Изобретение относится к авиационному и военно-морскому комплексам, в частности к производству облегченных воздушных лопастей.
Известен способ производства лопастей, включающий взаимосвязанные между собой технологические операции - подготовку матриц верхней и нижней оболочек с нанесением разделительных, декоративных или защитных слоев, выкладку верхней и нижней оболочек из пропитанной связующим стеклоткани с размещением закладных элементов, соединение верхней и нижней оболочек с выдержкой и разборкой матриц /см. Заявку 2004100260, кл. В64С 11/32, 2004 г./.
Известен также способ производства лопастей, включающий взаимосвязанные между собой технологические операции - подготовку матриц верхней и нижней оболочек с нанесением разделительных, декоративных или защитных слоев, выкладку верхней и нижней оболочек из пропитанной связующим стеклоткани с размещением закладных элементов, соединение верхней и нижней оболочек с выдержкой и разборкой матриц / см. Заявку 2004101034, кл. В64С 11/32, 2004 г./.
Недостатком изобретения является относительно низкая прочность зон соединения нижней и верхней оболочек.
Цель изобретения - повышение прочности зон соединения оболочек лопасти.
Достигается это тем, что выкладку верхней оболочки осуществляют с одновременной приформовкой пустотелых элементов по периметру и вдоль продольной оси оболочки, пустотелые элементы по периметру выполняют с криволинейным поперечным сечением, вдоль продольной оси - с прямоугольным поперечным сечением, соединение выложенных неотвержденных верхней и нижней оболочек производят с вертикальным смятием пустотелых элементов, а зазоры между пустотелыми элементами и нижней и верхней оболочками вдоль задней кромки выполняют с полимерным заполнителем.
Целесообразно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись С-образными.
Полезно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись Г-образными.
Целесообразно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись L-образными.
Полезно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись O-образными.
Целесообразно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись в виде прямолинейных отрезков.
Полезно, чтобы пустотелые элементы выполнялись по длине лопасти со смятием по высоте.
Целесообразно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись нечетными.
Полезно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись четными.
Целесообразно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись из стеклоткани.
Полезно, чтобы пустотелые элементы размещенные вдоль передней кромки лопасти, выполнялись из армированной стеклоткани.
Целесообразно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись из углеткани.
Полезно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись из армированной углеткани.
Целесообразно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись из стеклоткани внутреннего слоя верхней оболочки.
Полезно, чтобы пустотелые элементы, размещенные вдоль передней кромки лопасти, выполнялись из стеклоткани внутренних слоев верхней оболочки.
Целесообразно, чтобы заднюю кромку оболочек выполняли с размещенным внутри заполнителем.
Полезно, чтобы переднюю кромку оболочек выполняли с располировкой наружной плоскости.
Целесообразно, чтобы нижнюю и верхнюю оболочки выполняли разноразмерными по толщине.
Полезно, чтобы верхнюю оболочку выполняли с превышением по толщине нижней оболочки.
Целесообразно, чтобы закладные элементы выполнялись в виде пультрузионных стержней.
Полезно, чтобы закладные элементы выполнялись в виде пультрузионных пустотелых стержней.
Целесообразно, чтобы закладные элементы выполнялись в виде пультрузионных пустотелых стержней с прямоугольным поперечным сечением.
Полезно, чтобы закладные элементы выполнялись в виде пультрузионных пустотелых стержней с криволинейным поперечным сечением.
Целесообразно, чтобы закладные элементы выполнялись в виде пультрузионных пустотелых стержней с металлическими опорами.
Полезно, чтобы заполнитель зазоров между пустотелыми элементами выполнялся армированным.
Способ соответствует всем требованиям критериев изобретения, а именно:
- критерию наличия конструктивного элемента, поскольку выкладку верхней оболочки осуществляют с одновременной приформовкой пустотелых элементов;
- критерию наличия связи между элементами, поскольку выкладку верхней оболочки осуществляют с одновременной приформовкой пустотелых элементов по периметру;
- критерию взаимного расположения элементов, поскольку выкладку верхней оболочки осуществляют с одновременной приформовкой пустотелых элементов вдоль продольной оси оболочки;
- критерию формы выполнения связи элементов, поскольку пустотелые элементы по периметру выполняют с криволинейным поперечным сечением;
- критерию параметров и других характеристик элементов, поскольку соединение выложенных неотвержденных верхней и нижней оболочек производят с вертикальным смятием пустотелых элементов;
- критерию материала, из которого выполнен элемент, поскольку пустотелые элементы, размещенные вдоль передней кромки лопасти, выполняют из армированной стеклоткани.
