Изобретение относится к производству и ремонту двигателей внутреннего сгорания и может быть использовано при обработке шеек коленчатого вала автомобилей.
При производстве и ремонте двигателей внутреннего сгорания производят шлифовку шеек коленчатых валов, применяя для этого специальные круглошлифовальные станки. Например, коленчатый вал автомобиля имеет на обрабатываемых коренных шейках после шлифовки размерную точность в пределах 20 мкм, геометрическую точность 5 мкм (овальность и конусность), соосность всех коренных шеек в пределах 5 мкм и шероховатость поверхности Ra=0,63-0,32. Окончательной обработкой шеек коленчатых валов является их полирование на специальных полировальных станках или на станках класса нестандартного оборудования. В качестве инструмента применяют абразивные или алмазные ленты. При полировании размеры шеек коленчатого вала и погрешности макрогеометрии (конусность и овальность) поверхностей остаются практически без изменения, происходят значительные уменьшения шероховатости поверхности до Ra=0,02-0,16 мкм. Возникает проблема исправления брака (овальность и конусность), возникшая при шлифовке шеек коленчатого вала. Известен разрезной притир для доводки наружных цилиндрических поверхностей (П.Н.Орлов. Технологическое обеспечение качества деталей методами доводки, - М.: Машиностроение, 1988 г., с.104), содержащий держатель, в расточке которого установлена рубашка, выполненная в виде разрезной втулки. В держателе расположены два регулировочных винта и две рукоятки. Этот притир хорошо работает при доводке цилиндрических поверхностей, когда есть выход притиру в обе стороны притираемой детали. При доводке деталей, имеющих бурт на цилиндрической поверхности, то есть, когда притиру есть выход (перебег) только в одну сторону, нельзя устранить конусность детали, а также его нельзя установить на шейки коленчатого вала.
Предлагаемое изобретение направлено на повышение точности обработки коленчатого вала, устранение брака, возникающего после шлифовки.
Для реализации поставленных задач предлагается притир для доводки шеек коленчатых валов, содержащий рубашку, рукоятки и регулировочные винты. Рубашка выполнена в виде корпусной детали, состоящей из двух половин, шарнирно соединенных между собой, при этом половинки рубашки стянуты тремя расположенными в ряд регулировочными винтами, а в зазоре плоскости разъема половин рубашки установлены пружины, насаженные на регулировочные винты.
Выполнение рубашки в виде корпусной детали позволяет повысить точность притирки. Если бы рубашка была изготовлена в виде втулки из двух симметричных половин (а иначе ее не установить на шейку коленчатого вала), то необходимо было бы каждую половину рубашки закреплять (фиксировать) в держателе, что привело бы к возникновению лишних люфтов и, как следствие, снижению точности доводки. Соединение двух половин рубашки посредством шарнира позволяет раздвигать половинки рубашки для установки притира на шейке коленчатого вала. Поджим половин рубашки посредством трех винтов позволяет исправить макрогеометрию вблизи галтелей и в средней части шейки коленчатого вала. С помощью крайних регулировочных винтов можно создавать местное повышение удельного давления обработки вблизи галтелей, а средним регулировочным винтом в средней части шейки, тем самым производить съем металла в нужном месте коленчатого вала. Установка пружин в плоскости разъема половин рубашки позволяет создавать постоянный натяг на регулировочных винтах и предотвращать их отвинчивание в процессе притирки.
На фиг.1 представлен общий вид притира; на фиг.2 - разрез А-А фиг.1.
Предлагаемый притир состоит из рубашки 1, изготовленной в виде корпусной детали. Рубашка разрезана пополам и половинки скреплены между собой при помощи шарнира 2. В корпус рубашки 1 завернуты две рукоятки 3, предназначенные для придания притиру рабочих движений. В зазоре плоскости разъема расположены тарельчатые пружины 4, насаженные на регулировочные винты 5.
Доводка предлагаемым притиром осуществляется следующим образом. Пусть шатунная шейка коленчатого вала имеет конусность 0,02 мм, причем большой диаметр конуса располагается вблизи левой галтели, а малый диаметр конуса располагается вблизи правой галтели и этот диаметр находится в пределах поля допуска. Наносят притирочную алмазную пасту марки АСМ 28/20 на поверхность шейки коленчатого вала и рабочую поверхность притира. Раздвигают шарнирно скрепленные половинки рубашки 1 притира и устанавливают на шейку коленчатого вала. Устанавливают тарельчатые пружины 4 в зазор плоскости разъема половин рубашки 1. Закручивают регулировочные винты 5, причем средний регулировочный винт и винт, расположенный ближе к правой галтели, поджимают с небольшим усилием, достаточным только для того, чтобы выбрать зазор, а левым винтом 5 создают повышенное удельное давление в районе левой галтели. Рубашка 1 притира должна быть на 25-30% короче ширины шатунной шейки коленчатого вала. Притиру придают вручную вращательное возвратно-поступательное движение. По мере ослабления натяга притирки левый винт 5 подкручивают. Если шейка коленчатого вала имеет дефект в виде бочкообразности, то повышенное удельное давление притирки создают средним винтом 5.
