Изобретение относится к машиностроению и может применяться для ремонта шестеренных насосов.
Известен способ ремонта шестеренного насоса внешнего зацепления, содержащего корпус и торцовые уплотнительные пластины (SU 1263910 А1, 23.02.1989). Согласно этому способу производят шлифование наружного диаметра и торцов шестерен и поверхности торцовых уплотнительных пластин до выведения следов износа. Торцовые поверхности корпуса обрабатывают для того, чтобы ширина корпуса была равна ширине венца шестерен. Колодцы корпуса растачивают радиусом, равным наружному радиусу наибольшей из шлифованных шестерен у приемной полости на части окружности длиной не менее π D/Z со смещением осей расточек в сторону приемной полости, где D - диаметр шестерни, a Z - число зубьев. При сборке в корпусе устанавливают шестерни наибольшего и наименьшего диаметров с обеспечением в зоне их сопряжения с поверхностью расточки зазора не более номинального. Способ прост в применении и позволяет снизить утечки рабочей жидкости после ремонта насоса как по торцам шестерен, так и по наружному диаметру шестерен. Однако уплотнение радиальных зазоров между шестернями и расточками корпуса происходит только в районе приемной полости (в зоне всасывания), это приводит к увеличению нагрузки на подшипники и, как следствие, к снижению ресурса работы насоса, так как увеличивается площадь поверхности шестерен, на которые воздействует давление рабочей жидкости. Другим недостатком этого способа является несколько большие утечки рабочей жидкости по радиальному зазору по сравнению с новым насосом, что снижает подачу насоса. Еще одним недостатком этого способа является невозможность полностью его применить при ремонте шестеренных насосов внешнего зацепления, в которых уплотнение радиального и торцовых зазоров происходит со стороны, близкой к зоне нагнетания (например, НШ-67К).
Задачей, на решение которой направлено данное предлагаемое изобретение, является разработка способа ремонта шестеренных насосов, в которых уплотнение радиального и торцового зазоров происходит со стороны, близкой к зоне нагнетания, а также увеличение ресурса работы насоса после ремонта за счет уменьшения нагрузки на подшипники и увеличения подачи путем снижения радиальных и торцовых утечек.
Для решения поставленной задачи предлагается способ ремонта шестеренного насоса, включающий шлифование наружного диаметра и торцов шестерен и рабочих поверхностей платиков до выведения следов износа. Производят замену резиновых уплотнительных элементов и при помощи ступенчатого цилиндрического притира одновременную доводку радиальной уплотняющей и опорной поверхностей поджимной обоймы, причем большой диаметр ступенчатого притира изготавливают равным наружному диаметру отшлифованной шестерни, а меньший диаметр равным диаметру цапфы шестерни, после чего производят доводку отшлифованных торцов шестерен при помощи дискового притира. Производят обработку торцевых поверхностей, примыкающих к радиальной уплотняющей поверхности, а затем доводят рабочую поверхность платиков на притирочной плите, под резиновые уплотнительные элементы подкладывают металлические шайбы, толщина которых равна толщине слоя металла, снятого при шлифовке торцов шестерен.
Замена резиновых уплотнительных элементов позволяет уменьшить протечки рабочей жидкости.
Одновременная доводка радиальной уплотняющей и опорных поверхностей сохраняет высокую соосность этих поверхностей, устраняет задиры, позволяет уменьшить зазор до минимума между отшлифованными наружным диаметром шестерни и радиальной уплотняющей поверхностью.
Доводка отшлифованных торцов шестерен при помощи дискового притира увеличивает точность обработки шестерен по ширине и снижает шероховатость поверхностей, что приводит к снижению торцовых утечек.
Доводка рабочей поверхности платиков на притирочной плите значительно повышает точность поверхности, снижает шероховатость, улучшает прилегание поверхности платиков к торцам шестерен, тем самым снижаются торцовые утечки.
