Изобретение относится к области холодной обработки металлов, а именно к оборудованию для изготовления методом ротационного выдавливания из полых заготовок изделия типа «стакан».
Известен раскаточный станок для изготовления изделий из полых заготовок (патент Украины на полезную модель №23704). Он содержит: раскаточные ролики, шпиндель, оправку, установленную на шпинделе, стол с силовым перемещением между раскаточными роликами, выступающий над ними верхней поверхностью со стороны оправки механизм подачи, выполненный с возможностью перемещения шпинделем оправки с нижнего крайнего положения при достижении заготовкой на оправке высоты готового изделия с помощью привода, который выходным звеном соединен с полумуфтой, и путевого переключателя.
В процессе работы станка управление осевым перемещением шпинделя осуществляют: с верхнего крайнего положения при установленной заготовке на верхней поверхности стола с помощью вращения штурвалом полумуфты, а с нижнего крайнего положения - при достижении заготовкой на оправке высоты готового изделия с помощью привода, соединенного выходным звеном с полумуфтой.
Недостатком известного станка является недостаточно отработанный процесс управления осевым перемещением шпинделя, что не позволяет использовать конструкцию станка при многостаночном обслуживании.
В основу изобретения поставлена задача создания такой конструкции станка, которая бы позволяла автоматическое управление осевым перемещением шпинделя, при раскатке заготовок.
Эта задача решается следующим образом: в раскаточном станке, который содержит раскаточные ролики, шпиндель, оправку, установленную на шпинделе, стол с силовым перемещением между раскаточными роликами, выступающий над ними верхней поверхностью со стороны оправки механизм подачи, выполненный с возможностью перемещения шпинделем оправки с крайнего нижнего положения при достижении заготовкой на оправке высоты готового изделия с помощью привода и путевого переключателя, согласно изобретению станок оснащен пусковым переключателем, выполненным с возможностью переключения путевого переключателя включением привода перемещения шпинделем оправки с крайнего верхнего положения и управления пусковым переключателем при установленной заготовке на верхней поверхности стола автоматическим устройством.
В раскаточном станке согласно изобретению автоматическое устройство выполнено в виде рычага, взаимодействующего с переключателем силового цилиндра поворота роторного отсекателя зубчатым колесом движением зубчатой рейки.
Изобретение поясняется чертежами.
На Фиг.1 изображен общий вид станка в момент включения привода перемещения шпинделем оправки с верхнего крайнего положения.
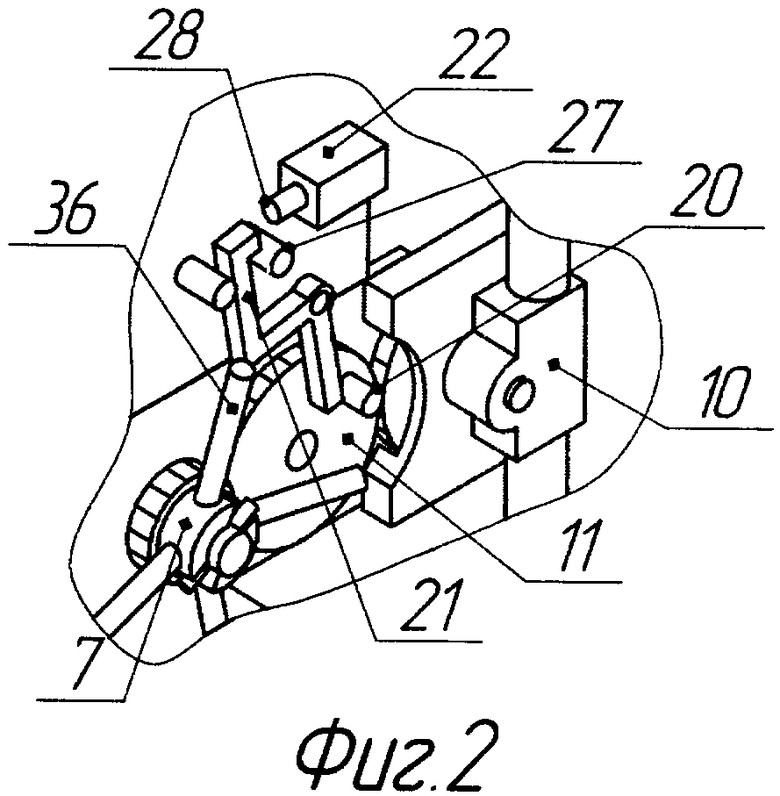
На Фиг.2 показано положение рычага после включения привода.