На фиг.1 изображена схема лопасти, вид сверху.
На фиг.2 - то же, разрез А-А на фиг.1.
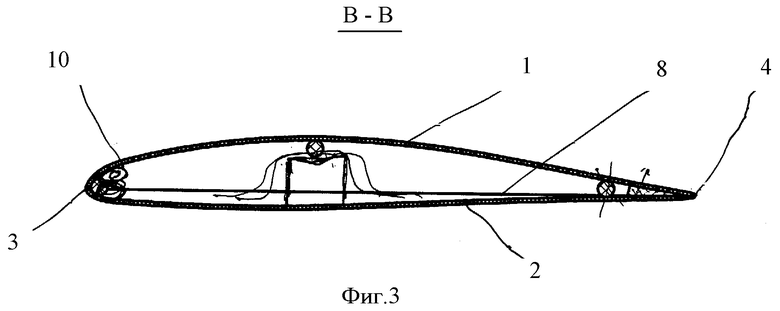
На фиг.3 - то же, разрез В-В на фиг.1.
На фиг.4 - то же, разрез Г-Г на фиг.1.
На фиг.5 - то же, разрез Д-Д на фиг.1.
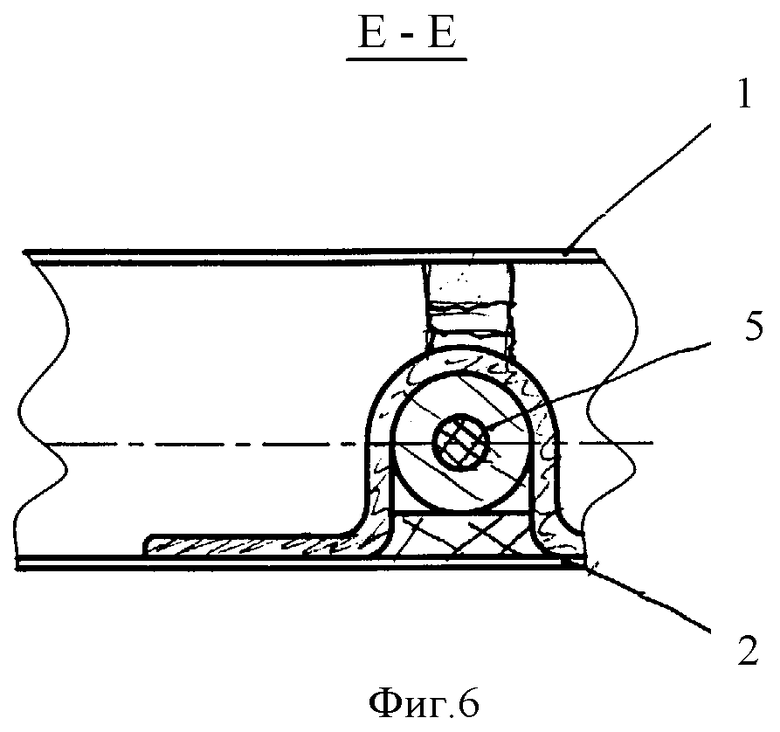
На фиг.6 - то же, разрез Е-Е на фиг.1.
Способ производства лопастей осуществляют с помощью конструктивно подготовленной лопасти, которая имеет взаимосвязанные между собой верхнюю 1 и нижнюю 2 оболочки из пластиков с передней 3 и задней 4 кромками и закладные 5 элементы, при этом лопасть 6 снабжена размещенным на внутренних 7 поверхностях приспособлением 8 соединения нижней и верхней оболочек, которое выполнено в виде размещенных по периметру и вдоль продольной оси 9 лопасти пустотелых элементов 10, соответственно с криволинейными и прямоугольными поперечными сечениями, а зазоры 11 между пустотелыми элементами 10 выполнены с заполнителем 12, причем пустотелые элементы 10, размещенные вдоль передней кромки лопасти 6, выполнены С-образными, или Г-образными, или L-образными, или O-образными, или в виде прямолинейных отрезков, или выполнены по длине лопасти со смятием по высоте, или выполнены нечетными, или четными, или выполнены из стеклоткани, или из армированной стеклоткани, или из углеткани, или из армированной углеткани, или из стеклоткани внутреннего слоя верхней оболочки, или из стеклоткани внутренних слоев верхней оболочки, а задняя кромка оболочек выполнена с размещенным внутри заполнителем, передняя кромка оболочек выполнена с располировкой наружной плоскости, нижняя и верхняя оболочки выполнены разноразмерными по толщине, верхняя оболочка выполнена с превышением по толщине нижней оболочки, закладные элементы выполнены в виде пультрузионных стержней, или в виде пультрузионных пустотелых стержней, или в виде пультрузионных пустотелых стержней с прямоугольным поперечным сечением, или в виде пультрузионных пустотелых стержней с криволинейным поперечным сечением, или в виде пультрузионных пустотелых стержней с металлическими опорами, а заполнитель зазоров между пустотелыми элементами выполнен армированным.
