Изобретение относится к производству и обработке жидкого металла (стали в черновой металлургии) в металлургии.
В последние годы в металлургии, особенно в черной, при производстве жидкого металла широко применяют интенсификацию процесса производства жидкого металла путем подачи различных сред под уровень металла. В качестве сред чаще применяют газы. В качестве газов используют аргон или азот.
Применение этой операции позволяет ускорить гомогенизацию жидкого металла и процессы, применяемые при доводке металла.
Например, при производстве стали широко применяют продувку стали в сталеплавильных агрегатах в установках доводки стали. При этом продувку под уровень металла осуществляет боковую и/или через днище агрегата.
Для подачи газа в агрегат применяют продувочное устройство, основу которого составляет фурменное устройство, так или иначе содержащее металлические трубы, в которых размещены газонесущие каналы. Широко применяют фурменное устройство с продувочным элементом для боковой подачи газа в жидкий металл. Не менее распространены фурменные устройства для подачи газа через днище агрегата, ковша.
Узловой проблемой при реализации подачи газа под уровень жидкой стали является обеспечение постоянной подачи газа в жидкую сталь. Любой перерыв в подаче газа приводит к поступлению жидкой стали в рабочие каналы с вероятностью прорыва стали за пределы стальсодержащего агрегата. Отмеченное требует гарантированного исключения прорыва стали за пределы стальсодержащего агрегата. Кроме того, эффективное перемешивание металла требует высокой (на уровне скорости звука) скорости подачи газа в металл.
Известно фурменное устройство для боковой или через днище агрегата подачи газа под уровень жидкого металла. Устройство содержит гнездовой блок из огнеупорного материала, в который встроена гильза, составной частью которой являются соосные металлические трубы, имеющие на стороне, предназначенной для ввода в жидкий металл, как минимум один центральный рабочий канал и по крайней мере один кольцевой рабочий канал, эти рабочие каналы порознь соединены с подводами для подачи газовых сред в жидкий металл (см., например, Европейский патент № 0565690 В1). Существенным недостатком известного фурменного устройства является отсутствие в нем по существу защиты от прорыва жидкого металла через рабочие каналы.
Известно фурменное устройство для подачи газа в жидкий металл, боковой или через днище агрегата, содержащее гнездовой блок из огнеупорного материала и встроенную в него гильзу, состоящую из двух частей соосных труб, образующих плавно сопряженные каналы для подачи газа, первая часть гильзы содержит трубу с рабочим каналом для подачи газа в металл, вторая часть содержит капиллярный канал, образованные наружными и внутренними трубами, для транспортирования газа в рабочий канал, при этом внутренняя труба второй части гильзы заполнена огнеупором (см., например, патент 2235135, Россия, С21С 5/48, С21С 7/072, B22D 1/00, заявка №20031117356 от 16.06.2003 г.).
Известное фурменное устройство по существенным признакам наиболее близко предлагаемому, поэтому принято за прототип.
Известное устройство, во-первых, рассчитано на подачу двух газов под уровень жидкого металла, что не всегда требуется, во-вторых, не имеет резервов по воздействию на скорость истечения газа в жидкий металл.
В предлагаемом фурменном устройстве предусмотрена возможность воздействия на скорость истечения газа в жидкий металл.
Отмеченный технический результат достигается за счет того, что в фурменном устройстве для введения газовых сред под уровень жидкого металла, содержащем гнездовой блок из огнеупорного материала и встроенную в него гильзу, состоящую из двух частей соосных труб, образующих плавно сопряженные каналы для подачи газа, первая часть гильзы - труба с рабочим каналом, торец которой контактирует с жидким металлом, вторая часть гильзы - наружная и внутренняя трубы, образующие кольцевой капиллярный канал для транспортирования подаваемого к этой части гильзы газа в рабочий канал первой части гильзы, при этом внутренняя труба второй части гильзы заполнена огнеупором, согласно изобретению по центру внутренней трубы второй части гильзы проходит труба, с одной стороны выходящая за пределы этой части, а со стороны начала рабочего канала по ходу движения газа - за пределы внутренней трубы и заканчивается капиллярным каналом, не входящим в рабочий канал, при этом труба первой части гильзы выполнена из металла с высокой температурой плавления, а наружная труба второй части гильзы - из нержавеющей стали, и эти трубы соединены при помощи резьбы и/или сварки. Кроме того, труба, проходящая по центру внутренней трубы второй части гильзы, расположена с возможностью осевого перемещения. Помимо этого труба, проходящая по центру внутренней трубы второй части гильзы, снабжена отдельной системой подвода газа. К тому же, труба, проходящая по центру внутренней трубы второй части гильзы, со стороны подвода газа выполнена с наружной резьбой, контактирующей с внутренней резьбой в торце наружной трубы второй части гильзы.