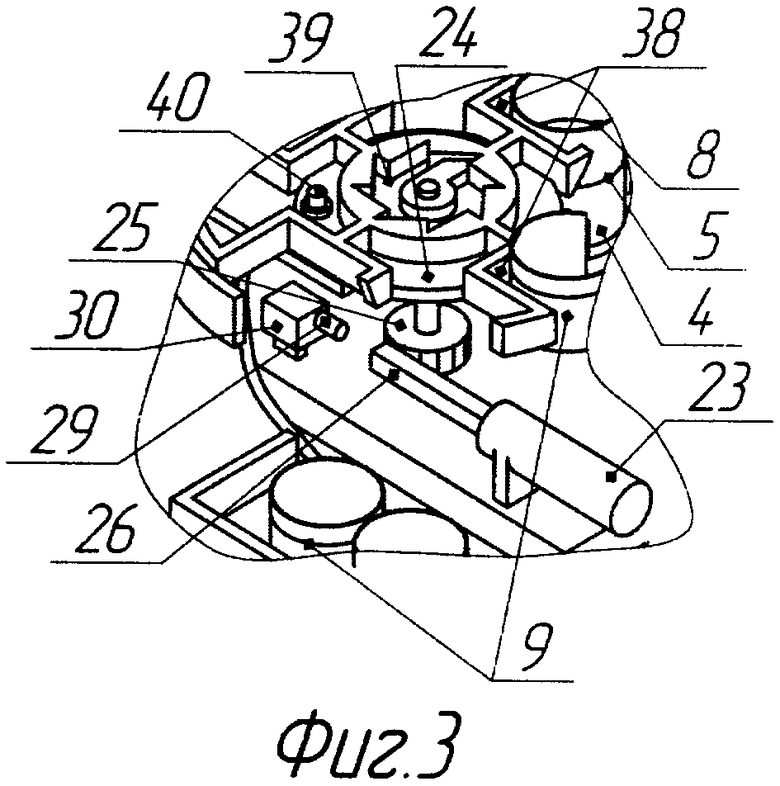
На Фиг.3 показано положение рейки после включения привода.
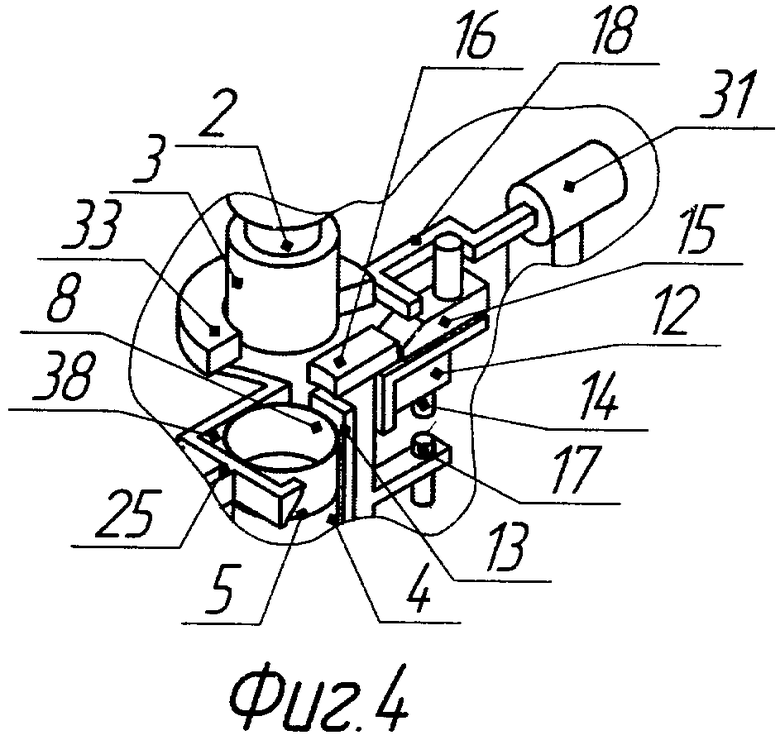
На Фиг.4 показано положение пускового переключателя после включения привода.
