Изобретение относится к области трубопрокатного производства, а точнее к способу прошивки и боковой выдачи толстостенных гильз на стане поперечно-винтовой прокатки.
Известен способ прошивки и боковой выдачи гильзы на стане поперечно-винтовой прокатки, см. Ф.А.Данилов и др. Горячая прокатка и прессование труб. М., Металлургия, 1972 г., стр.189-191, включающий прошивку гильзы, центрирование стержня с оправкой роликами центрователей, разведение роликов центрователей для поддержания гильзы по мере ее выхода из валков стана, подъем транспортных роликов для поддержания и перемещения гильзы по оси прокатки с одновременным извлечением стержня с оправкой из гильзы, выдачу гильзы вбок от оси прокатки и возвращение стержня с оправкой по транспортным роликам в рабочее положение по оси, расположенной ниже оси прокатки.
Данный способ пригоден в основном для прошивки и боковой выдачи тонкостенных гильз. При прошивке же и боковой выдаче толстостенных гильз их перемещение после процесса прошивки транспортными роликами по оси прокатки затруднено из-за малого зазора между поверхностью гильзы и роликами центрователей, а также из-за кривизны самой гильзы.
Кроме того, при прошивке и боковой выдаче толстостенных гильз возникают трудности при установке стержня с оправкой в очаг деформации вследствие того, что возникает необходимость в дополнительной операции по установке стержня с оправкой на ось прокатки при возвращении его в рабочее положение.
Из известных способов прошивки и боковой выдачи гильзы на стане поперечно-винтовой прокатки наиболее близким по технической сущности является способ прошивки и боковой выдачи гильзы, описанный в патенте США №3101015, кл. 80-11, заявл. 07.12.60, опубл. 20.08.63 г.
Этот способ включает прошивку гильзы, центрирование стержня с оправкой роликами центрователей, разведение роликов центрователей для поддержания гильзы по мере ее выхода из валков стана, подъем транспортных роликов для поддержания и перемещения гильзы с одновременным извлечением стержня с оправкой из гильзы, выдачу гильзы вбок от оси прокатки и возвращение стержня с оправкой по транспортным роликам в рабочее положение.
В данном способе поддержание и перемещение гильзы транспортными роликами после процесса прошивки происходит по оси прокатки, а возвращение стержня с оправкой в рабочее положение - по оси, расположенной ниже оси прокатки. Недостатком такого способа является то, что он пригоден для прошивки и боковой выдачи тонкостенных гильз. Это вызвано тем, что при прошивке и боковой выдаче толстостенных гильз малый зазор между поверхностью толстостенной гильзы и роликами центрователей и кривизна гильзы препятствуют перемещению толстостенной гильзы после процесса прошивки транспортными роликами по оси прокатки.
При прошивке и боковой выдаче толстостенных гильз согласно данному способу возникают также трудности при установке стержня с оправкой в очаг деформации, поскольку величина опускания оси стержня с оправкой ниже оси прокатки становится значительной из-за увеличения толщины стенки гильзы, и нужна дополнительная операция по установке стержня с оправкой на ось прокатки при возвращении его в рабочее положение. Кроме того, опускание оси стержня с оправкой ниже оси прокатки возможно настолько, что может произойти заклинивание стержня с оправкой между роликами центрователя.
Задачей настоящего изобретения является создание способа прошивки и боковой выдачи гильзы на стане поперечно-винтовой прокатки, позволяющего получать качественные толстостенные гильзы при высокой производительности стана.
Поставленная задача достигается тем, что в способе прошивки и боковой выдачи гильзы на стане поперечно-винтовой прокатки, включающем прошивку гильзы, центрирование стержня с оправкой роликами центрователей, разведение роликов центрователей для поддержания гильзы по мере ее выхода из валков стана, подъем транспортных роликов для поддержания и перемещения гильзы с одновременным извлечение стержня с оправкой из гильзы, выдачу гильзы вбок от оси прокатки и возвращение стержня с оправкой по транспортным роликам в рабочее положение, согласно изобретению поддержание и перемещение гильзы транспортными роликами осуществляют по оси, расположенной выше параллельно или наклонно оси прокатки или наклонно относительно оси прокатки, а возвращение стержня с оправкой в рабочее положение - по оси прокатки или наклонно относительно оси прокатки. При этом максимальную величину подъема оси поддержания и перемещения гильзы транспортными роликами над осью прокатки определяют соотношением:
 ,
,
где Dг - диаметр гильзы,
Dcm - диаметр стержня, при этом
Dcm=Dг-2(S+q),
где S - толщина стенки гильзы,
q - зазор между стержнем и гильзой.
