Предлагаемый способ относится к области очистки поверхности металлических (или других электропроводных) изделий дуговыми разрядами в среде ионизируемого газа на различных этапах технологического процесса, в частности для удаления с поверхности изделий оксидных пленок, технологических смазок, покрытий и других загрязнений, и может быть использован в приборостроительной, машиностроительной и других отраслях промышленности.
Известны способы очистки поверхности металлических изделий (авт.св. СССР NN 171.056, B 23 K 9/00, 1963; 467.041, B 08 B 1/00, 1973; 719.710, B 08 B 3/10, 1977; 935.141, B 08 B 3/10, 1980; 1.272.725, C 22 B 9/20, 1985; 1.770.420, C 22 B 9/20, 1990; 1.812.239, C 23 C 14/32, 1990; C 22 B 9/20, 1990; 1.812.239, C 23 C 14/32, 1990; патент США N 5.143.561, B 21 B 45/06, 1992; патент Франции N 2.664.510, B 21 B 37/08, 1992; В.Л.Стебленко, И.В. Ситников Использование высокочастотного дугового разряда атмосферного давления для очистки и активации металлических поверхностей. Плазмотехнология. Сборник научных трудов. Киев, 1990 и другие).
Из известных способов наиболее близким к предлагаемому является "Способ очистки поверхности металлических изделий" (авт.св. СССР N 935.141, B 08 B 3/10, 1980), который и выбран в качестве прототипа.
Очистку поверхности металлических изделий от различных загрязнений согласно указанному способу осуществляют путем воздействия на нее дуговым разрядом при давлении ионизируемого газа 102-104 Па. Причем воздействие дуговым разрядом на очищаемую поверхность производят в импульсном режиме с частотой импульсов 10-100 Гц и энергией в каждом импульсе 0,5-60 Дж.
Применение для очистки импульсного разряда дает возможность регулировать температуру обрабатываемых изделий в очень широких пределах за счет изменения частоты импульсов и энергии в каждом импульсе.
Однако практическая реализация импульсного режима очистки поверхности металлических изделий вызывает определенные трудности, т.е. известный способ имеет сравнительно низкую эффективность. Это связано с тем, что на практике для пробоя межэлектродного зазора в десять и более миллиметров, а именно такие зазоры используются на практике, в вакууме 102-104 Па требуется приложение напряжения в сотни и более киловольт (см., например, В.И.Раховский. Физические основы коммутации электрического тока в вакууме. М.: Наука, 1970, с. 8, рис. 1-1). Применять на практике в промышленных масштабах такие высокие напряжения экономически не выгодно и чрезвычайно опасно для обслуживающего персонала.
Задачей данного изобретения является повышение эффективности импульсного режима очистки поверхности металлических изделий.
Решение поставленной технической задачи достигается тем, что в способе очистки поверхности металлических изделий путем воздействия на нее дуговым разрядом в импульсно-частотном режиме при пониженном давлении предварительно возбуждают маломощные дуговые разряды постоянного тока между дополнительными электродами и очищаемым изделием, на которое далее воздействуют основным импульсно-частотным разрядом, возбуждаемым в ионизованных межэлектродных промежутках маломощных дуговых разрядов, причем энергия основного разряда составляет 0,5-60 Дж при давлении 105-10-4 Па, а частота - 1-1000 Гц.
Сущность предложенного способа очистки поверхности металлических изделий заключается в наложении импульсных дуговых разрядов на маломощные дуговые разряды постоянного тока между электродами и очищаемым изделием. При этом маломощные дуговые разряды между электродами и очищаемым изделием инициируют с помощью дополнительных электродов путем кратковременного касания ими очищаемой поверхности.
Структурная схема устройства, реализующего предлагаемый способ очистки поверхности металлических изделий, представлена на чертеже, где введены следующие обозначения:
1 - подзарядный блок,
2 - конденсаторная батарея,
3 - коммутатор импульсов,
4 - источник питания маломощных дуговых разрядов,
5 - основные электроды,
6 - очищаемое изделие,
7 - блок поджига маломощных дуговых разрядов,
8 - дополнительные электроды.
Устройство работает следующим образом.
С помощью подзарядного блока 1, конденсаторной батареи 2 и коммутатора импульсов 3 обеспечивается периодическое возбуждение импульсных разрядов между основными электродами 5 и поверхностью очищаемого изделия 6. Для возбуждения маломощных дуговых разрядов используются источник 4, блок 7 поджига маломощных дуговых разрядов и дополнительные электроды 8, которые касаются катода (поверхности очищаемого изделия 6). На маломощные дуговые разряды периодически накладывают более мощные импульсные дуговые разряды.