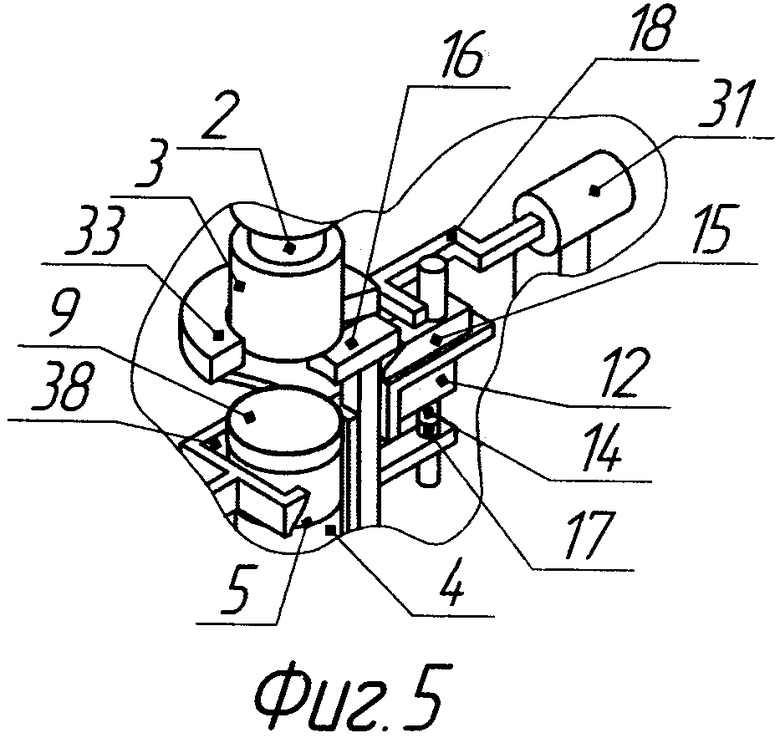
На Фиг.5 показано включение путевым переключателем привода перемещения шпинделем оправки с крайнего нижнего положения.
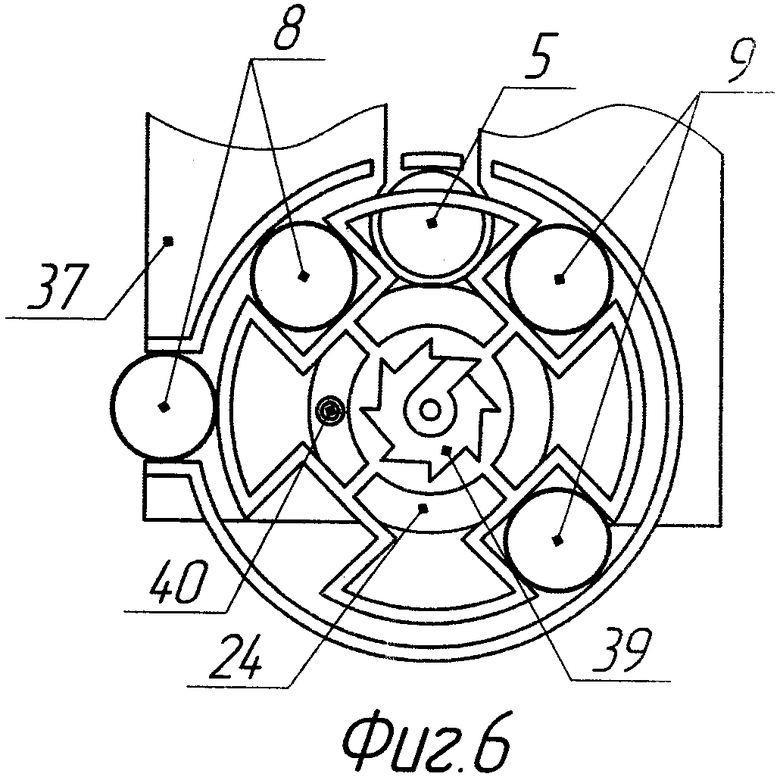
На Фиг.6 показана схема отделения заготовки от общего потока роторным отсекателем.