Обработка торцевых поверхностей, примыкающих к радиальной уплотняющей поверхности прижимной обоймы, восстанавливает соотношение между шириной шестерни, отшлифованной по торцам, и шириной уплотняющей поверхности.
Осуществление способа поясняется на примере ремонта шестеренного насоса НШ-67К.
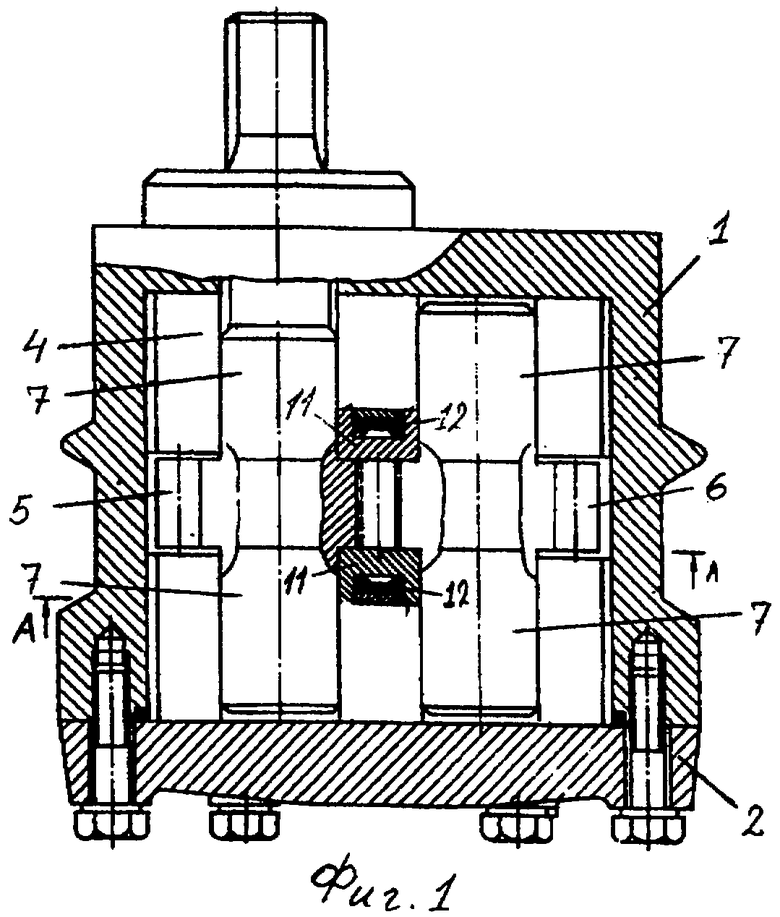
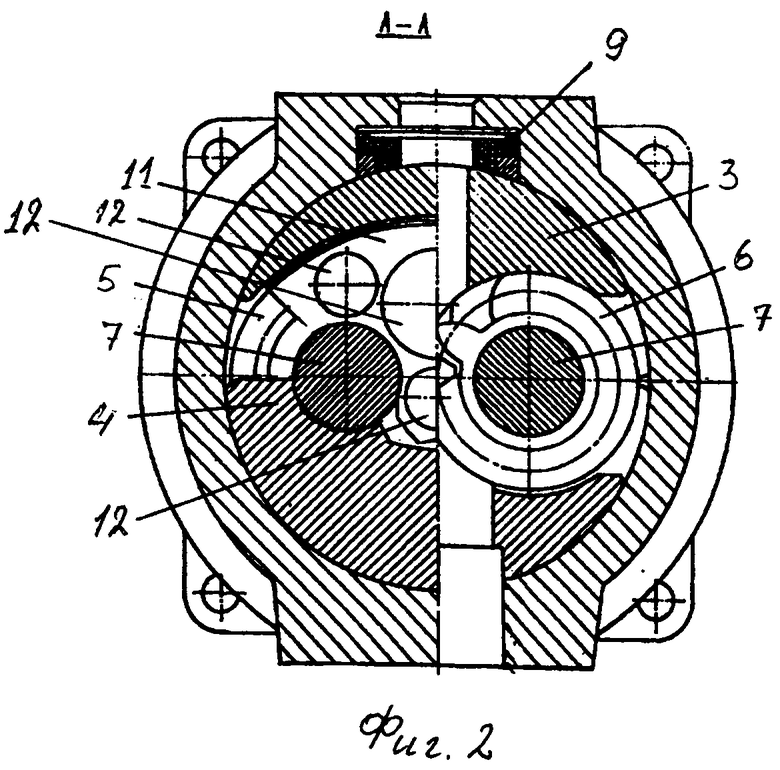
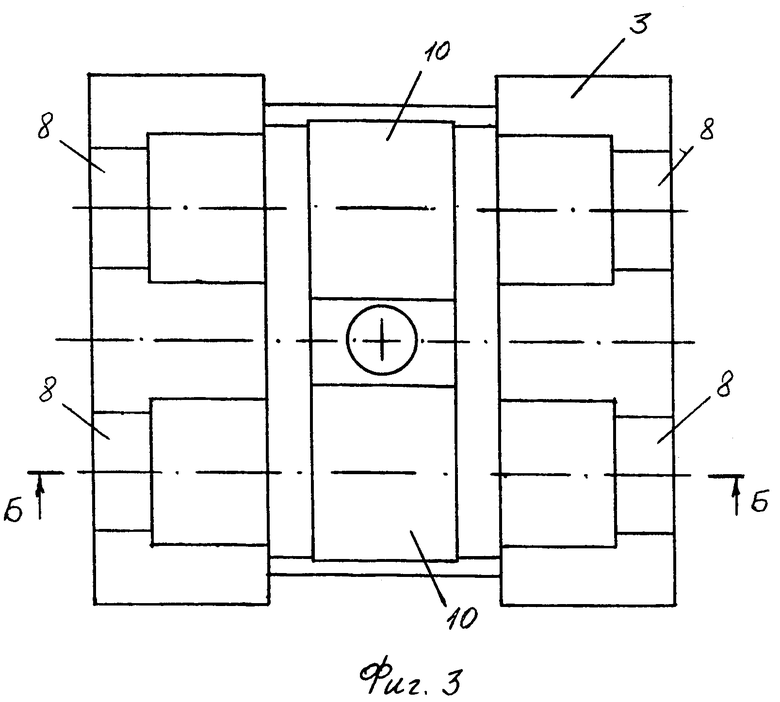
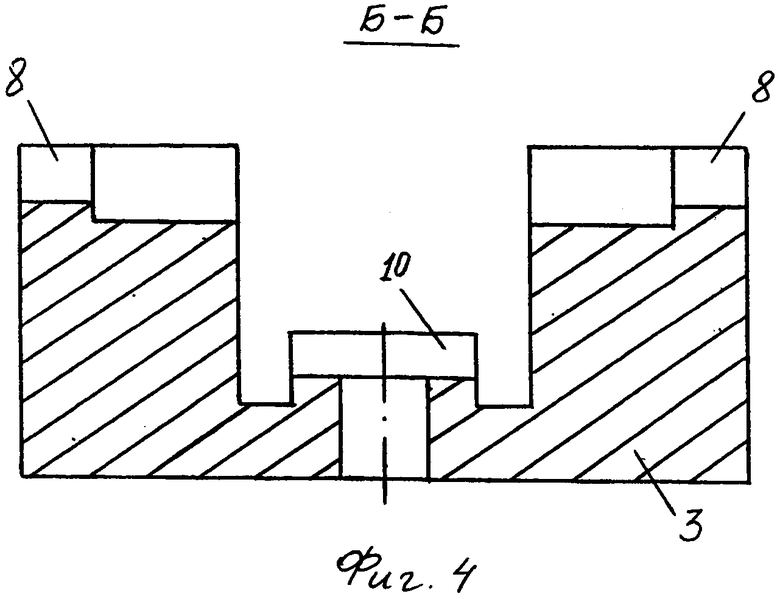
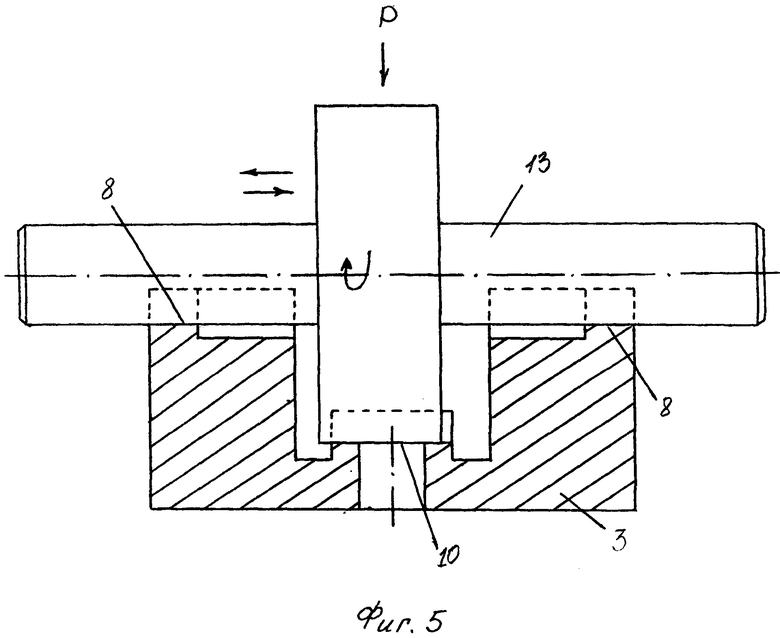
