемещение катодных пятен по очищаемой поверхности изделия с помощью создаваемого магнитного поля различной конфигурации, отличается от ближайшего аналога тем, что вакуумную камеру выполняют в виде бокса с открытой частью, которой его герметично накладывают на очищаемый участок крупногабаритного изделия с помощью присоски или совокупности присосок, снабженных системой откачки воздуха из них, в образовавшемся объеме создают вакуум, очищают поверхность накрытого участка дуговым разрядом в вакууме и по мере очистки бокс последовательно перемещают по поверхности крупногабаритного изделия.
Поставленная задача решается тем, что устройство для очистки поверхности крупногабаритного металлического изделия дуговым разрядом, содержащее вакуумную камеру, систему вакуумирования или наполнения вакуумной камеры защитным газом, электроды, размещенные внутри вакуумной камеры, электромагнитные катушки для перемещения дуг по очищаемой поверхности изделия, отличается от ближайшего аналога тем, что вакуумная камера выполнена в виде бокса с открытой частью с возможностью ее последовательной герметичной накладки на очищаемые участки крупногабаритного изделия и снабжена герметизирующим устройством по периметру открытой части бокса, механизмом или приспособлением для перемещения бокса по поверхности очищаемого крупногабаритного изделия по мере его очистки, при этом герметизирующее устройство выполнено в виде присоски или совокупности присосок, снабженных системой откачки воздуха из них.
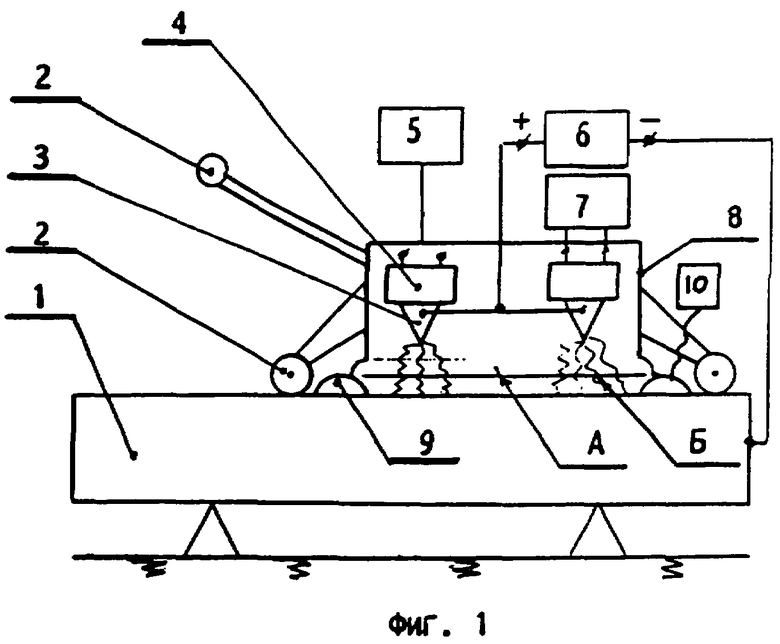
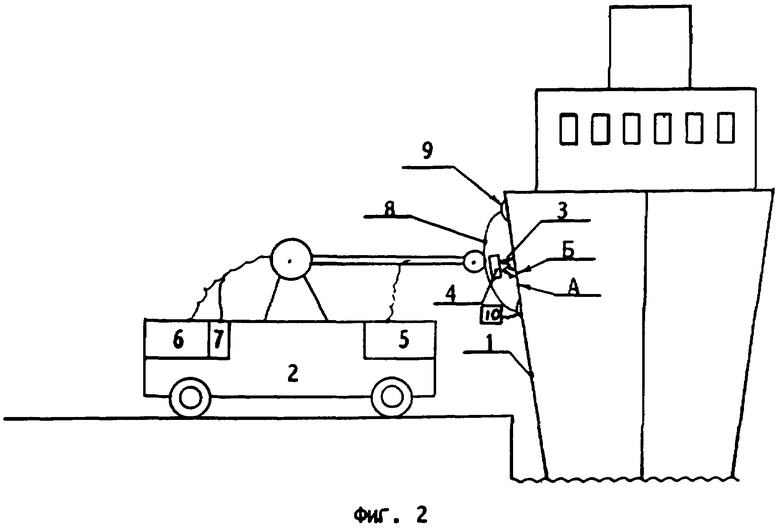
Структурная схема устройства, реализующего предлагаемый способ, представлена на фиг.1 и 2, где введены следующие обозначения: 1 - крупногабаритное изделие, 2 - элементы механизма или механизм для перемещения бокса 8, 3 - электроды, 4 - электромагнитные катушки, 5 - вакуумирующая система или система для наполнения бокса защитным газом, 6 - источник питания электрических дуг, 7 - источник питания электромагнитных катушек, 8 - бокс, 9 - герметизирующее устройство открытой части бокса, 10 - система откачки воздуха из присосок герметизирующего устройства 9, А - открытая часть бокса 8, Б - электрические дуги между электродами 3 и очищаемым участком изделия 1.