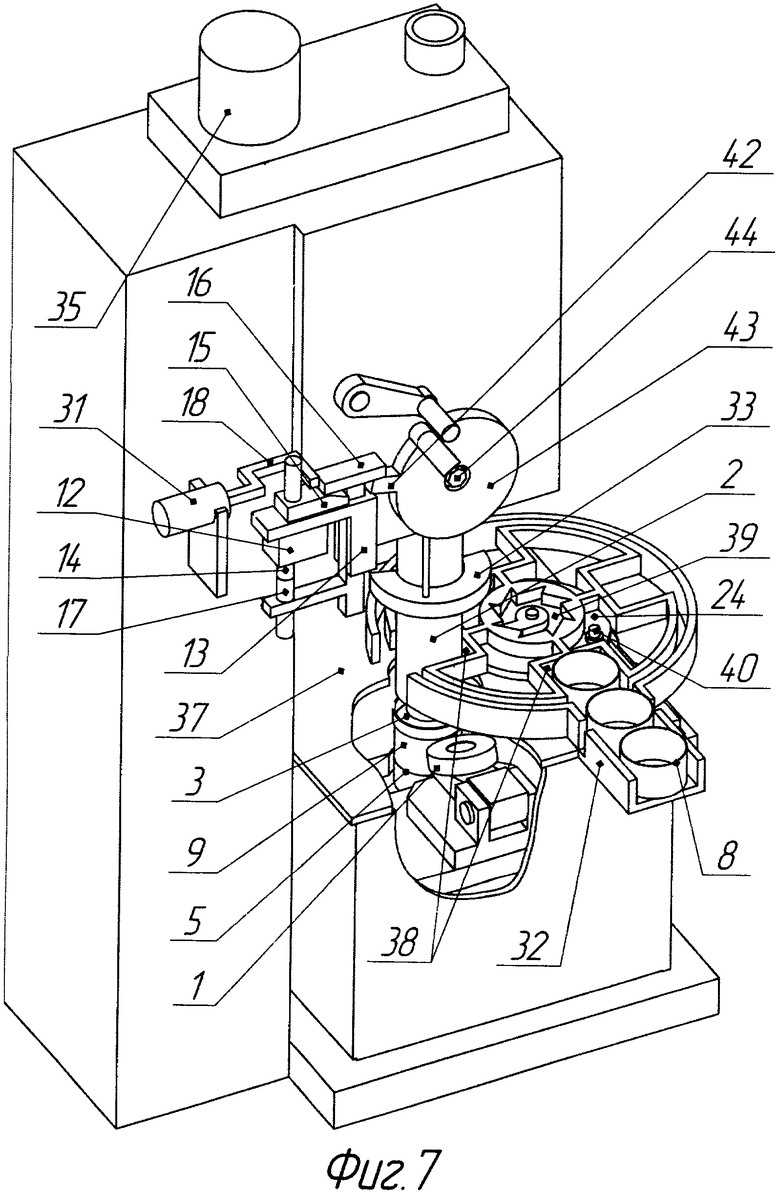
На Фиг.7 показан пример возможного размещения на станке путевого переключателя.
Раскаточный станок содержит: раскаточные ролики (1), шпиндель (2), оправку (3), установленную на шпинделе (2), стол (4) с силовым перемещением между раскаточными роликами (1), выступающий над ними верхней поверхностью (5) со стороны оправки (3) механизм подачи (6), который имеет полумуфту (7), выполненный с возможностью перемещения шпинделем (2) оправки (3) с крайнего нижнего положения при достижении заготовкой (8) на оправке (3) высоты готового изделия (9) с помощью привода (10), который выходным звеном (11) соединен с полумуфтой (7), и путевого переключателя (12), который имеет стойку (13), кнопку (14), стопор (15) и ограничительную планку (16), которая оснащена толкателем (17) и установлена с возможностью перемещения по стойке (13). Пусковой переключатель (18) выполнен с возможностью переключения путевого переключателя (12) включением привода (10) перемещения шпинделем (2) оправки (3) с крайнего верхнего положения и управления пусковым переключателем (18) при установленной заготовке (8) на верхней поверхности (5) стола (4) автоматическим устройством (19). Выходное звено (11) имеет кулачок (20).