Сборку лопасти осуществляют следующим образом.
Вначале к сборке подготавливают взаимосвязанные между собой верхнюю 1 и нижнюю 2 оболочки из пластиков с передней 3 и задней 4 кромками и закладные 5 элементы, при этом лопасть 6 снабжают размещенным на внутренних 7 поверхностях приспособлением 8 соединения нижней и верхней оболочек, которое выполняют в виде размещенных по периметру и вдоль продольной оси 9 лопасти пустотелых элементов 10 соответственно с криволинейными и прямоугольными поперечными сечениями, а зазоры 11 между пустотелыми элементами 10 выполняют с заполнителем 12, причем пустотелые элементы 10 размещают вдоль передней кромки лопасти 6 и выполняют С-образными, или Г-образными, или L-образными, или О-бразными, или в виде прямолинейных отрезков, или выполняют по длине лопасти со смятием по высоте, или выполняют нечетными, или четными, или выполняют из стеклоткани, или из армированной стеклоткани, или из углеткани, или из армированной углеткани, или из стеклоткани внутреннего слоя верхней оболочки, или из стеклоткани внутренних слоев верхней оболочки, а заднюю кромку оболочек выполняют с размещенным внутри заполнителем, переднюю кромку оболочек выполняют с располировкой наружной плоскости, нижнюю и верхнюю оболочки выполняют разноразмерными по толщине, верхнюю оболочку выполняют с превышением по толщине нижней оболочки, закладные элементы выполняют в виде пультрузионных стержней, или в виде пультрузионных пустотелых стержней, или в виде пультрузионных пустотелых стержней с прямоугольным поперечным сечением, или в виде пультрузионных пустотелых стержней с криволинейным поперечным сечением, или в виде пультрузионных пустотелых стержней с металлическими опорами, а заполнитель зазоров между пустотелыми элементами выполняют армированным, после чего на матрицу верхней оболочки наносят разделитель, декоративный или защитный слой, выкладывают слои верхней облицовки с одновременной приформовкой пустотелых элементов и закладных элементов, затем выкладывают нижнюю облицовку - матрицы смыкают между собой неотвержденными, фиксируют, выдерживают, при этом пустотелые элементы разновелико по длине лопасти сминаются, матрицы раскрывают, лопасть направляют на зачистку и цикл повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рабочего колеса вентилятора | 2015 |
|
RU2611495C2 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2739269C1 |
| КАБИНА МАНЕВРОВОГО ЛОКОМОТИВА | 2017 |
|
RU2641540C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2547672C1 |
| Подножка транспортного средства | 2022 |
|
RU2777010C1 |
| Способ изготовления крупногабаритных тел вращения с поверхностью переменной кривизны многослойной разборной конструкции из полимерных композиционных материалов | 2017 |
|
RU2664942C1 |
| Способ изготовления композитной оснастки для формирования изделий из полимерных композиционных материалов | 2023 |
|
RU2815134C1 |
| Блок системы охлаждения локомотива | 2017 |
|
RU2648646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ АРМИРОВАННОГО ПЛАСТИКА С ЗАПОЛНИТЕЛЕМ ИЗ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2003 |
|
RU2250824C1 |
| Пресс-форма для изготовления изделий из полимерного материала | 1989 |
|
SU1712171A1 |



Изобретение относится к производству облегченных воздушных лопастей. Способ производства лопастей включает взаимосвязанные между собой технологические операции - подготовку матриц верхней и нижней оболочек с нанесением разделительных, декоративных или защитных слоев, выкладку верхней и нижней оболочек из пропитанной связующим стеклоткани с размещением закладных элементов. Соединение верхней и нижней оболочек с выдержкой и разборкой матриц. Выкладку верхней оболочки осуществляют с одновременной приформовкой пустотелых элементов по периметру и вдоль продольной оси оболочки. Пустотелые элементы по периметру выполняют с криволинейным поперечным сечением. Пустотелые элементы вдоль продольной оси выполняют с прямоугольным поперечным сечением. Соединение выложенных не отвержденных верхней и нижней оболочек производят с вертикальным смятием пустотелых элементов. Зазоры между пустотелыми элементами, нижней и верхней оболочками вдоль задней кромки выполняют с полимерным заполнителем. Изобретение направлено на повышение прочности соединения оболочек. 17 з.п. ф-лы, 6 ил.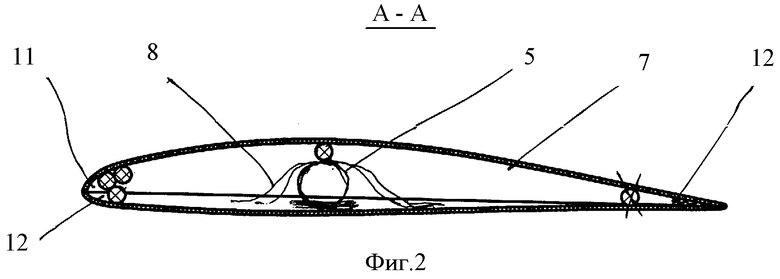