Величину подъема оси поддержания и перемещения гильзы транспортными роликами, расположенной параллельно оси прокатки, над осью прокатки определяют соотношением:
Хmax≥Х1=Х2>0,
где Х1 - величина подъема оси поддержания и перемещения переднего конца гильзы транспортными роликами над осью прокатки;
Х2 - величина подъема оси поддержания и перемещения заднего конца гильзы транспортными роликами над осью прокатки.
Величину подъема оси поддержания и перемещения гильзы транспортными роликами, расположенной наклонно оси прокатки, над осью прокатки определяют соотношением:
Хmax≥Х2=Х1>0.
Величину подъема оси поддержания и перемещения заднего конца гильзы транспортными роликами над осью прокатки определяют соотношением:
X1=0, Х2≤Хmax.
Осуществление такого способа позволит получать качественные толстостенные гильзы в результате беспрепятственного ее прохождения между роликами центрователей после процесса прошивки, поскольку ось поддержания и перемещения толстостенной гильзы транспортными роликами находится выше параллельно или наклонно оси прокатки или наклонно относительно оси прокатки, что дает возможность увеличить зазор между поверхностью гильзы и роликами центрователей.
Получение качественных толстостенных гильз данным способом возможно также благодаря стабильному возврату стержня с оправкой в очаг деформации, поскольку ось возврата стержня с оправкой совпадает с осью прокатки или наклонно относительно оси прокатки.
Кроме того, применение рассматриваемого способа позволит увеличить производительность стана благодаря исключению дополнительной операции по установке стержня с оправкой на ось прокатки при возвращении стержня с оправкой в рабочее положение.
Для пояснения изобретения ниже описан пример осуществления способа, со ссылками на прилагаемые чертежи, на которых:
на фиг.1 изображена схема выходной стороны стана поперечно-винтовой прокатки в процессе прошивки;
на фиг.2 - то же, в момент поддержания и перемещения гильзы транспортными роликами по оси, расположенной выше и параллельно оси прокатки (X1=Х2), и извлечения стержня с оправкой;
на фиг.3 - то же, в момент возвращения стержня с оправкой по оси прокатки в рабочее положение;
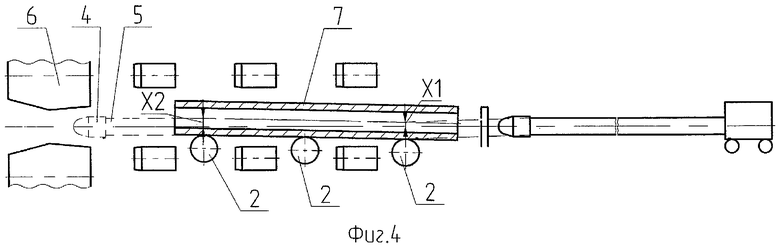
на фиг.4 - то же, в момент поддержания и перемещения гильзы транспортными роликами по оси, расположенной выше и наклонно оси прокатки (Х2>X1), и извлечения стержня с оправкой, а также возвращения стержня с оправкой в рабочее положение наклонно относительно оси прокатки (показано пунктирными линиями);