Автоматическое устройство (19) выполнено в виде рычага (21), взаимодействующего с переключателем (22) силового цилиндра (23) поворота роторного отсекателя (24) зубчатым колесом (25) движением зубчатой рейки (26).
Автоматическое устройство (19) оснащено упором (27) рычага (21), кнопкой (28) переключателя (22) силового цилиндра (23), а пусковой переключатель (18) - кнопкой (29) переключателя (30) пневмоцилиндра (31).
Станок имеет также: накопительный лоток (32), съемник (33) готового изделия (9), корзину (34), электродвигатель (35) главного вращательного движения и движения механизма подачи (6) шпинделя (2).
Полумуфта (7) оснащена штурвалом (36) для ручного управления механизмом подачи (6).
Роторный отсекатель (24) установлен на площадке (37) в виде крышки, имеет пазы (38) и выполнен с возможностью поворота в периодическом цикле в одном направлении с помощью храпового механизма (39) и фиксатора положения (40).
Станок также оснащен управляемым путевым переключателем (12), исполнительным механизмом (41) в виде пневматического устройства с возможностью отвода раскаточных роликов (1) от раскатанной поверхности при достижении заготовкой (8) на оправке (3) высоты готового изделия (9).
Путевой переключатель (12), например, может быть прикреплен стойкой (13) к осевой опоре стола (4), или в другой зоне движения механических тел, в первом случае путевой переключатель (12) включает привод (10) с крайнего нижнего положения путем перемещения ограничительной планки (16) верхней кромкой заготовки (8), а во втором случая движением механического тела, например кулачком (42) лимба (43) выходного вала (44) механизма подачи (6) шпинделя (2).
Станок работает следующим образом.
При механической подачи шпинделя (2) раскаточными роликами (1) на оправке (3) осуществляют раскатку заготовки (8) до тех пор, пока заготовка (8) путем перемещения по оправке (3) верхней кромкой не достигнет ограничительной планки (16) путевого переключателя (12) и не начнет ее перемещать по стойке (13). Как только заготовка (8) на оправке (3) достигнет высоты готового изделия (9), ограничительная планка (16) нажмет толкателем (17) на кнопку (14) путевого переключателя (12). Стопор (15) автоматически зафиксирует положение ограничительной планки (16) на стойке (13), в результате этого произойдет выключение привода (10) механической подачи шпинделя (2) и его перемещение с готовым изделием (9) на оправке (3) с крайнего нижнего положения путем вращения полумуфты (7) выходным звеном (11) привода (10) до тех пор, пока оправка (3) не пройдет через отверстие съемника (33) и не оставит готовое изделие (9) на верхней поверхности (5) стола (4) в пазу (38) роторного отсекателя (24), а выходное звено (11) привода (10) кулачком (20) не начнет перемещать рычаг (21) автоматического устройства (19) до тех пор, пока рычаг (21) не нажмет кнопку (28) переключателя (22) силового цилиндра (23), не дойдет до упора (27) и не остановит вращение выходного звена (11) привода (10). Шпиндель (2) остановится. Оправка (3) займет крайнее верхнее положение. Силовой цилиндр (23) автоматического устройства (19) начнет осуществлять поворот роторного отсекателя (24) зубчатым колесом (25) движением зубчатой рейки (26). И как только роторный отсекатель (24) одним пазом (38) с верхней поверхности (5) стола (4) удалит готовое изделие (9) в корзину (34), а следующим пазом (38) подаст заготовку (8) от накопительного лотка (32) на верхнюю поверхность (5) стола (4), зубчатая рейка (26) нажмет на кнопку (29) переключателя (30) пневмоцилиндра (31) пускового переключателя (18), который осуществит переключение путевого переключателя (12) путем выключения стопора (15). Ограничительная планка (16) опустится по стойке (13) и освободит толкателем (17) кнопку (14) путевого переключателя (12). В результате этого произойдет включение привода (10) перемещения шпинделем (2) оправки (3) с верхнего крайнего положения путем вращения полумуфты (7) выходным звеном (11) привода (10), до тех пор, пока оправка (3) не зайдет в полость заготовки (8) и не начнет ее перемещать к раскаточным роликам (1) совместно с верхней поверхностью (5) стола (4), путевой переключатель (12) до тех пор, пока не произойдет включение механической подачи шпинделя (2).