Фурменное устройство для введения газовых сред под уровень жидкого металла пояснено схематическими чертежами.
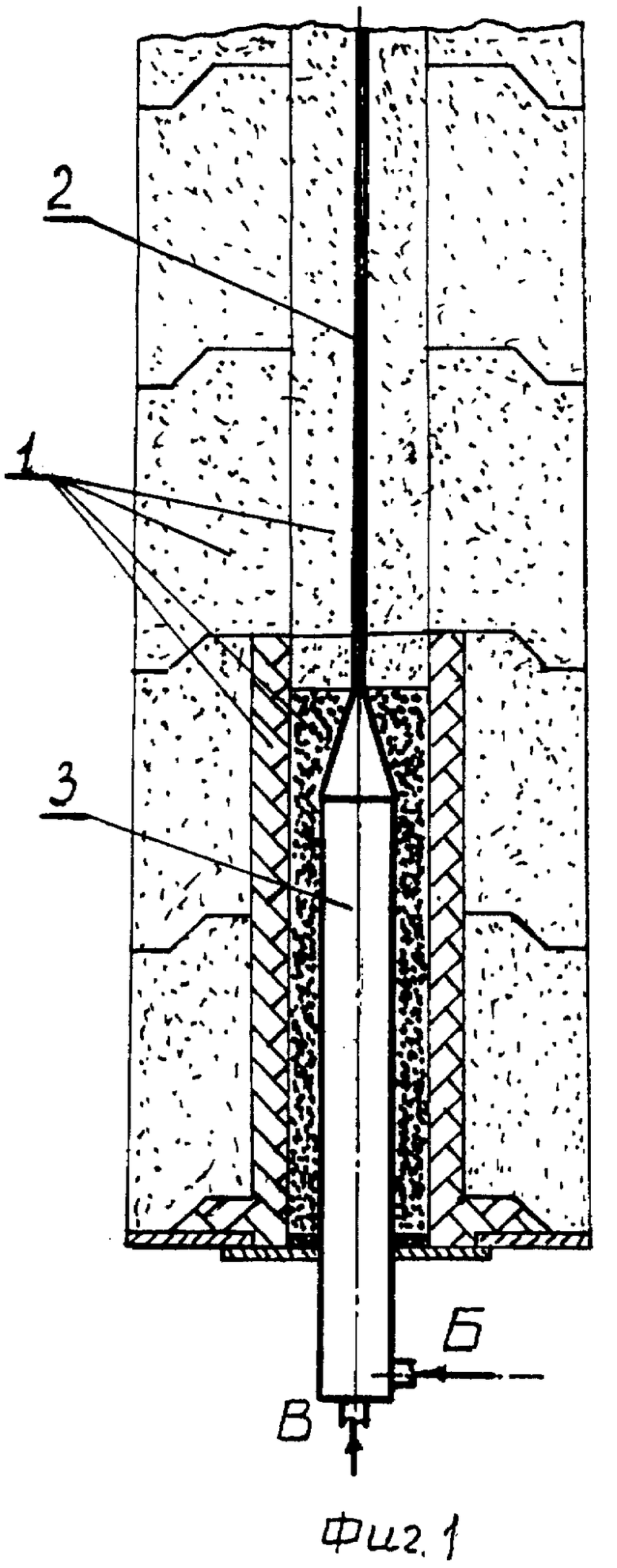
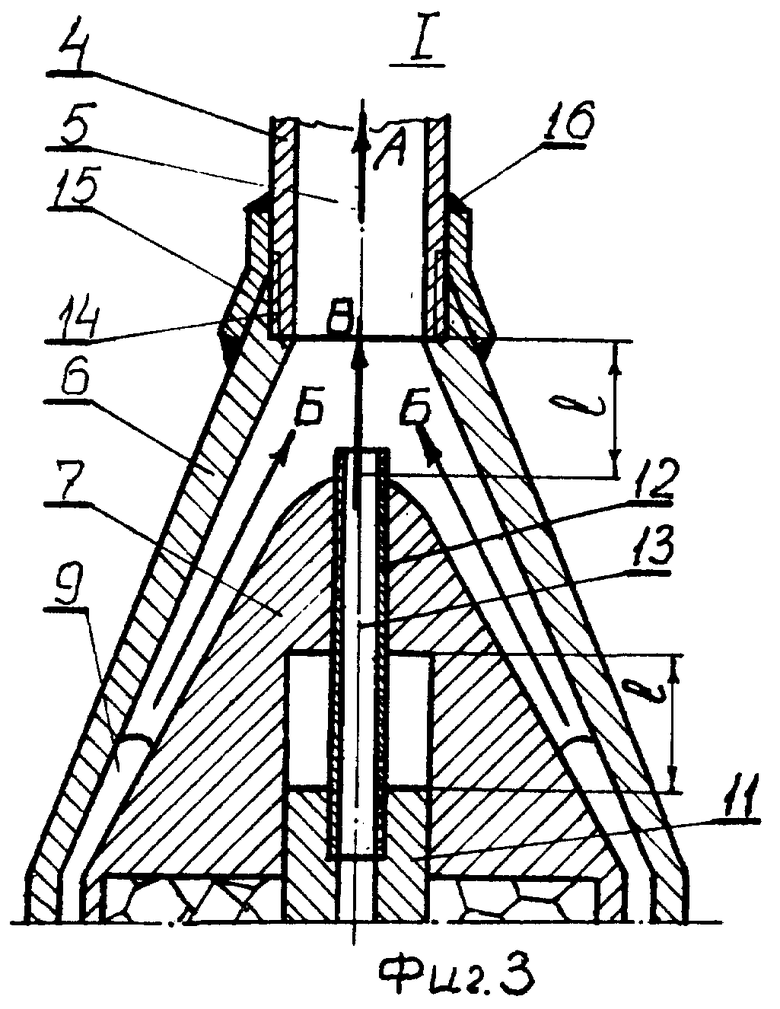
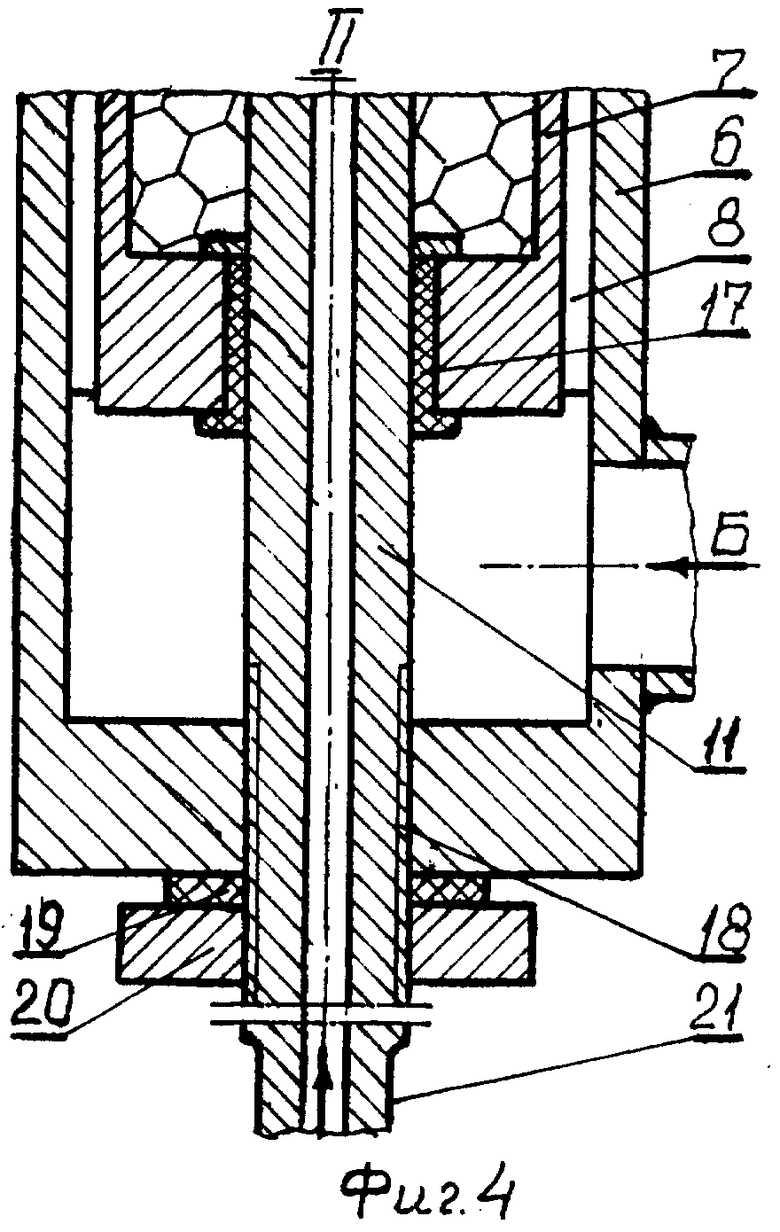
На фиг.1 приведен общий вид фурменного устройства; на фиг.2 - продольный разрез гильзы фурменного устройства; на фиг.3 в увеличенном масштабе приведено место I на фиг.2, на фиг.4 в увеличенном масштабе приведено место II на фиг.2.