на фиг.5 - то же, в момент поддержания и перемещения гильзы транспортными роликами по оси, расположенной наклонно относительно оси прокатки
(X1=0, Х2<Хmax), и извлечения стержня с оправкой, а также возвращения стержня с оправкой в рабочее положение наклонно относительно оси прокатки (показано пунктирными линиями);
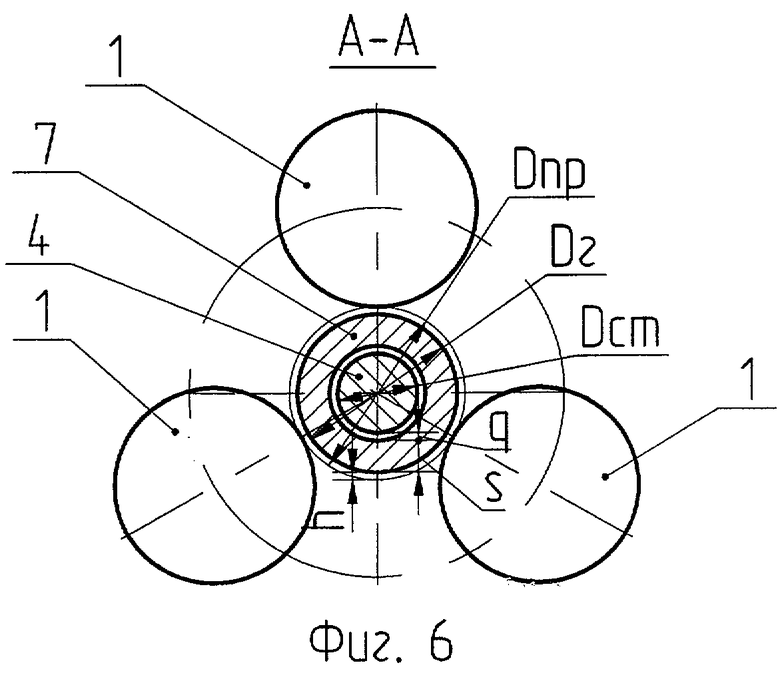
на фиг.6 - разрез А-А на фиг.1;
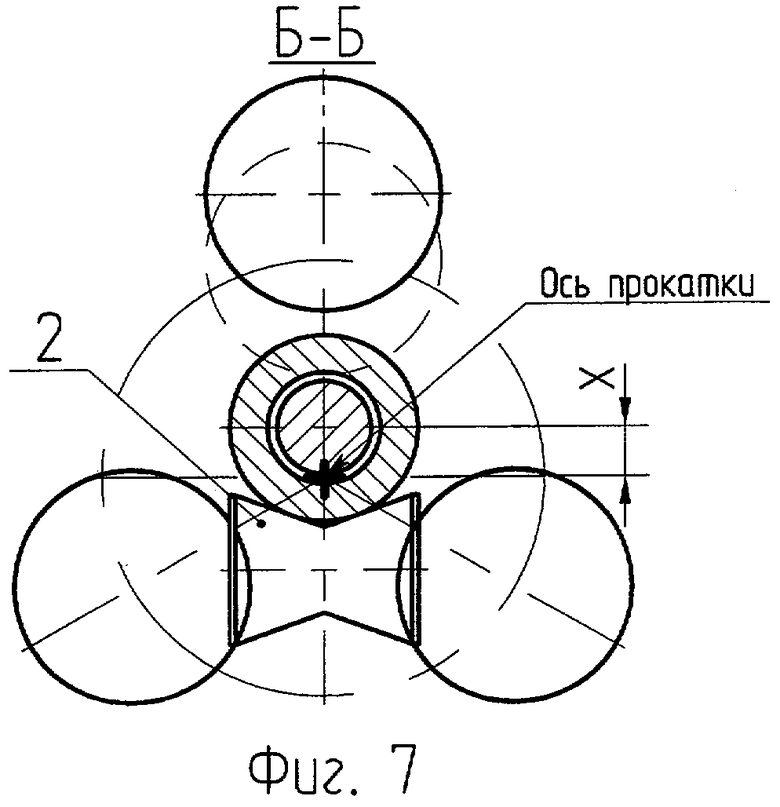
на фиг 7 - разрез Б-Б на фиг.2;
на фиг.8 - разрез В-В на фиг.3.
Рассматриваемый способ осуществляют на стане поперечно-винтовой прокатки, который имеет выходную сторону с боковой выдачей гильз, включающую центрователи 1, транспортные ролики 2 и упор 3.
Перед началом процесса прошивки оправку 4 со стержнем 5 устанавливают в очаге деформации между валками 6 и центрируют стержень 5 с помощью верхних и нижних роликов центрователей 1. Во время процесса прошивки, по мере выхода толстостенной гильзы 7 из валков 6 ролики центрователей 1 разводят на величину Dnp, поддерживая гильзу на оси прокатки, при этом величину Dnp определяют соотношением:
Dnp=Dг+h,
где Dг - диаметр гильзы;
h - величина зазора между гильзой и роликами центрователей.
После завершения процесса прошивки транспортные ролики 2 поднимают на такую величину, чтобы ось поддержания и перемещения толстостенной гильзы 7 находилась выше параллельно (см. фиг.2,7) или наклонно (см. фиг.4) оси прокатки или наклонно относительно оси прокатки (см. фиг.5), обеспечивая тем самым беспрепятственное прохождение толстостенной гильзы 7 между роликами центрователей 1 до упора 3, а возврат стержня 5 с оправкой 4 в очаг деформации был осуществлен по оси прокатки (см. фиг.3,8) или наклонно относительно оси прокатки (см. фиг.4,5). Одновременно с перемещением гильзы 7 до упора 3 стержень 5 с оправкой 4 извлекают из гильзы и выдают ее вбок от оси прокатки. Затем стержень 5 с оправкой 4 по транспортным роликам 2 возвращают в валки 6.
Пример
Для получения толстостенной гильзы диаметром 200 мм и толщиной стенки 40 мм на стане поперечно-винтовой прокатки в составе агрегата ТПА-270 Выксунского металлургического завода максимальная величина подъема Хmax оси поддержания и перемещения гильзы транспортными роликами, входящими в состав выходной стороны вышеупомянутого стана, над осью прокатки равна:

где диаметр стержня Dcm=Dг-2(S+q),
где зазор между стержнем и гильзой q=5 мм
Dcm=200-2(40+5)=110 мм.