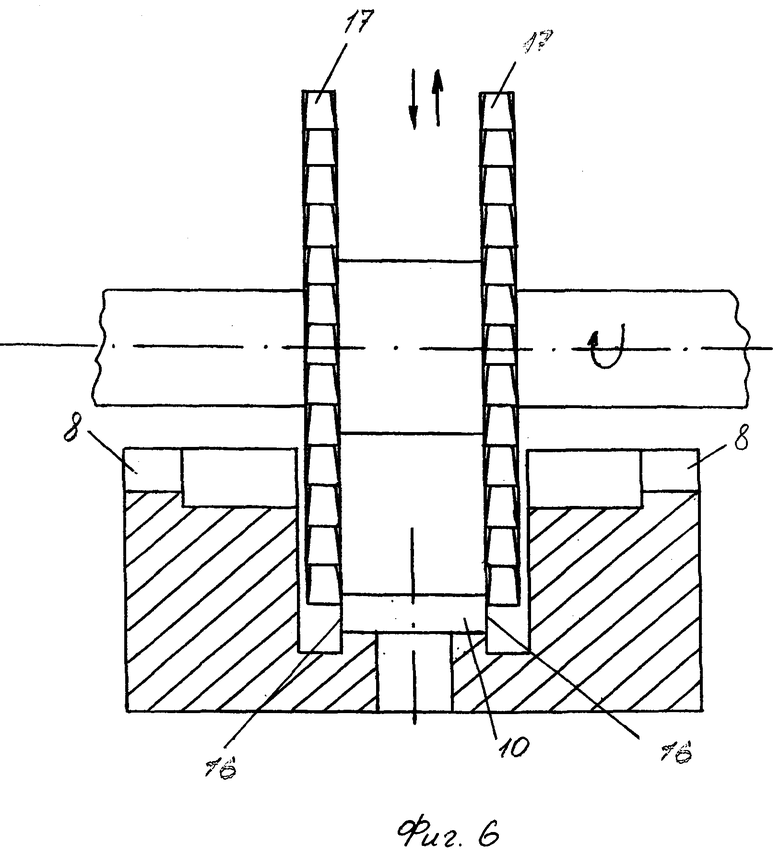
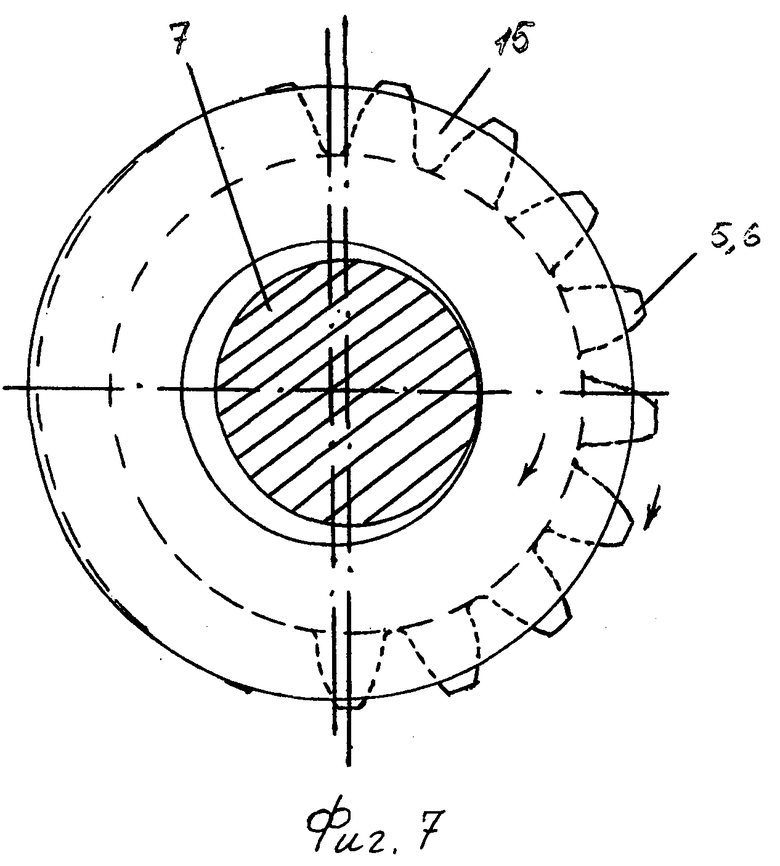
На фиг.1 изображен общий вид шестеренного насоса модели НШ-67К; на фиг.2 - разрез А-А на фиг 1; на фиг.3 изображена поджимная обойма шестеренного насоса; на фиг.4 - разрез Б-Б на фиг.3; на фиг.5 - технология одновременной доводки радиальной уплотняющей и опорных поверхностей насоса; на фиг.6 - технология фрезерования торцевых поверхностей, примыкающих к радиальной уплотняющей поверхности; на фиг.7 - технология доводки отшлифованных торцов шестерен при помощи дискового притира; на фиг.8 - доводка рабочей поверхности платиков на притирочной плите.
Шестеренный насос НШ-67К состоит из корпуса 1, крышки 2, поджимной 3 и подшипниковой 4 обойм, ведущей 5 и ведомой 6 шестерен, а также уплотнительных и крепежных деталей. Ведущая 5 и ведомая 6 шестерни расположены в подшипниковой обойме 4, выполненной в виде полуцилиндра с четырьмя подшипниковыми гнездами. Радиальное уплотнение осуществляется с помощью поджимной обоймы 3, опирающейся на цапфу 7 шестерен 5 и 6 опорными поверхностями 8. Резиновый уплотнительный элемент 9 формирует камеру давления, в которой создается усилие поджима обоймы к зубьям шестерен. По мере износа опорных поверхностей 8 поджимная обойма 3 компенсирует радиальный зазор между своей уплотняющей поверхностью 10 и зубьями шестерен. Уплотнение торцов шестерен достигается с помощью двух платиков 11, поджим которых осуществляется усилием из камер давления, ограниченных резиновыми уплотнительными элементами 12.