1. Способ производства лопасти, включающий взаимосвязанные между собой технологические операции - подготовку матриц верхней и нижней оболочек с нанесением разделительных, декоративных или защитных слоев, выкладку верхней и нижней оболочек из пропитанной связующим стеклоткани с размещением закладных элементов, соединение верхней и нижней оболочек с выдержкой и разборкой матриц, причем выкладку верхней оболочки осуществляют с одновременной приформовкой пустотелых элементов по периметру и вдоль продольной оси оболочки, пустотелые элементы по периметру выполняют с криволинейным поперечным сечением, пустотелые элементы вдоль продольной оси выполняют с прямоугольным поперечным сечением, соединение выложенных не отвержденных верхней и нижней оболочек производят с вертикальным смятием пустотелых элементов, а зазоры между пустотелыми элементами, нижней и верхней оболочками вдоль задней кромки выполняют с полимерным заполнителем.
2. Способ по п.1, отличающийся тем, что вдоль передней кромки лопасти размещают С-образные пустотелые элементы.
3. Способ по п.1, отличающийся тем, что вдоль передней кромки лопасти размещают Г-образные пустотелые элементы.
4. Способ по п.1, отличающийся тем, что вдоль передней кромки лопасти размещают L-образные пустотелые элементы.
5. Способ по п.1, отличающийся тем, что вдоль передней кромки лопасти размещают О-образные пустотелые элементы.
6. Способ по п.1, отличающийся тем, что вдоль передней кромки лопасти размещают пустотелые элементы из стеклоткани.
7. Способ по п.1, отличающийся тем, что вдоль передней кромки лопасти размещают пустотелые элементы из армированной стеклоткани.
8. Способ по п.1, отличающийся тем, что вдоль передней кромки лопасти размещают пустотелые элементы из углеткани.
9. Способ по п.1, отличающийся тем, что вдоль передней кромки лопасти размещают пустотелые элементы из армированной углеткани.
10. Способ по п.1, отличающийся тем, что вдоль передней кромки лопасти размещают пустотелые элементы из стеклоткани внутреннего слоя верхней оболочки.
11. Способ по п.1, отличающийся тем, что вдоль передней кромки лопасти размещают пустотелые элементы из стеклоткани внутренних слоев верхней оболочки.
12. Способ по п.1, отличающийся тем, что нижнюю и верхнюю оболочки выполняют разной толщины.
13. Способ по п.1, отличающийся тем, что верхнюю оболочку выполняют с превышением толщины нижней оболочки.
14. Способ по п.1, отличающийся тем, что закладные элементы выполняют в виде пультрузионных стержней.
15 Способ по п.1, отличающийся тем, что закладные элементы выполняют в виде пультрузионных пустотелых стержней.
16. Способ по п.14 или 15, отличающийся тем, что закладные элементы выполняют в виде пультрузионных пустотелых стержней с прямоугольным поперечным сечением.
17. Способ по п.14 или 15, отличающийся тем, что закладные элементы выполняют в виде пультрузионных пустотелых стержней с криволинейным поперечным сечением.
18. Способ по п.1, отличающийся тем, что заполнитель зазоров выполняют армированным.
| ВОЗДУШНЫЙ ВИНТ | 2004 |
|
RU2256585C1 |
| СПОСОБ РАБОТЫ ДЫМОВОЙ ТРУБЫ | 2004 |
|
RU2254428C1 |
| US 2002144401 А, 10.10.2002 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ С ПЕРЕМЕННЫМ ПО ИХ ДЛИНЕ КОЛИЧЕСТВОМ КОНТУРОВ | 1991 |
|
RU2043953C1 |