Предлагаемый притир позволяет обрабатывать шейки коленчатого вала с очень высокой точностью, значительно превосходящей возможности круглой шлифовки. Возможно его использование в случаях, когда ремонтируют двигатель только путем замены вкладышей. Перед заменой вкладышей можно притереть шейки, что увеличит ресурс работы двигателя после ремонта. Предлагаемый притир незаменим при необходимости изготовления коленчатого вала с очень высокими точностными характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2023 |
|
RU2827719C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2374058C2 |
| СПОСОБ РЕМОНТА ШЕСТЕРЕННОГО НАСОСА | 2008 |
|
RU2374491C2 |
| Приспособление для проточки шатунных шеек коленчатых валов | 1990 |
|
SU1764829A1 |
| ОБКЛАДКА ШЕЙКИ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ | 2002 |
|
RU2228469C2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА БЕЗ ЕГО ДЕМОНТАЖА | 1998 |
|
RU2134181C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Способ определения эксцентричности коренных шеек коленчатых валов рядных моторов типа М-100 А-М 103А | 1945 |
|
SU67684A1 |
Изобретение относится к производству и ремонту двигателей внутреннего сгорания и может быть использовано при обработке шеек коленчатого вала автомобилей. Притир содержит рубашку, рукоятки и регулировочные винты. Рубашка выполнена в виде корпусной детали, состоящей из двух половин, шарнирно соединенных между собой. Половины рубашки стянуты тремя расположенными в ряд регулировочными винтами. В зазоре плоскостей разъема половин рубашки установлены пружины, насаженные на регулировочные винты. В результате повышается точность обработки коленчатого вала и устраняется брак, возникающий после его шлифования. 2 ил.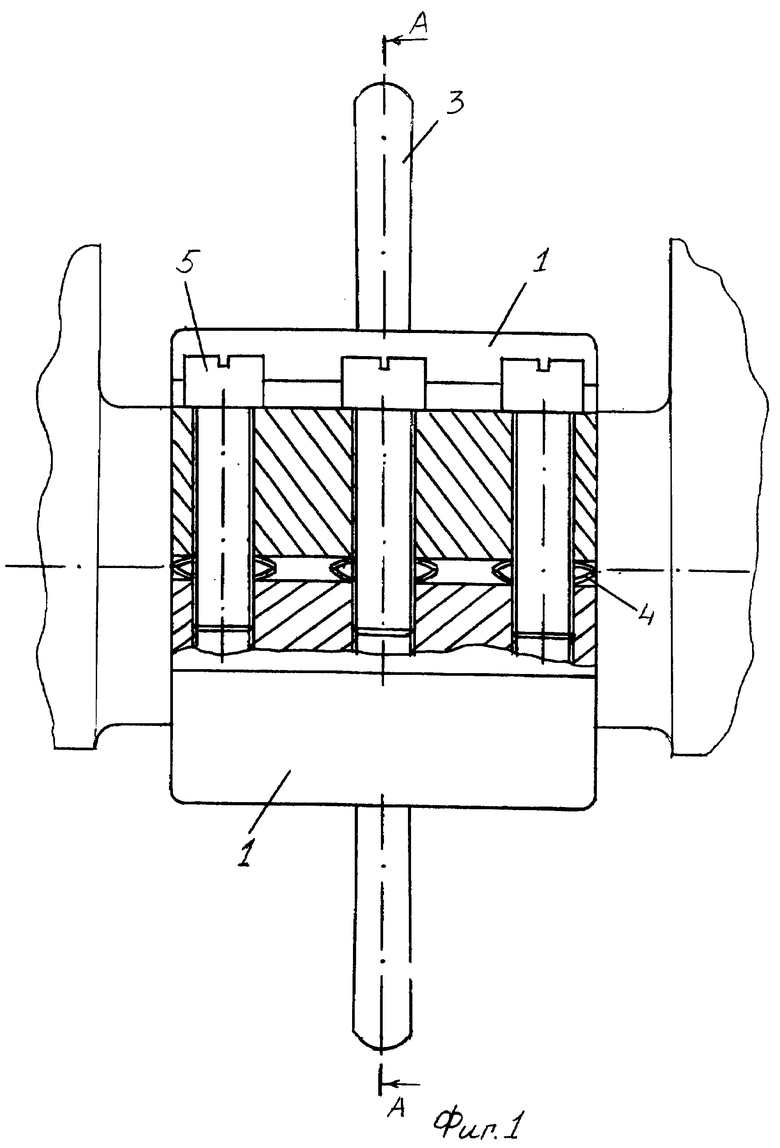
Притир для доводки шеек коленчатого вала, содержащий рубашку, рукоятки, регулировочные винты, отличающийся тем, что рубашка выполнена в виде корпусной детали, состоящей из двух половин, шарнирно соединенных между собой, при этом половины рубашки стянуты тремя регулировочными винтами, расположенными в ряд, а в зазоре плоскостей разъема половин рубашки установлены пружины, насаженные на регулировочные винты.
| ОРЛОВ П.Н | |||
| Технологическое обеспечение качества деталей методами доводки | |||
| - М: Машиностроение, 1988, с.104 | |||
| Приспособление для шлифования шеек коленчатых валов на месте | 1928 |
|
SU17034A1 |
| Притир для обработки наружной поверхности цилиндрических деталей | 1957 |
|
SU109779A1 |
| US 4023311 А, 17.05.1977. | |||