Способ осуществляется следующим образом.
Производят осмотр шестеренного насоса, в результате которого обнаруживается, что сильно «задрались» торцы и наружный диаметр шестерен 5 и 6, образовались глубокие риски на радиальной уплотняющей поверхности 10 поджимной обоймы 3, износились рабочие поверхности платиков 11. Далее производят на круглошлифовальном станке с одной установки шлифование двух торцов и наружного диаметра шестерен 5 и 6 до выведения следов износа. При шлифовании торцов шестерен стараются добиться, чтобы разность шестерен по ширине не превышала 0,01 мм. Если до шлифовки шестерни 5 и 6 имели наружный диаметр 77 мм, ширину 30 мм, а диаметр цапф 7 был равен 40 мм, то после шлифования наружный диаметр стал равен 76,9 мм, а ширина шестерен 29,8 мм. Затем изготавливают ступенчатый притир 12, у которого больший диаметр будет равен 76,9 мм, а два меньших диаметра будут равны диаметру цапф 7 шестерен 5 и 6, то есть 40 мм. С помощью ступенчатого притира 13 производят вручную доводку двух опорных поверхностей 8 и радиальной уплотняющей поверхности 10 поджимной обоймы 3, сначала, например, для ведущей шестерни 5, затем для ведомой 6. Поджимную обойму 3 при этом закрепляют в тисках, алмазную притирочную пасту наносят на опорные 8 и радиально уплотняющие 10 поверхности поджимной обоймы 3. Притиру 13 придают вращательное возвратно-поступательное движение, прижимая притир вручную к доводимым поверхностям. В начальный момент доводки (притирки) съем металла будет производиться только с опорных поверхностей 8, так как наружный диаметр шестерен 5 и 6 после операции шлифования стал меньше, а больший диаметр ступенчатого притира 13 равен наружному диаметру шестерен 5 и 6. Для доводки используют алмазную пасту. Доводку производят до исчезновения следов износа на радиальной уплотняющей поверхности 10 поджимной обоймы 3. Затем на плоскошлифовальном станке шлифуют рабочие поверхности платиков 11 до выведения следов износа и доводят отшлифованную поверхность на притирочной плите 14 при помощи алмазной пасты. Далее шестерни 5 и 6 закрепляют за цапфы 7 на патроне токарного станка, шпинделю придают обороты 350-450 об/мин и при помощи дискового притира 15 доводят торцы шестерен, используя пасту АСМ 28/20, при этом стараются, чтобы разность по ширине шестерен 5 и 6 не превышала 2 микрона. Дисковый притир 15 имеет при этом следующие параметры - наружный диаметр на 2-3 мм больше диаметра шестерен 5 и 6, внутренний диаметр притира 15 на 3-4 мм больше диаметра цапф 7, ширина притира 10-15 мм. При доводке дисковый притир 15 прижимают к торцу шестерен, удерживая в руке, слегка притормаживая и создавая максимальный эксцентриситет, который позволяет внутренний диаметр притира. Притир 15 будет вращаться в ту же сторону, что и шестерни 5 и 6, только с меньшими оборотами. Далее фрезеруют на горизонтально-фрезерном станке торцевые поверхности 16, примыкающие к радиальной уплотняющей поверхности 10 прижимной обоймы 3. При этом добиваются, чтобы ширина отфрезерованных поверхностей 16 была максимально точно равна ширине доведенных шестерен. При сборке насоса, для того, чтобы сохранить первоначальный поджим платиков 11 к торцам шестерен 5 и 6, под резиновые уплотнительные элементы 12 подкладывают металлические шайбы, толщина которых равна толщине слоя металла, снятого при шлифовании торцов 5 и 6. Этим обеспечивается силовая уравновешенность насоса.