Предлагаемый способ осуществляют следующим образом.
Бокс 8 открытой частью А накладывают на участок крупногабаритного изделия 1, который предназначен для обработки дуговым разрядом. При этом герметизирующее устройство 9 обеспечивает герметичность сопряжения между полостью бокса 8 и поверхностью крупногабаритного изделия 1. Герметизирующее устройство 9 может быть выполнено в виде присоски или совокупности присосок. В этом случае после наложения бокса 8 на участок крупногабаритного изделия 1, предназначенного для очистки, из герметизирующего устройства 9 откачивают воздух с помощью системы 10. При этом бокс 8 фиксируется на участке крупногабаритного изделия 1, предназначенного для очистки. После этого из полости бокса 8 откачивают воздух до рабочего давления примерно 5,0 Па или бокс 8 после вытеснения воздуха наполняют защитным газом, например, СО2, N2, Ar и т.п. После достижения в боксе 8 рабочего давления на электроды 3 подают потенциал от источника 6, подают также питание от источника 7 на электромагнитные катушки 4 и возбуждают электрические дуги между электродами 3 и обрабатываемой поверхностью крупногабаритного изделия 1. После очистки участка изделия 1 в бокс 8 и герметизирующее устройство 9, если последнее выполнено в виде присосок, напускают воздух. Бокс 8 перемещают с помощью механизма 2 на другой участок изделия 1 и все операции повторяют.
Вакуумный бокс 8 может перемещаться относительно обрабатываемого крупногабаритного изделия 1 вручную, роботами или специальными механическими системами. Для перемещения вручную бокс оборудуется приспособлениями в виде ручек, колес и т.п.
Вакуумирующие системы (насосы, арматура, измерители давления и т.п.) могут размещаться на боксе (камере) или вне его. Наполнение бокса (камеры) защитным газом осуществляется по трубопроводам от баллонов или других источников.
Для наблюдения за процессом обработки могут быть использованы смотровые люки и телекамеры.
При достижении необходимого давления в боксе 8 между электродами, расположенными в боксе, и металлической поверхностью обрабатываемого изделия возбуждают дуговые разряды. Путем наложения на них магнитных полей перемещают дуговые разряды по очищаемой поверхности изделия или перемещают относительно очищаемой поверхности сами электроды.
Под воздействием катодной области электрических разрядов (в случае дуги постоянного тока на изделие подают минус) осуществляется очистка поверхности изделий от оксидов и других загрязнений (Е.С.Сенокосов, А.Е. Сенокосов «Плазменная электродуговая очистка металлических изделий, Металлург, 2005, №4, с.44).
Для подтверждения работоспособности и эффективности предлагаемых технических решений на предприятии АОЗТ «Кластер» (г.Санкт-Петербург) были проведены экспериментальные испытания. При этом в качестве вакуумной камеры использовался бокс с открытой частью, выполненный из углеродистой стали 600x600 мм высотой 400 мм с толщиной силового набора и стенок 6 мм. В качестве герметизирующего устройства использована прокладка из вакуумной резины толщиной 8 мм. Внутри бокса размещались два графитовых электрода диаметром 40 мм каждый с электромагнитными катушками по оси. Очистке подвергался лист стали размером 1,6×6,0 м и толщиной 40 мм. Бокс герметично накладывался на очищаемый лист, в боксе создавался вакуум 5,0 Па. На электромагнитные катушки подавалось питание 5 А от выпрямителя ВСА-5К. Питание электрических дуг осуществлялось от сварочных выпрямителей ВДУ-306 током 200 А. Вместо вакуума использовался и защитный газ, в качестве которого применялся аргон.