Далее цикл повторяется сначала и будет повторяться до тех пор, пока к роторному отсекателю (24) будут поступать заготовки (8) от накопительного лотка (32).
Раскаточный станок выполнен на базе вертикально-сверлильного станка модели 2Н135. Смотрите У.В.Лоскутов. Сверлильные и расточные станки. Москва, 1981, ББК 34.63.5 Л 79 УДК 621.952+621.952.5. Рис.24, стр.37 (механизм подачи).
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСКАТОЧНЫЙ СТАНОК | 2007 |
|
RU2352424C1 |
| РАСКАТОЧНЫЙ СТАНОК | 2005 |
|
RU2329111C2 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| Металлорежущий станок | 1974 |
|
SU519315A1 |
| МНОГОШПИНДЕЛЬНЫЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2014173C1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Станок для гибки цилиндрическихиздЕлий | 1979 |
|
SU804079A1 |
| Станок для обработки конических сопрягаемых поверхностей | 1988 |
|
SU1650374A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| Станок для поперечной раскатки высокоточных цилиндрических оболочек | 1973 |
|
SU527221A1 |
Изобретение относится к области холодной обработки металлов, а именно к оборудованию для изготовления методом ротационного выдавливания из полых заготовок изделия типа «стакан». Раскаточный станок содержит раскаточные ролики, шпиндель, оправку, стол, механизм подачи, привод и путевой переключатель. Механизм подачи выполнен с возможностью перемещения оправки шпинделем из крайнего нижнего положения при достижении заготовкой на оправке высоты готового изделия с помощью привода и путевого переключателя. Станок снабжен пусковым переключателем, который переключает путевой переключатель включением привода перемещения оправки шпинделем из крайнего верхнего положения. Автоматическое устройство при установленной заготовке на верхней поверхности стола управляет пусковым переключателем. Данное устройство выполнено в виде рычага, взаимодействующего с переключателем силового цилиндра поворота роторного отсекателя зубчатым колесом посредством движения зубчатой рейки. В результате обеспечивается автоматическое управление осевым перемещением шпинделя при раскатке заготовок. 1 з.п. ф-лы, 7 ил.
1. Раскаточный станок, содержащий раскаточные ролики, шпиндель, оправку, установленную на шпинделе, стол, выполненный с силовым перемещением между раскаточными роликами, и выступающий над ними верхней поверхностью со стороны оправки механизм подачи, выполненный с возможностью перемещения шпинделем оправки из крайнего нижнего положения при достижении заготовкой на оправке высоты готового изделия с помощью привода и путевого переключателя, отличающийся тем, что он снабжен пусковым переключателем, выполненным с возможностью переключения путевого переключателя включением привода перемещения оправки шпинделем из крайнего верхнего положения и управляемым при установленной заготовке на верхней поверхности стола посредством автоматического устройства.
2. Раскаточный станок по п.1, отличающийся тем, что автоматическое устройство выполнено в виде рычага, взаимодействующего с переключателем силового цилиндра поворота роторного отсекателя зубчатым колесом посредством движения зубчатой рейки.
| Устройство для смазывания осей опойковых валиков бумагопрядильных машин перед установкой на место | 1930 |
|
SU23704A1 |
| Устройство для изготовления полых цилиндрических изделий прямым ротационным выдавливанием | 1983 |
|
SU1189542A1 |
| RU 2005124592 A, 20.02.2007 | |||
| DE 2927537 A1, 08.01.1981 | |||
| US 5323630 A, 28.06.1994 | |||
| US 5676007 A, 14.10.1997. | |||