Фурменное устройство содержит гнездовой блок из огнеупорного материала 1 (фиг.1) и встроенную в него гильзу, состоящую из двух частей 2 и 3. Часть 2 гильзы содержит трубу 4 (фиг.2) с рабочим каналом 5. Торец трубы 4 «Т» при работе устройства контактирует с жидким металлом. Вторая часть гильзы 3 содержит наружную трубу 6 и внутреннюю трубу 7, образующие кольцевой капиллярный канал 8 путем размещения между этими трубами калиброванной проволоки 9. Трубы 4, 6 и 7 - соосны. Внутренняя труба 7 заполнена огнеупором 10. Труба 4 и труба 6 выполнены из разных материалов: труба 4 - первая часть гильзы, выполнена из металла с высокой температурой плавления, а труба 6 - вторая часть гильзы, выполнена из нержавеющей стали. Изготовление трубы 4 из тугоплавкого металла, например молибдена или керамики, обусловлено контактом этой трубы с жидким металлом. Высокая стоимость применяемых для изготовления трубы металлов и хрупкость керамики затрудняют изготовление всей наружной трубы 6 из этих же материалов (т.е. имеют место технические и экономические соображения). Однако в районе работы трубы 6 действуют существенно более низкие температуры, что приводит к возможности применения более дешевых металлов, например нержавеющей стали. Через вторую часть гильзы, по ее центру, проходит труба 11 (фиг.2-4), которая со стороны начала (по ходу движения газа) рабочего канала 5 выходит за пределы внутренней трубы 7 второй части гильзы в виде трубы 12 с капиллярным каналом 13 (⌀≤1,0 мм). Трубы 11 и 12 соединены между собой и соосны с внутренней трубой 7. Труба 4 первой части 2 гильзы и наружная труба 6 второй части 3 гильзы соединены с использованием резьбы 14 (фиг.3) и/или втулки 15, приваренной к трубе 4 и трубе 6. Швы 16 сварки этих труб газонепроницаемые. Труба 11 проходит через торец внутренней трубы 7 с использованием газонепроницаемой гильзы 17 (например, из теплостойкой резины), соединена с торцом наружной трубы 6 с помощью резьбы 18; применено уплотнительное кольцо 19, прижатое к торцу трубы 6 гайкой 20. На конце трубы 11, на рассматриваемой стороне, выполнены по меньшей мере две лыски 21. Стрелкой «А» на фиг.2 и 3 обозначено направление движения газа в сторону жидкого металла; стрелкой «Б» (на фиг.1-4) обозначено подведение газа в кольцевой капиллярный канал 8 и из него в рабочий канал 5. Стрелкой «В» на фиг.1-4 обозначено подведение газа к трубе 11 и через капиллярный канал 13 в сторону рабочего канала 5 (фиг.3), т.е. труба 11 снабжена отдельной системой подвода газа.
Фурменное устройство для введения газовых сред под уровень металла работает следующим образом.
Гнездовой блок 1 и встроенную в него гильзу, состоящую из двух соединенных частей 2 и 3 (фиг.1), вставляют и крепят в кладке печи. Фурменное устройство рассчитано на работу в качестве боковой фурмы, в этом случае гнездовой блок вставляют и крепят в боковую стенку агрегата. Фурменное устройство рассчитано также на подачу газа в жидкий металл через днище агрегата, в этом случае его устанавливают в кладке днища агрегата и крепят к корпусу его днища. В обоих случаях установки фурмы торец «Т» (фиг.2) трубы 4 расположен в жидком металле.