Для очистки поверхности стального листа размером 1,6×6,0 м потребовалось около 40 наложений указанного бокса, тем самым подтверждена принципиальная возможность очистки дуговыми разрядами поверхности крупногабаритных изделий по частям с использованием предлагаемых технических решений.
Таким образом, предлагаемые способ и устройство по сравнению с прототипами и другими техническими решениями аналогичного назначения обеспечивают очистку дуговым разрядом поверхности металлических изделий любых больших габаритов. Тем самым функциональные возможности способа и устройства расширены.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2171721C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2152454C1 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2158784C2 |
| СПОСОБ ТРАНСПОРТИРОВКИ ДЛИННОМЕРНЫХ ОБЪЕКТОВ ЧЕРЕЗ ВАКУУМНУЮ КАМЕРУ | 2006 |
|
RU2343030C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ В ВАКУУМЕ | 1998 |
|
RU2135316C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ | 1999 |
|
RU2152271C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ТРУБ ОТ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1998 |
|
RU2139152C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2170283C2 |
Способ и устройство относятся к области очистки и обработки поверхности крупногабаритных металлических изделий в вакууме и в атмосфере защитных газов на различных этапах технологического процесса и позволяют расширить функциональные возможности очистки дуговым разрядом поверхности металлических изделий любых больших габаритов. Способ включает создание вакуума или защитной атмосферы в вакуумной камере, возбуждение электрического разряда между одним или несколькими электродами, находящимися в вакуумной камере, и очищаемой поверхностью изделия и перемещение катодных пятен по очищаемой поверхности изделия с помощью создаваемого магнитного поля различной конфигурации. Вакуумную камеру выполняют в виде бокса и в ее объеме создают вакуум, очищают поверхность накрытого участка дуговым разрядом в вакууме и по мере очистки бокс последовательно перемещают по поверхности крупногабаритного изделия. Устройство содержит вакуумную камеру, систему вакуумирования или наполнения вакуумной камеры защитным газом, электроды, размещенные внутри вакуумной камеры, электромагнитные катушки для перемещения дуг по очищаемой поверхности изделия, вакуумная камера выполнена в виде бокса с открытой частью с возможностью ее последовательной герметичной накладки на очищаемые участки крупногабаритного изделия и снабжена герметизирующим устройством по периметру открытой части бокса, механизмом или приспособлением для перемещения бокса по поверхности очищаемого крупногабаритного изделия по мере его очистки, при этом герметизирующее устройство выполнено в виде присоски или совокупности присосок, снабженных системой откачки воздуха из них. 2 н.п. ф-лы, 2 ил.
1. Способ очистки поверхности крупногабаритного металлического изделия дуговым разрядом, включающий создание вакуума или защитной атмосферы в вакуумной камере, возбуждение электрического разряда между одним или несколькими электродами, находящимися в вакуумной камере, и очищаемой поверхностью изделия и перемещение катодных пятен по очищаемой поверхности изделия с помощью создаваемого магнитного поля различной конфигурации, отличающийся тем, что вакуумную камеру выполняют в виде бокса с открытой частью, которой его герметично накладывают на очищаемый участок крупногабаритного изделия с помощью присоски или совокупности присосок, снабженных системой откачки воздуха из них, в образовавшемся объеме создают вакуум, очищают поверхность накрытого участка дуговым разрядом в вакууме и по мере очистки бокс последовательно перемещают по поверхности крупногабаритного изделия.
2. Устройство для очистки поверхности крупногабаритного металлического изделия дуговым разрядом, содержащее вакуумную камеру, систему вакуумирования или наполнения вакуумной камеры защитным газом, электроды, размещенные внутри вакуумной камеры, электромагнитные катушки для перемещения дуг по очищаемой поверхности изделия, отличающееся тем, что вакуумная камера выполнена в виде бокса с открытой частью с возможностью ее последовательной герметичной накладки на очищаемые участки крупногабаритного изделия и снабжена герметизирующим устройством по периметру открытой части бокса, механизмом или приспособлением для перемещения бокса по поверхности очищаемого крупногабаритного изделия по мере его очистки, при этом герметизирующее устройство выполнено в виде присоски или совокупности присосок, снабженных системой откачки воздуха из них.
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145643C1 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2158784C2 |
| Способ образования окрасок на волокнах | 1925 |
|
SU4823A1 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| JP 11077141 А, 23.03.1999. | |||