Предлагаемый способ ремонта внедрен в ОАО «КАМА3-Металлургия» в ремонтно-механическом цехе на участке ремонта гидроаппаратуры при ремонте шестеренных насосов моделей НШ-32-2Л, НШ-50-2, НШ-67К, НШ-98К.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЕСТЕРЕННЫЙ ГИДРОНАСОС | 2002 |
|
RU2210005C1 |
| ПРИТИР ДЛЯ ДОВОДКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2365485C1 |
| Способ ремонта шестеренных насосов | 1985 |
|
SU1263910A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2374058C2 |
| Шестеренная гидромашина наружного зацепления | 1990 |
|
SU1770606A1 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2207945C1 |
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1729724A1 |
| ГИДРОМОТОР КИРМАК | 2008 |
|
RU2405968C2 |
| ШЕСТЕРЕННАЯ ГИДРОМАШИНА | 1999 |
|
RU2177564C2 |
| РЕГУЛИРУЕМЫЙ ШЕСТЕРЕННЫЙ НАСОС | 2012 |
|
RU2511848C1 |

Изобретение относится к машиностроению и может применяться для ремонта шестеренных насосов. Способ ремонта шестеренного насоса включает шлифование наружного диаметра и торцов шестерен и рабочих поверхностей платиков до выведения следов износа. Производят замену резиновых уплотнительных элементов. Производят при помощи ступенчатого цилиндрического притира одновременную доводку радиальной уплотняющей и опорной поверхностей поджимной обоймы. Большой диаметр ступенчатого притира изготавливают равным наружному диаметру отшлифованной шестерни, а меньший диаметр равным диаметру цапфы шестерни. После чего производят доводку отшлифованных торцов шестерен при помощи дискового притира и производят обработку торцевых поверхностей, примыкающих к радиальной уплотняющей поверхности. Затем доводят рабочую поверхность платиков на притирочной плите. Под резиновые уплотнительные элементы подкладывают металлические шайбы, толщина которых равна толщине слоя металла, снятого при шлифовке торцов шестерен. Изобретение направлено на разработку способа ремонта шестеренных насосов, в которых уплотнение радиального и торцевого зазоров происходит со стороны, близкой к зоне нагнетания, а также на увеличение ресурса работы насоса после ремонта за счет уменьшения нагрузки на подшипники и увеличение подачи путем снижения радиальных и торцевых утечек. 8 ил.
Способ ремонта шестеренного насоса, включающий шлифование наружного диаметра и торцов шестерен и рабочих поверхностей платиков до выведения следов износа, отличающийся тем, что производят замену резиновых уплотнительных элементов, производят при помощи ступенчатого цилиндрического притира одновременную доводку радиальной уплотняющей и опорной поверхностей поджимной обоймы, причем большой диаметр ступенчатого притира изготавливают равным наружному диаметру отшлифованной шестерни, а меньший диаметр равным диаметру цапфы шестерни, после чего производят доводку отшлифованных торцов шестерен при помощи дискового притира и производят обработку торцевых поверхностей, примыкающих к радиальной уплотняющей поверхности, а затем доводят рабочую поверхность платиков на притирочной плите, под резиновые уплотнительные элементы подкладывают металлические шайбы, толщина которых равна толщине слоя металла, снятого при шлифовке торцов шестерен.
| Способ ремонта шестеренных насосов | 1985 |
|
SU1263910A1 |
| Способ ремонта шестеренных насосов с двумя неподвижными в осевом направлении торцовыми уплотнительными пластинами | 1977 |
|
SU1023137A1 |
| Способ восстановления работоспособности шестеренного насоса | 1990 |
|
SU1779522A1 |
| Способ восстановления работоспособности шестеренной гидромашины | 1982 |
|
SU1165814A1 |
| Линия изготовления палочек из древесного шпона | 1985 |
|
SU1248804A1 |