Через штуцер в направлении «Б» в гильзу подают газ (аргон/азот). Газ по кольцевому капиллярному каналу 8 проходит в район стыка первой 2 и второй части 3 (фиг.1) гильзы (см. стрелки «Б» на фиг.3) и далее по каналу 5 поступает в жидкий металл (стрелка «А» на фиг.2 и 3). Благодаря стенкам наружной 6 и внутренней 7 труб и проложенной между ними калиброванной проволоки 9 обеспечивают строгую соосность труб 6 и 7 и поддерживают концентричность кольцевого капиллярного канала 8. Наличие канала 8 исключает прохождение жидкого металла через гильзу за пределы агрегата.
Давлением газа р1, подаваемого в направлении «Б», и размерами (поперечным сечением канала 5) обеспечивают выход газа в жидкий металл (стрелка «А» на фиг.2) со скоростью, близкой к скорости звука.
От отдельной газовой системы через штуцер (условно не показан) газ под давлением р2 по направлению «В» подают в канал 13 трубы 12. При этом давление газа р2 по меньшей мере равно давлению р1, но в основном его превышает.
Вытекающий из канала 13 в направлении «В» газ инжектирует потоки газа, поступающие по направлениям «Б» из кольцевого капиллярного канала 8 (фиг.3), тем самым увеличивает скорость поступления газа в направлении «А» по каналу 5 в жидкий металл. Капиллярные размеры канала 13 исключают вероятность прохождения жидкого металла по этому каналу за пределы агрегата.
Центрированием соосности оси канала 13 и оси канала 5 исключают неравномерность эффекта инжекции газа по направлениям «Б» поперечного сечения в районе стыковки каналов первой и второй частей гильзы. Вероятность прорыва газа за пределы гильзы исключают соединением труб 4 и 6 по резьбе 14 и благодаря сварному шву 16.
Эффект отмеченной инжекции газа регулируют осевым перемещением торца трубы 12 от конца трубы 7 до начала канала 5. Таким образом пределы перемещения трубы 12 ограничивают величиной l на фиг.3. Необходимость в воздействии на эффект инжекции газа возникает как из-за колебания давления p1, так и из-за постепенного износа трубы 4 по мере работы агрегата.
Осевое перемещение трубы 12 осуществляют ее поворотом благодаря лыскам 21 в резьбе 18. Конструктивное исполнение не исключает ручное и автоматическое управление величиной осевого перемещения трубы 12 и таким образом воздействия на параметры инжекции газа, поступающего в гильзу по направлению «Б», по воздействию на скорость поступления газа в жидкий металл по направлению «А».
Газонепроницаемые втулки 17 и кольцо 19, поджатое гайкой 20 (фиг.4), предотвращают истечение газа вне гильзы 3.
Применение предложенного фурменного устройства обобщает накопленный опыт в области продувки жидкого металла в металлургических агрегатах и позволяет применять высокостойкую и работоспособную в течение сотен плавок конструкцию с надежной защитой от прорыва металла из агрегата. Важным достоинством фурменного устройства является возможность дополнительного воздействия на скоростные условия истечения газа в жидкий металл, расширение параметров регулирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУРМЕННОЕ УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ ГАЗОВЫХ СРЕД ПОД УРОВЕНЬ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2235135C1 |
| ПРОДУВОЧНЫЙ ЭЛЕМЕНТ АГРЕГАТА ДЛЯ ПОЛУЧЕНИЯ ИЛИ ДОВОДКИ СТАЛИ | 2003 |
|
RU2230796C1 |
| СПОСОБ ОТСЕЧЕНИЯ ШЛАКА ПРИ ПЕРЕЛИВАНИИ РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ КОНВЕРТЕРА ЧЕРЕЗ ВЫПУСКНОЕ ОТВЕРСТИЕ В КОВШ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294380C2 |
| АППАРАТ ДЛЯ ВВЕДЕНИЯ ВЕЩЕСТВ В ЕМКОСТЬ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА ПОД УРОВЕНЬ ВЫСОКОТЕМПЕРАТУРНОГО РАСПЛАВА | 2004 |
|
RU2262536C1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМИЧЕСКИЙ СОСТАВ ЖИДКОЙ СТАЛИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288280C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ИЗ ПРОМЕЖУТОЧНОГО КОВША В КРИСТАЛЛИЗАТОР И ПОГРУЖНОЙ СТАКАН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2236326C2 |
| ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2006 |
|
RU2331031C2 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ И СПОСОБ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА В ЭТОМ КОВШЕ ЧЕРЕЗ ДОННУЮ ФУРМУ | 2007 |
|
RU2359781C2 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОТИВОВОРОНКООБРАЗУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ХИМСОСТАВ ЖИДКОЙ СТАЛИ ПЕРЕД И В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2247625C1 |
| СПОСОБ ПРОДУВКИ МЕТАЛЛА В ВАННЕ ПОДОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2004 |
|
RU2265063C1 |
Изобретение относится к металлургии, в частности к производству и обработке жидкого металла. Устройство содержит гнездовой блок, в который встроена гильза, соосные металлические трубы внутри гильзы. Соосные металлические трубы состоят из двух взаимосвязанных частей, при этом первая часть - труба с рабочим каналом, а вторая часть соединена с подводами для подачи газовых сред в рабочий канал первой части. Вторая часть выполнена с кольцевым капиллярным каналом, предотвращающим проход через него жидкого металла. Внутренняя труба второй части заполнена огнеупорным материалом. Кольцевой канал второй части и рабочий канал первой части гильзы плавно сопряжены. Наружная труба второй части гильзы и труба первой части гильзы выполнены из различных материалов и соединены между собой с помощью резьбы и/или сварки. Через всю длину внутренней трубы второй части гильзы проходит труба, выходящая за пределы второй части гильзы, снабженная отдельной от указанных рабочих каналов системой подвода газовой среды и заканчивающаяся по центру внутренней трубы капиллярным каналом, продолженным вплоть до начала рабочего канала первой части гильзы. Использование изобретения обеспечивает расширение параметров регулирования истечения газа в жидкий металл. 3 з.п. ф-лы, 4 ил.
1. Фурменное устройство для введения газовых сред под уровень жидкого металла, содержащее гнездовой блок из огнеупорного материала и встроенную в него гильзу, состоящую из двух частей соосных труб, образующих плавно сопряженные каналы для подачи газа, первая часть гильзы - труба с рабочим каналом, торец которой контактирует с жидким металлом, вторая часть гильзы - наружная и внутренняя трубы, образующие кольцевой капиллярный канал для транспортирования подводимого к этой части гильзы газа в рабочий канал первой части гильзы, при этом внутренняя труба второй части гильзы заполнена огнеупором, отличающееся тем, что по центру внутренней трубы второй части гильзы проходит труба, с одной стороны выходящая за пределы этой части, а со стороны начала рабочего канала по ходу движения газа - за пределы внутренней трубы и заканчивается капиллярным каналом, не входящим в рабочий канал, при этом труба первой части гильзы выполнена из металла с высокой температурой плавления, а наружная труба второй части гильзы - из нержавеющей стали, и эти трубы соединены при помощи резьбы и/или сварки.
2. Фурменное устройство по п.1, отличающееся тем, что труба, проходящая по центру внутренней трубы второй части гильзы, расположена с возможностью осевого перемещения.
3. Фурменное устройство по п.1, отличающееся тем, что труба, проходящая по центру внутренней трубы второй части гильзы, снабжена отдельной системой подвода газа.
4. Фурменное устройство по п.3, отличающееся тем, что труба, проходящая по центру внутренней трубы второй части гильзы, со стороны подвода газа выполнена с наружной резьбой, контактирующей с внутренней резьбой в торце наружной трубы второй части гильзы.
| ФУРМЕННОЕ УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ ГАЗОВЫХ СРЕД ПОД УРОВЕНЬ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2235135C1 |
| ФУРМЕННОЕ УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ СРЕДСТВ В РАСПЛАВ И СПОСОБ ЭКСПЛУАТАЦИИ ФУРМЕННОГО УСТРОЙСТВА ДЛЯ ВВЕДЕНИЯ СРЕДСТВ В РАСПЛАВ | 1992 |
|
RU2080393C1 |
| DE 3809828 A, 12.10.1989 | |||
| WO 8402147 A, 07.06.1984 | |||
| US 5249778 A, 05.10.1993. | |||