При этом в маломощных дуговых разрядах генерируется плазма, которая заполняет межэлектродное пространство между катодом 6 (очищаемым изделием) и основными электродами 5, создавая необходимые условия для возбуждения относительно низковольтного импульсного разряда большой мощности и обеспечения эффективной очистки поверхности изделия 6 мощными импульсными дуговыми разрядами. Устойчивое инициирование импульсных дуговых разрядов при атмосферном давлении и давлении ниже 102 Па может быть обеспечено за счет предварительной ионизации межэлектродной газовой среды (какой бы плотности она ни была) постоянными дуговыми разрядами при малых значениях напряжения и тока (десятки или сотни вольт и единицы и даже десятые доли ампера).
Из описания способа, принятого за прототип, известно, что путем экспериментальных исследований на изделиях из тугоплавких металлов, цветных металлов и различных марок сталей установлено, что наиболее интенсивно процесс очистки импульсным дуговым разрядом происходит при выборе режима обработки в следующих пределах:
Давление газовой среды, Па - 102 - 104
Энергия импульса дугового разряда, Дж - 0,5 - 60
Частота повторения импульсов, Гц - 10 - 100
Экспериментальные исследования авторов настоящего способа доказали, что частота импульсов может быть от всего одного импульса до сотен и более герц. Саму очистку предлагаемым способом можно осуществлять в диапазоне давлений от атмосферного до 10-3 Па. Очистку можно проводить в среде защитных, восстановительных газов и смесях. Выбор газовой среды определяется характером взаимодействия газа с материалом очищаемого изделия.
Возможность управления температурным режимом на поверхности очищаемого изделия позволяет производить очистку дуговыми импульсными разрядами при оптимальных параметрах, что позволяет максимально интенсифицировать процесс очистки.
Таким образом, предлагаемый способ по сравнению с прототипом обеспечивает повышение эффективности импульсного режима очистки поверхности металлических изделий. Это достигается предварительным возбуждением маломощных постоянных дуговых разрядов между дополнительными электродами и очищаемым изделием, на которые (маломощные дуговые разряды) накладываются более мощные импульсные дуговые разряды, возбуждаемые между основными электродами и очищаемым изделием (по плазме маломощных постоянных дуговых разрядов).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2171721C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2152454C1 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2158784C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ | 1999 |
|
RU2152271C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ В ВАКУУМЕ | 1998 |
|
RU2135316C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ТРУБ ОТ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1998 |
|
RU2139152C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ КРУПНОГАБАРИТНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2374046C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2145912C1 |
Изобретение относится к очистке поверхности металлических изделий. Способ включает воздействие на поверхность дуговым разрядом в импульсно-частотном режиме при пониженном давлении, при этом предварительно возбуждают маломощные дуговые разряды постоянного тока между дополнительными электродами и очищаемым изделием, на которые далее воздействуют основным импульсно-частотным разрядом, возбуждаемым в ионизированных межэлектродных промежутках маломощных дуговых разрядов, причем энергия основного разряда составляет 0,50-0,60 Дж при давлении 105-10-4 Па, а частота - 1-1000 Гц. Изобретение направлено на повышение эффективности импульсного режима очистки поверхности металлических изделий. 1 ил.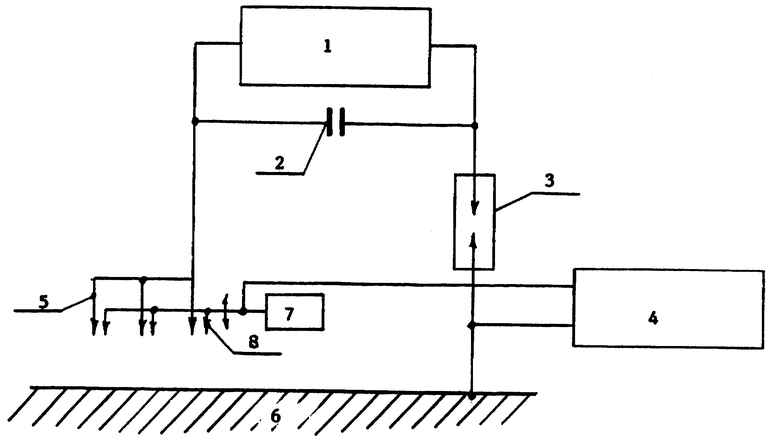
Способ очистки поверхности металлических изделий путем воздействия на нее дуговым разрядом в импульсно-частотном режиме при пониженном давлении, отличающийся тем, что предварительно возбуждают маломощные дуговые разряды постоянного тока между дополнительными электродами и очищаемым изделием, на которые далее воздействуют основным импульсно-частотным разрядом, возбуждаемым в ионизированных межэлектродных промежутках маломощных дуговых, причем энергия основного разряда составляет 0,50 - 0,60 Дж при давлении 105 - 10-4 Па, а частота - 1 - 1000 Гц.
| Способ очистки поверхности металлических изделий | 1980 |
|
SU935141A1 |
| ИВАНОВСКИЙ Г.Ф | |||
| И ДР | |||
| Ионно-плазменная обработка материалов | |||
| - М.: Радио и связь, 1986, с | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| US 4971667, 20.11.1990 | |||
| СПОСОБ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1989 |
|
RU2021391C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 1991 |
|
RU2064524C1 |