Расположение же оси поддержания и перемещения гильзы транспортными роликами параллельно или наклонно относительно оси прокатки, а также величины их подъема зависят от технологических условий выдачи гильзы.
Предложенный способ прошивки и боковой выдачи гильзы на стане поперечно-винтовой прокатки по сравнению с известными позволяет получать качественные толстостенные гильзы при высокой производительности стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Устройство для установки оправки трубопрокатного стана | 1980 |
|
SU884752A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| Устройство для установки оправки в стане | 1977 |
|
SU662172A1 |
| СТАН ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2291007C2 |
| Задний стол прошивного стана | 1978 |
|
SU749468A1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2349402C1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |


Изобретение относится к области трубопрокатного производства, а точнее к способу прошивки и боковой выдачи толстостенных гильз на стане поперечно-винтовой прокатки. Способ прошивки и боковой выдачи гильзы на стане поперечно-винтовой прокатки включает прошивку гильзы, центрирование стержня с оправкой роликами центрователей, разведение роликов центрователей для поддержания гильзы по мере ее выхода из валков стана, подъем транспортных роликов для поддержания и перемещения гильзы с одновременным извлечением стержня с оправкой из гильзы, выдачу гильзы вбок от оси прокатки, возвращение стержня с оправкой по транспортным роликам в рабочее положение. Поддержание и перемещение гильзы транспортными роликами после процесса прошивки осуществляют по оси, расположенной выше оси прокатки, параллельно или наклонно к ней, или наклонно относительно оси прокатки, а возвращение стержня с оправкой в рабочее положение - по оси прокатки или наклонно относительно оси прокатки. При этом максимальную величину подъема оси поддержания и перемещения гильзы транспортными роликами над осью прокатки, а также величины подъема осей поддержания и перемещения гильзы транспортными роликами при различном расположении осей над осью прокатки рассчитывают по определенным соотношениям. Обеспечивается получение качественных толстостенных гильз при высокой производительности стана. 4 з.п. ф-лы, 8 ил.
1. Способ прошивки с боковой выдачей гильзы на стане поперечно-винтовой прокатки, включающий прошивку гильзы, центрирование стержня с оправкой роликами центрователей, разведение роликов центрователей для поддержания гильзы по мере ее выхода из валков стана, подъем транспортных роликов для поддержания и перемещения гильзы с одновременным извлечением стержня с оправкой из гильзы, выдачу гильзы вбок от оси прокатки и возвращение стержня с оправкой по транспортным роликам в рабочее положение, отличающийся тем, что поддержание и перемещение гильзы транспортными роликами осуществляют по оси, расположенной выше оси прокатки, параллельно или наклонно к ней или наклонно относительно оси прокатки, а возвращение стержня с оправкой в рабочее положение - по оси прокатки или наклонно относительно оси прокатки.
2. Способ по п.1, отличающийся тем, что максимальную величину подъема оси поддержания и перемещения гильзы транспортными роликами над осью прокатки определяют соотношением
при этом Dcт=Dг-2(S+q), где Dг - диаметр гильзы,
Dcт - диаметр стержня, при этом
S - толщина стенки гильзы,
q - зазор между стержнем и гильзой.
3. Способ по п.1, отличающийся тем, что величину подъема оси поддержания и перемещения гильзы транспортными роликами, расположенной параллельно оси прокатки, над осью прокатки определяют соотношением
Xmax≥X1=X2>0,
где X1 - величина подъема оси поддержания и перемещения переднего конца гильзы транспортными роликами над осью прокатки,
X2 - величина подъема оси поддержания и перемещения заднего конца гильзы транспортными роликами над осью прокатки.
4. Способ по п.1, отличающийся тем, что величину подъема оси поддержания и перемещения гильзы транспортными роликами, расположенной наклонно к оси прокатки, над осью прокатки определяют соотношением
Xmax≥X2=X1>0.
5. Способ по п.1, отличающийся тем, что величину подъема оси поддержания и перемещения заднего конца гильзы транспортными роликами над осью прокатки определяют соотношением
X1=0; X2≤Xmax
| US 3101015 A, 20.08.1963 | |||
| ШТАНГОВАЯ НАСОСНАЯ УСТАНОВКА | 2000 |
|
RU2159865C1 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОШИВКИ | 2004 |
|
RU2288056C2 |
| Способ производства гильз на косовалковом стане | 1989 |
|
SU1650316A1 |
| JP 2006297400 A, 02.11.2006 | |||
| JP 2000301212 A, 31.10.2000. | |||

